熱水器后殼的沖壓成形模擬
2015-02-23 08:01:54李曉甜楊海軍楊洪剛
上海電機(jī)學(xué)院學(xué)報(bào) 2015年6期
胡 星, 李曉甜, 楊海軍, 楊洪剛
(上海電機(jī)學(xué)院 汽車(chē)學(xué)院, 上海 201306)
?

熱水器后殼的沖壓成形模擬
胡星,李曉甜,楊海軍,楊洪剛
(上海電機(jī)學(xué)院 汽車(chē)學(xué)院, 上海 201306)
摘要:基于有限元方法對(duì)熱水器后殼的成形過(guò)程進(jìn)行了分析,再現(xiàn)了實(shí)際沖壓中所產(chǎn)生的起皺缺陷,分析了缺陷所產(chǎn)生的原因;通過(guò)對(duì)熱水器后殼翻邊工藝的調(diào)整,對(duì)成形結(jié)果進(jìn)行了優(yōu)化,提高了熱水器后殼的制造質(zhì)量,同時(shí)也驗(yàn)證了有限元模擬方法的適用性。
關(guān)鍵詞:熱水器后殼; 沖壓成形; 起皺; 開(kāi)裂

熱水器后殼是熱水器關(guān)鍵零件之一,其形狀復(fù)雜,表面質(zhì)量要求高,其品質(zhì)直接影響到熱水器的整體形象和性能,是典型的外覆蓋件[1]。與汽車(chē)外覆蓋件相比,熱水器后殼更復(fù)雜,沖壓變形劇烈,因而成形難度更大。熱水器后殼整個(gè)工件的變形由彎曲、拉深、局部脹形等工序組成。通過(guò)材料的局部塑性變形,材料的強(qiáng)度、硬度得到了明顯提高,從而保證了熱水器安裝固定時(shí)的可靠性、安全性。其主要成形缺陷是翻邊位置產(chǎn)生起皺現(xiàn)象,為提高沖壓件的成形質(zhì)量,關(guān)鍵要分析產(chǎn)品的變形特點(diǎn),找出產(chǎn)生起皺等成形缺陷的內(nèi)在原因,為沖壓工藝的制訂和沖壓模具的設(shè)計(jì)提供指導(dǎo)。實(shí)際生產(chǎn)中,多根據(jù)零件的變形特點(diǎn),結(jié)合經(jīng)驗(yàn),通過(guò)反復(fù)試驗(yàn)調(diào)整后方能確定工藝參數(shù),費(fèi)時(shí)費(fèi)力。
近年來(lái),隨著計(jì)算機(jī)技術(shù)和優(yōu)化理論的快速發(fā)展,將有限元分析工具與優(yōu)化算法相結(jié)合,對(duì)沖壓工藝參數(shù)進(jìn)行優(yōu)化設(shè)計(jì)已成為當(dāng)前該領(lǐng)域的研究熱點(diǎn)[2-4]。采用計(jì)算機(jī)數(shù)值模擬技術(shù),在計(jì)算機(jī)上模擬沖壓成形過(guò)程,根據(jù)坯料在模具中的流動(dòng)情況預(yù)測(cè)板料的最終形狀及可能產(chǎn)生的缺陷(起皺、開(kāi)裂等),可不斷改進(jìn)模具的結(jié)構(gòu)尺寸,優(yōu)化毛坯尺寸,最終達(dá)到確定合理的成形工藝、獲得較高的模具壽命、降低生產(chǎn)成本的目的[5-7]。
