靜音軸承異音測量技術研究
2015-03-02 06:25:56劉國光陳芳華趙麗雅鄭麗萍
機電工程 2015年8期
劉國光 ,陳芳華 ,趙麗雅 ,鄭麗萍
(1.海軍駐閻良地區(qū)航空軍事代表室,陜西西安710089;2.杭州軸承試驗研究中心有限公司,浙江杭州310022)
0 引 言
滾動軸承因應用主機不同,對振動噪聲質量的要求就不同。一般工業(yè)應用領域,對滾動軸承振動噪聲質量要求最高的主機為室內空調機之類的靜音主機,為其配套的軸承稱為靜音軸承,一般以微小型深溝球軸承為主。對振動噪聲質量要求其次的主機為低噪聲電機、高檔汽車、精密設備類的低噪聲主機,為其配套的軸承稱為低噪聲軸承。
上世紀90年代中期以來,隨著軸承磨超設備及工藝水平的快速提高,我國滾動軸承的振動噪聲質量水平有了大幅提高,尤其是中小型深溝球軸承,振動均方根值已由八十年代國外同類品牌產品的十倍測值降低到目前基本相同的水平。低噪聲深溝球軸承振動噪聲質量已基本滿足主機配套要求,且被大量出口。其原因除制造設備、工藝水平提高外,更主要的是先進振動測量方法的采用和自動測振儀的成功普及,使自動化生產得以實現,產品批質量穩(wěn)定性達到了主機配套要求。
由于我國軸承行業(yè)將靜音軸承異音的產生機理與低噪聲軸承異常聲的產生機理相混同,將現有自動測振儀的測振技術用于靜音軸承異音質量控制,有些自動測振儀判定有異音的軸承,在單機測振狀態(tài)下人耳聽覺感覺不出有明顯的異音,而有些自動測振儀判定無異音的軸承,在單機測振狀態(tài)下人耳聽覺感覺有明顯的異音。故靜音軸承生產企業(yè)只能將生產線末端的產品移送至環(huán)境較為安靜的測試室內,在單機測振儀上用人耳監(jiān)聽法檢測,致使我國靜音軸承的生產至今尚未實現全自動化,批質量穩(wěn)定性滿足不了主機的配套要求,靜音軸承國產化率不高,仍需大量進口。靜音軸承異音測量技術已成為制約我國靜音軸承生產的核心技術之一。
有研究人員也尚試采用頻域或時頻域相結合的方法來分析和評定軸承異音。文獻[1]將時頻分析運用于軸承異音的研究,給出了滾動軸承異音的短時脈沖變換(STFT)模型。文獻[2]采用小波包變換對軸承異音進行了分析,能較好地分析異音發(fā)生的時間、時間間隔、頻率范圍等。這些研究成果對軸承異音的產生原因分析具有較好的參考價值,但對軸承異音的快速智能化判定均缺乏進一步的應用研究,行業(yè)至今未見生產線上的應用實例。
靜音軸承的異音檢測技術目前國內尚處探索階段,尚無成熟測量儀器。從樣品實物質量檢測結果看,國外靜音軸承異音檢測技術較為成熟的是日本NMB和NSK 公司,但其檢測技術尚處保密狀態(tài)。ISO15242系列滾動軸承振動測量方法標準也未提及軸承異音的概念和測量方法的內容。
