
城軌地鐵不銹鋼面板攻螺紋工藝優化
2015-02-20 06:51:47株洲南車時代電氣股份有限公司湖南412001
金屬加工(冷加工) 2015年16期
■株洲南車時代電氣股份有限公司 (湖南 412001) 毛 波
城軌地鐵不銹鋼面板攻螺紋工藝優化
■株洲南車時代電氣股份有限公司 (湖南 412001) 毛 波
摘要:本文介紹了城軌地鐵不銹鋼面板攻螺紋工藝優化,主要闡述了絲錐旋轉精度測量、絲錐選擇、工藝參數優化及常見問題處理方案,提升面板攻螺紋質量。
不銹鋼攻螺紋是很多制造企業的一大心病,尤其是在動載的安裝條件下,攻螺紋質量尤為重要。目前隨著城市軌道交通的迅猛發展,軌道車輛裝備的需求日益增長,公司城軌地鐵柜體的需求量日益增加,優化不銹鋼面板攻螺紋工藝,提升攻螺紋質量,勢在必行。通過對問題的匯總分析、工藝試驗論證及工藝參數優化等工作,總結了一些經驗并推廣,取得了一定的效果。
1. 問題描述
城軌地鐵柜體上2.5m m、3.0mm不銹鋼面板(SUS304)攻M3螺紋,經常出現絲錐被“咬死”在螺孔中,崩齒或折斷,絲錐磨損嚴重,螺紋止通規檢驗止不住等現象,嚴重影響生產的正常進行。
2. 問題分析
為了確認攻螺紋質量不良的根本原因,在現場隨機選取了20個螺紋孔,采用螺紋止通規進行檢查,8個合格、9個止不住、3個通不過,不合格率高達60%。從不合格的現象初步判定,止規止不住的原因是絲錐夾頭旋轉精度超差,通規通不過的原因是絲錐牙尖磨損、加工的螺紋不規范。為了進一步確認原因是否正確,對絲錐夾頭旋轉精度、絲錐磨損情況及工藝參數進行了確認。
(1)絲錐質量:現場攻螺紋用的絲錐是普通直槽絲錐,普通直分屑槽絲錐通常用碳素工具鋼(T12)制成,硬度能達到60HRC,加工性能好、價格低,應用較為廣泛;但淬透性低,熱硬性差,刃部至250℃時硬度和耐磨性下降。攻螺紋時牙尖角相對螺紋底孔圓周成直線切削,較大的旋轉摩擦使切削部位發熱,降低了刃口的硬度、使磨損加快,表面相對較硬的鍍鋅層對絲錐牙尖易損壞,絲錐直徑小、易折斷,旋轉及切削阻力導致局部波動影響螺紋質量等。從攻螺紋之后的絲錐外觀看出絲錐磨損較為嚴重,如圖1所示。
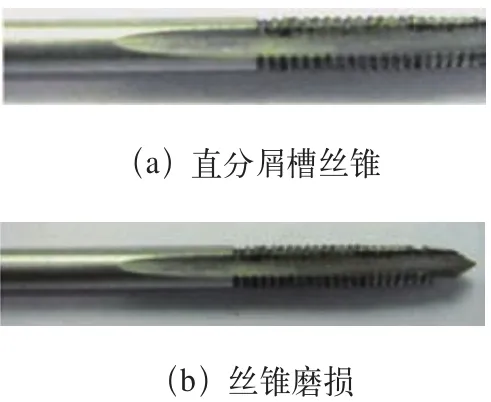
圖1 絲錐質量
(2)攻螺紋設備:攻螺紋通常分為機動攻螺紋和手動攻螺紋兩種方式,針對這些面板采用的是機動攻螺紋。將夾頭的三爪端夾緊絲錐,另一端與攻螺紋的主軸聯接,經帶輪、皮帶與電動機主軸形成了完整的皮帶傳動機構,通過人工操作離合器上下運行實現絲錐正、反轉完成螺紋加工。臺式攻螺紋機上絲錐夾頭的旋轉精度是保證攻螺紋質量及絲錐使用壽命的關鍵,參考設備及螺紋精度要求,絲錐夾頭旋轉一周徑向跳動應≤0.02mm。
將檢驗棒裝夾在絲錐夾頭的三爪夾頭端,夾頭的另一端與主軸聯接,百分表通過支架鎖緊并固定在攻螺紋機上,測量頭與檢驗棒外圓上的最高點接觸、行程刻度表顯示壓縮1~2格;手動皮帶旋轉、通過帶輪聯接主軸并帶動夾頭中的檢驗棒做360°旋轉,百分表上所顯示的最大與最小差值為0.12mm,表示旋轉精度不合格,如圖2所示。
(3)工藝參數:攻不銹鋼螺紋時,“脹牙”現象比較嚴重,絲錐容易“咬死”在孔中,所以螺紋底孔應適當加大。一般情況
下,螺距為1mm以下的螺紋底孔直徑等于公稱直徑減去螺距;螺距大于1mm時,螺紋底孔直徑等于公稱直徑減去1.1倍螺距。從現場記錄的底孔直徑來看,并沒有加大螺紋底孔。
從以上現場實物及過程分析,絲錐質量、設備精度及工藝參數均存在問題,為此需要從以下3個方面進行工藝改進和優化。
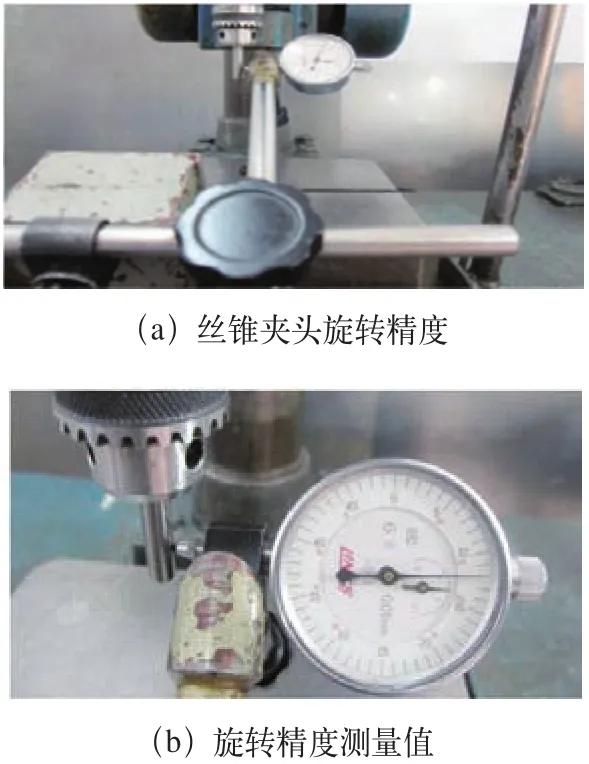
圖2 設備精度的檢測
3. 攻螺紋工藝優化
(1)絲錐改進:螺旋分屑槽絲錐(見圖3),常用高速鋼(W18Cr4V)制成,有足夠的強度和耐磨性,硬度高達65HRC,切削加工性能好、方便制造。攻螺紋時牙尖角相對螺紋底孔圓周成螺旋線切削,能有分散絲錐旋轉時的切削負荷,保持絲錐的強度,攻螺紋時平穩切削沒有局部波動,能確保螺紋的質量。