本文分析了熱水器后殼在沖壓過(guò)程中可能造成的缺陷,并基于有限元軟件的一步法和增量法對(duì)板料可能出現(xiàn)的裂紋和起皺等成形質(zhì)量問(wèn)題進(jìn)行了數(shù)值模擬;在此基礎(chǔ)上,通過(guò)工藝參數(shù)的調(diào)整使產(chǎn)品工藝達(dá)到優(yōu)化,進(jìn)而提高了熱水器后殼的沖壓成形質(zhì)量。
1沖壓成形質(zhì)量初步分析
后殼是重要的熱水器外觀件,其外形不算復(fù)雜,主要變形為彎曲變形。由于大部分變形應(yīng)力比較均勻,當(dāng)成形表面的應(yīng)力數(shù)值遠(yuǎn)小于抗拉強(qiáng)度極限時(shí),容易產(chǎn)生剛性不足及起皺等現(xiàn)象。工藝設(shè)計(jì)時(shí),應(yīng)考慮如何使后殼在成形時(shí)材料能得到充分延展,且表面不產(chǎn)生明顯的缺陷,使中部材料變薄率力爭(zhēng)達(dá)到4%左右,并具有良好的強(qiáng)度、剛度和表面質(zhì)量。
經(jīng)過(guò)現(xiàn)場(chǎng)調(diào)研,發(fā)現(xiàn)熱水器后殼成形后,因翻邊部分起皺,導(dǎo)致局部有暗坑,影響零件表面質(zhì)量,如圖1所示。
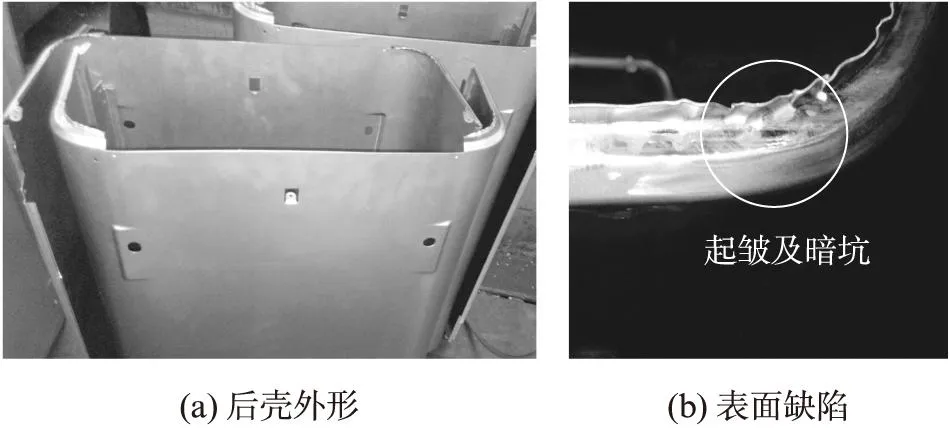
圖1 熱水器后殼表面缺陷Fig.1 Surface defects of the water heater’s back shell
本文基于有限元軟件的一步法對(duì)熱水器后殼的沖壓成形進(jìn)行模擬分析,并根據(jù)模擬分析結(jié)果對(duì)成形工藝進(jìn)行優(yōu)化及驗(yàn)證。沖壓成形一步法(或稱(chēng)單步法)是一種非常簡(jiǎn)便、快捷的產(chǎn)品模擬方法,可以在不進(jìn)行模面設(shè)計(jì)或僅有簡(jiǎn)單模面的情況下進(jìn)行粗略的處理,觀察零件變形的趨勢(shì)[8]。其突出優(yōu)點(diǎn)是計(jì)算效率高,在覆蓋件設(shè)計(jì)階段可以用來(lái)快速預(yù)示其成形性,根據(jù)零件的形面快速地對(duì)其成形性進(jìn)行初步分析,預(yù)測(cè)出可能出現(xiàn)缺陷的部位。因此,一步法是國(guó)際沖壓成形領(lǐng)域中研究的熱點(diǎn)之一。
將產(chǎn)品數(shù)模導(dǎo)入到有限元軟件中,在轉(zhuǎn)換文件的同時(shí)劃分有限元網(wǎng)格。根據(jù)最小拉深深度、最小沖壓負(fù)角等準(zhǔn)則自動(dòng)確定沖壓方向,并進(jìn)行孔洞補(bǔ)充和邊界光順。材料為冷軋鋼板DC04,厚度為0.8mm,摩擦系數(shù)為0.15,壓邊壓強(qiáng)為 3MPa。參數(shù)設(shè)定完成后,利用一步模擬求解器進(jìn)行模擬運(yùn)算,計(jì)算結(jié)果如圖2所示。