本研究針對靜音軸承異音產生機理和振動信號特征進行分析研究。
1 靜音軸承異音的產生機理及振動時域信號特征
軸承異常聲一般產生于軸承清潔度不良,或軸承零件滾動表面的點蝕、磕碰傷等缺陷。有這些缺陷的軸承在測振狀態(tài)下,測振儀揚聲器會發(fā)出異常聲響[3-5],這些異常聲響在主機工作時也會發(fā)出。
靜音軸承在振動噪聲意義上指的是振動均方根值非常低且無異音的軸承。為了使振動均方根值達到非常低,在靜音軸承生產工藝上必須配有非常嚴格的質量控制程序,使得在生產線上已幾乎不存在發(fā)生這些缺陷的可能性。但有些振動均方根值非常低的軸承,因套圈超精不良(如超精紋路不清晰、超精紋路出現絲子或斷絲等)、鋼球表面存在肉眼無法發(fā)現的微小缺陷、保持架兜孔不良、套圈溝道表面粗糙度與鋼球表面粗糙度量級匹配不當等,在測振狀態(tài)下也會從測振儀揚聲器發(fā)出人耳聽覺感覺不悅耳的模糊音、鋼球異音、保持架異音等異音,這些異音被稱為靜音軸承異音。靜音軸承異音在靜音主機工作時也會被人耳感覺出來。靜音軸承異音具有響度低,但人耳聽覺不悅耳的特征,通常被稱為不悅耳音。故靜音軸承異音與一般低噪聲軸承異常聲在產生機理上具有根本性的區(qū)別。
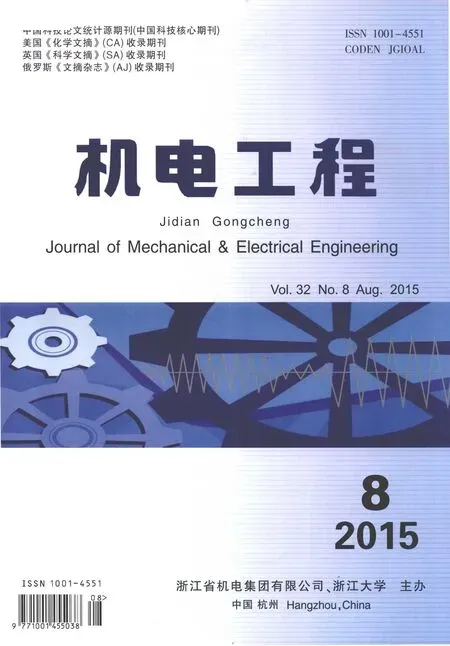
低噪聲軸承異常聲和靜音軸承異音在振動時域波形上也具有明顯的特征區(qū)別,如圖(1~4)所示,無異音靜音軸承的振動時域波形如圖5 所示。
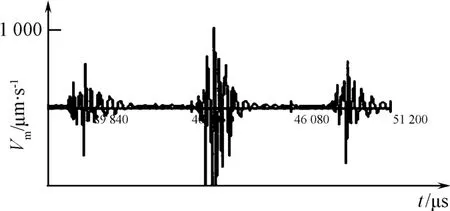
圖1 套圈磕碰傷軸承異常聲

圖2 清潔度不良軸承異常聲
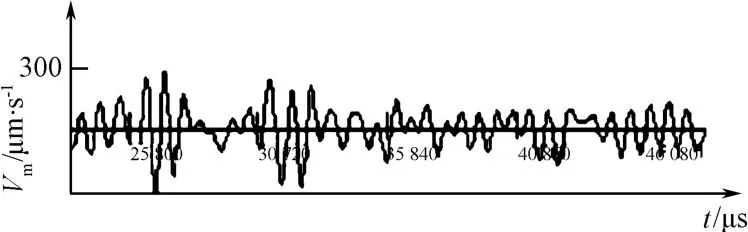
圖3 保持架兜孔不良軸承異音
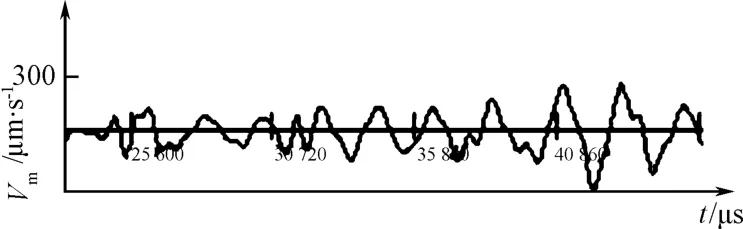
圖4 套圈超精紋路不清軸承異音
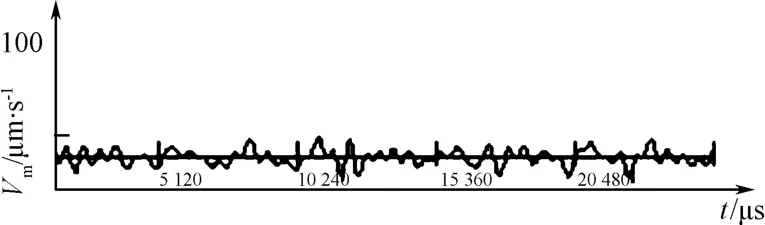
圖5 無異音靜音軸承振動時域波形
比較圖(1~5)可見:
(1)有異常聲低噪聲軸承的振動時域波形表現為較大幅值的尖銳脈沖疊加在基波上,且基波幅值也較大(見圖1、圖2);
(2)有異音靜音軸承的振動時域波形表現為微弱脈沖信號疊加在基波上,通常伴有共鳴特性,基波幅值相對較小,未見大幅值的尖銳脈沖疊加(見圖3、圖4);
(3)無異音靜音軸承的振動時域波形表現為均勻的、無尖銳脈沖的、無共鳴特性的波形,基波幅值非常低(見圖5)。