圖3 改進后選用的絲錐
(2)設備改進:對臺式攻螺紋機主軸、絲錐夾頭及旋轉精度進行修復,通過攻螺紋夾頭裝夾的檢驗棒旋轉一周檢驗,徑向跳動≤0.02mm,如圖4所示。

圖4 改進后的精度
(3)工藝參數改進:對塑性好的材料可按標準適當加大底孔,使絲錐牙尖與孔壁硬化層不接觸,減少磨損,延長絲錐的使用壽命。螺紋經攻螺紋切削時的擠壓產生塑性變形,底孔適當縮小,使螺紋底孔達標。
通過上述改進,并定期確認絲錐質量、絲錐旋轉精度檢測,很好地解決了不銹鋼面板的攻螺紋質量,滿足了生產要求。
4. 常見問題解決方案
結合工藝試驗及批量生產過程中的經驗,對不銹鋼面板攻螺紋過程中常見問題進行了歸納總結,并推廣使用,取得了較好的效果,具體如下:
(1)絲錐折斷:絲錐折斷的主要原因是螺紋底孔直徑偏小,排屑不暢,材料中雜質導致絲錐磨損嚴重。攻螺紋時切削速度過快,絲錐中心與底孔不同軸,導致折斷,如圖5所示。

圖5 絲錐折斷
解決方案:螺紋底孔直徑可按標準加大,排屑不暢可選擇螺旋槽絲錐。攻螺紋過程中適當降低攻螺紋的切削速度,調整工作臺與絲錐安裝主軸的垂直度,確保絲錐與底孔同軸。也可采用優質材料制造的絲錐攻螺紋并定期更換絲錐。
(2)絲錐崩齒:絲錐崩齒的主要原因是單齒切削量過大,切削前角較小,切削部位磨損嚴重,如圖6所示。

圖6 絲錐崩齒
解決方案:增加切削導錐長度,增大絲錐切削前角。
(3)止規止不住:止規止不住的主要原因有:攻螺紋時絲錐與主軸不同軸;絲錐刃口上有粘結物;絲錐選擇不當或有裝夾問題。
解決方案:修復主軸或更換夾頭;清除絲錐上的粘結物;選擇旋轉平穩的螺旋槽絲錐進行正確裝卡。
(4)通規通不過:通規通不過的主要原因有:絲錐長時期使用表面磨損嚴重;攻螺紋操作不規范,導致螺紋有效深度不足;螺紋表面質量較差或者有毛刺。
解決方案:及時更換合格絲錐;定位攻螺紋確保深度達到要求;適當減少絲錐前角,清除絲錐刃口上的粘結物,選擇合適的切削液冷卻絲錐,必要時可對絲錐增大潤滑。
5. 結語
城軌地鐵不銹鋼面板,按照上述改進之后的工藝方法以及常見問題的處理方法,很好地指導現場生產,并確保產品的攻螺紋質量。同時將這些工藝要求推廣到其他規格的不銹鋼攻螺紋以及外協供應商,都取得了較好的效果。
收稿日期:(20150523)
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