圖2 一步法成形質(zhì)量預(yù)測(cè)結(jié)果Fig.2 Formability prediction using a one-step method
由圖2可見(jiàn),在直線(xiàn)翻邊和曲線(xiàn)翻邊處容易起皺,這與實(shí)際沖壓缺陷結(jié)果一致。起皺是板料在成形過(guò)程中受壓失穩(wěn)的一個(gè)主要表現(xiàn)形式。板料在塑形變形過(guò)程中,會(huì)受到復(fù)雜應(yīng)力狀態(tài)的作用,由于板厚方向的尺寸與其他2個(gè)方向的尺寸相比很小,因此,板料在厚度方向上最不穩(wěn)定;當(dāng)板面內(nèi)的壓應(yīng)力達(dá)到一定程度時(shí),板厚方向最容易因受壓而不能維持穩(wěn)定的塑形變形,產(chǎn)生因受壓失穩(wěn)的現(xiàn)象[9]。
分析熱水器后殼產(chǎn)生起皺缺陷的具體原因,零件成形時(shí),直邊和圓角部分是分兩步彎曲的,由于受壓向外擠壓,圓角部分翻邊時(shí)很容易在相切區(qū)域產(chǎn)生起皺,如圖3所示。

圖3 初始翻邊工藝Fig.3 Description of preliminary solution
為了緩解該區(qū)域的起皺,工藝優(yōu)化應(yīng)該朝著緩解圓角部分的擠壓的方向進(jìn)行。
2沖壓缺陷模擬
在工藝和模具信息全部確定后,就可以采用增量方法對(duì)成形過(guò)程進(jìn)行精確模擬[10]。增量法可以模擬整個(gè)沖壓過(guò)程,并發(fā)現(xiàn)設(shè)計(jì)中可能存在的問(wèn)題,方便對(duì)工藝進(jìn)行優(yōu)化,減少試模時(shí)間和費(fèi)用。熱水器后殼沖壓成形工藝分翻邊和成形兩步進(jìn)行數(shù)值模擬。如圖4所示。

圖4 熱水器后殼成形過(guò)程Fig.4 Forming steps of the water heater’s back shell
熱水器后殼成形的難點(diǎn)在圓角處,即拐角處。該拐角部分形面復(fù)雜,圓角小,過(guò)渡急劇,成形時(shí)變形集中,容易起皺。彎曲工序是熱水器后殼成形最重要的工序,工件的形狀全部或大部分在此工序壓出,它直接影響產(chǎn)品的品質(zhì)。
在有限元軟件下,零件成形工藝設(shè)計(jì)的過(guò)程如下: 對(duì)三維數(shù)據(jù)進(jìn)行分析→確定沖壓方向→對(duì)原始數(shù)據(jù)進(jìn)行處理(如填充內(nèi)孔、確定翻邊線(xiàn)和修邊面)→設(shè)計(jì)工藝補(bǔ)充部分→確定拉延試模板料尺寸等。采用增量法對(duì)熱水器后殼的整個(gè)成形過(guò)程進(jìn)行數(shù)值模擬。翻邊模擬的工具定位如圖5所示。

圖5 翻邊模擬工具定位Fig.5 Tool establishment for flanging
數(shù)值模擬時(shí),模具被視為剛體,采用剛性材料模型[11-13],板料為各項(xiàng)異性低碳鋼板CR1,采用柔性材料模型,模擬取界面摩擦系數(shù)為0.15,完成各項(xiàng)參數(shù)設(shè)置后提交運(yùn)算,得到分析結(jié)果。對(duì)仿真分析結(jié)果進(jìn)行分析,板料成形過(guò)程如圖6所示。工藝上采用整體式翻邊,兩條長(zhǎng)直邊一次性翻邊出來(lái)。可見(jiàn),成形過(guò)程中圓角部位疊料明顯。在模擬過(guò)程中,由于疊料過(guò)大,導(dǎo)致了計(jì)算錯(cuò)誤,以至于起皺明顯,使得計(jì)算無(wú)法繼續(xù),圓角翻邊特征也沒(méi)有完全成形。

圖6 板料變形過(guò)程Fig.6 Deformation of the material
3沖壓工藝優(yōu)化及驗(yàn)證
按照初始工藝,圓角部分要經(jīng)過(guò)兩次變形。第一次變形時(shí)所產(chǎn)生的應(yīng)力集中效應(yīng)影響了材料的流動(dòng),最終導(dǎo)致材料在圓角部位產(chǎn)生了嚴(yán)重的起皺。為了緩解起皺趨勢(shì),改善后期的成形質(zhì)量,考慮對(duì)圓角處的翻邊工藝進(jìn)行優(yōu)化,即在翻邊時(shí),圓角不參與變形,并在翻邊圓角部位做出2個(gè)凹槽,同時(shí)在該部位設(shè)置擋塊,保證該部位材料不參與第1次的彎曲變形;在第2次彎曲時(shí)翻邊才一次成形出來(lái)。優(yōu)化工藝后的翻邊工具定位如圖7所示。

圖7 優(yōu)化翻邊工藝后的工具定位Fig.7 Tools setup after optimizing flanging process
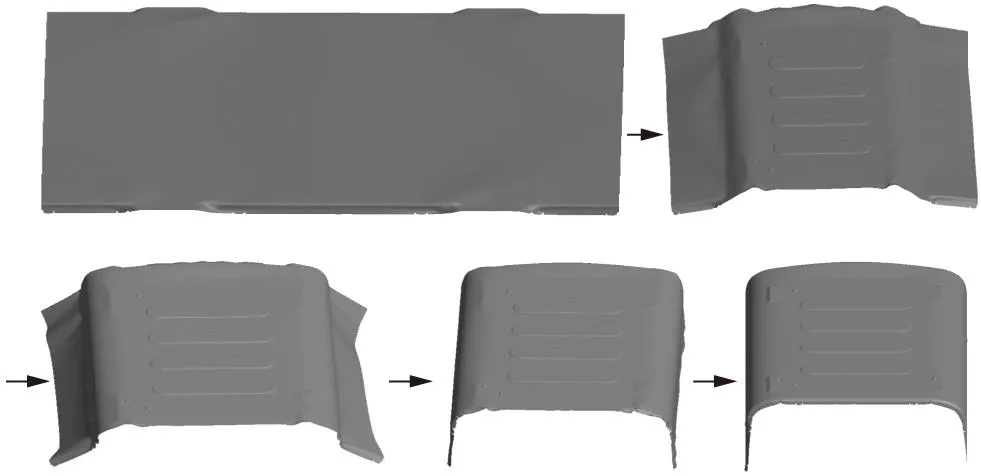
圖8 優(yōu)化翻邊工藝后的變形過(guò)程Fig.8 Deformation under new process
在優(yōu)化后的翻邊工藝下,重新建立工具約束,代入有限元增量法進(jìn)行模擬計(jì)算。此時(shí),材料的變形過(guò)程如圖8所示,由圖可見(jiàn),第1次翻邊時(shí),圓角部分材料不參與變形,在后期的成形時(shí)該部位的材料才參與變形,成形后材料的疊料現(xiàn)象依然明顯,但已經(jīng)略有緩解。
圖9為優(yōu)化翻邊成形工藝后整體成形的結(jié)果。由成形圖可見(jiàn),雖然疊料依然明顯,但與之前相比,成形質(zhì)量已經(jīng)有了很大提高,且圓角翻邊已完全成形,沒(méi)有產(chǎn)生因疊料嚴(yán)重所導(dǎo)致的計(jì)算終止現(xiàn)象。因此可以認(rèn)為,采用優(yōu)化的翻邊工藝后,材料的起皺現(xiàn)象得到了明顯的緩解。

圖9 優(yōu)化翻邊工藝后的成形結(jié)果Fig.9 Formability under new process
起皺高度真實(shí)地反映了板金件沖壓成形中起皺質(zhì)量問(wèn)題的嚴(yán)重程度[14-15]。圖10為翻邊工藝改進(jìn)前、后圓角部位的最大起皺高度的比較。由圖可見(jiàn),對(duì)長(zhǎng)直邊圓角翻邊處翻邊工藝進(jìn)行優(yōu)化后,板料的最大起皺高度從39%降至32%,表明該翻邊工藝優(yōu)化方案對(duì)改善疊料是有作用的。
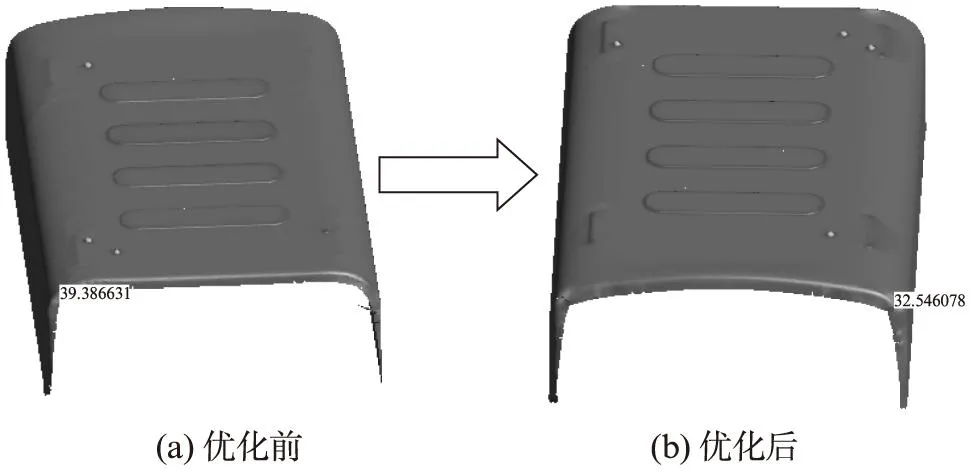
圖10 翻邊工藝優(yōu)化前后的起皺高度對(duì)比Fig.10 Wrinkling height before and after process optimization
4結(jié)語(yǔ)
板料沖壓成形有限元數(shù)值模擬在沖壓件行業(yè)的應(yīng)用正日益廣泛,發(fā)揮著越來(lái)越重要的作用。熱水器后殼是熱水器關(guān)鍵零件之一,其形狀復(fù)雜,表面質(zhì)量要求高,成形難度大,其主要成形缺陷是翻邊位置的起皺。采用板料成形分析軟件對(duì)熱水器后殼的成形過(guò)程進(jìn)行模擬分析,再現(xiàn)了熱水器后殼的沖壓缺陷,并通過(guò)優(yōu)化翻邊工藝,提高了熱水器后殼的沖壓成形質(zhì)量。生產(chǎn)實(shí)踐證明,模擬的結(jié)果與工藝參數(shù)是可靠的,熱水器后殼的表面質(zhì)量得到了提高,零件表面質(zhì)量滿(mǎn)足了技術(shù)要求。通過(guò)前期的計(jì)算機(jī)輔助工程軟件模擬,保證了沖壓件的品質(zhì),有效降低了模具成本。
參考文獻(xiàn):
[1]汪超,劉紅.開(kāi)水煲外殼零件沖壓成形的數(shù)值模擬與實(shí)驗(yàn)研究[J].輕工機(jī)械,2010,28(5): 50-53.
[2]肖軍,李尚健.金屬材料彎曲成形計(jì)算機(jī)模擬進(jìn)展[J].塑性工程學(xué)報(bào),1997,7(2): 11-17.
[3]林忠欽.汽車(chē)板精益成形技術(shù)[M].北京: 機(jī)械工業(yè)出版社,2009: 1-10.
[4]焦學(xué)健,柴山,孔祥貴.輕型載貨汽車(chē)駕駛室頂部覆蓋件成形過(guò)程的計(jì)算機(jī)仿真[J].拖拉機(jī)與農(nóng)用運(yùn)輸車(chē),2008,35(5): 53-54,57.
[5]向小漢,湯耀年.汽車(chē)沖壓零件材料成本控制的應(yīng)用與探索[J].模具工業(yè),2012,38(1): 45-49.
[6]王峰,錢(qián)順?lè)?轎車(chē)頂蓋沖壓工藝[J].模具制造,2012,12(2): 35-39.
[7]韓小后,殷言春,朱取才.兩廂轎車(chē)頂蓋尾部沖壓工藝優(yōu)化設(shè)計(jì)[J].模具工業(yè),2014,40(5): 37-39.
[8]梁旭坤,何志堅(jiān).基于一步法的前門(mén)窗框加強(qiáng)板毛坯設(shè)計(jì)研究[J].熱加工工藝,2012,41(21): 125-127.
[9]胡星,楊海軍.基于韌性斷裂的汽車(chē)用鋁合金板滾壓包邊成形開(kāi)裂預(yù)測(cè)[J].機(jī)械工程材料,2014,38(2): 93-97.
[10]胡星,楊洪剛,楊海軍,等.鋁合金板滾壓包邊仿真分析建模關(guān)鍵技術(shù)[J].鍛壓技術(shù),2015,40(5): 42-47.
[11]Hu Xing,Lin Z Q,Li S H,et al.Fracture limit prediction for roller hemming of aluminum alloy sheet[J].Materials and Design,2011,31(3): 1410-1416.
[12]王進(jìn),姜虎森,陶龍,等.板料漸進(jìn)成形極限圖測(cè)試方法研究[J].鍛壓技術(shù),2013,38(2): 34-36,39.
[13]王澤漢,唐荻,蔡阿云,等.具有TRIP效應(yīng)低屈強(qiáng)比貝氏體基超高強(qiáng)鋼研究[J].熱加工工藝,2014,43(24): 83-86.
[14]閻潔.基于廣義成形理論的汽車(chē)覆蓋件起皺缺陷研究[D].大連: 大連理工大學(xué),2013: 7-18.
[15]吳丹,王偉,陳亮.基于數(shù)值仿真的油箱外殼拉延成形缺陷分析及成形參數(shù)優(yōu)化設(shè)計(jì)[J].鍛壓技術(shù),2015,40(7): 29-33.
Simulation of Stamping Process of Water Heater Back Shell
HUXing,LIXiaotian,YANGHaijun,YANGHonggang
(School of Automobile, Shanghai Dianji University, Shanghai 201306, China)
Abstract:This paper analyzes deformation of the back shell of a water heater using a finite element method. Causes of wrinkling failure are studied. By optimizing the flanging process, formability of the material is improved. Forming quality of the back shell is increased. Feasibility of the finite element method is verified.
Key words:water heater back shell; stamping; wrinkling; fracture
文獻(xiàn)標(biāo)志碼:A
中圖分類(lèi)號(hào):TG 306;TS 914.252
文章編號(hào)2095 - 0020(2015)06 -0321 - 04
作者簡(jiǎn)介:胡星(1982-),男,講師,博士,主要研究方向?yàn)槠?chē)薄板沖壓成形,E-mail: hux@sdju.edu.cn
基金項(xiàng)目:上海高校青年教師培養(yǎng)計(jì)劃資助(ZZSDJ15005);上海市大學(xué)生創(chuàng)新活動(dòng)計(jì)劃項(xiàng)目資助(A1-5701-14-006-08-63);上海電機(jī)學(xué)院學(xué)科基礎(chǔ)建設(shè)項(xiàng)目資助(12XKJC02)
收稿日期:2015 - 10 - 25
 上海電機(jī)學(xué)院學(xué)報(bào)2015年6期
上海電機(jī)學(xué)院學(xué)報(bào)2015年6期
- 上海電機(jī)學(xué)院學(xué)報(bào)的其它文章
- 中國(guó)裝備制造企業(yè)競(jìng)爭(zhēng)力評(píng)價(jià)指標(biāo)體系的構(gòu)建與應(yīng)用——基于上市公司2004—2014年數(shù)據(jù)的實(shí)證
- 智能電網(wǎng)中的零售商不同時(shí)段實(shí)時(shí)定價(jià)策略
- 利率波動(dòng)率變化的宏觀效應(yīng)及貨幣政策意義
- 三維空間熱路模型及其在電動(dòng)機(jī)溫度場(chǎng)計(jì)算中的應(yīng)用
- 分?jǐn)?shù)階混沌系統(tǒng)的修正投影同步
- 四輪轂電動(dòng)機(jī)獨(dú)立驅(qū)動(dòng)電動(dòng)車(chē)轉(zhuǎn)向策略的試驗(yàn)