2 現有測振儀異常聲的測量方法
由于異常聲和異音在聲功率級量值上沒有明確的量值劃分界線,已發(fā)表的很多文章或開發(fā)的許多測量儀器也將軸承異常聲稱之為軸承異音[6-8]。目前異常聲的測量技術已被實踐證明較為有效,且已開發(fā)出多種型號的測量儀器。與單機測振儀配套使用的有杭州軸承試驗研究中心研發(fā)的BANT 系列異音測量儀和BEAT 系列軸承振動測量分析系統、杭州正一科技開發(fā)有限公司開發(fā)的VSR 系列軸承振動測量記錄儀和上海安有得機電科技有限公司開發(fā)的S092-3C 軸承振動測量儀等,這些單機測量技術已被應用于自動生產線,且已在行業(yè)普及。總體而言,異常聲目前較為普遍的測量方法大致有以下3 類:
(1)人耳監(jiān)聽法
單機測振時,系統將軸承振動信號放大后輸入揚聲器,軸承振動測試員憑借聽覺經驗,在測振狀態(tài)下通過監(jiān)聽揚聲器發(fā)出的聲音是否有異常,正常的聲音為連續(xù)、柔和的聲音。在測試員經驗足夠情況下,該方法是非常有效的,不僅能檢測出低噪聲軸承的異常聲,而且在足夠安靜的環(huán)境下還能有效檢測出靜音軸承的異音,但該方法人為因素較大,可靠性較低[9],且不能實現自動化測量。
(2)波形觀察法
單機測振時,系統將軸承振動信號放大后輸入示波器,測試員憑借經驗,在測振狀態(tài)下通過觀察振動時域波形來判定軸承是否存在異常聲,有異常聲的振動時域波形會出現明顯的大幅值尖銳脈沖,如圖1、圖2所示。在測試員經驗足夠的情況下,該方法與人耳監(jiān)聽法同時使用是軸承異常聲和軸承異音較為有效的檢測方法,但該方法除具有與監(jiān)聽法相同的不足之處外,對疊加有微弱脈沖信號的波形不易識別,對共鳴特性不明顯的波形識別不夠敏感,故單獨使用該方法,對較多靜音軸承的異音無法準確識別。
(3)振動參量測量法
振動參量測量法是對軸承振動時域信號經某個或某些參量測量,通過參量值的大小來評定軸承是否有異常聲及異常聲的大小。所選用的振動參量大致有下述4 個:
①振動均方根值

式中:R(t)—t 時間的振動信號波形波高瞬時值,T—采樣周期。
②振動最大峰值
給定時間間隔內軸承振動信號的最大幅值Pmax。目前,軸承行業(yè)測量的基本為一次加載測量時間段內的最大振動幅值。
③波峰因數
波峰因數定義為振動峰值與振動均方根值的比值,即:

④超門檻峰數
超門檻峰數指的是超過某一設定幅值門檻的振動峰值的數量。
上述4 個參量中,振動均方根值主要依據行業(yè)標準或企業(yè)標準對軸承振動組別進行判定;振動最大峰值主要依據行業(yè)標準或經驗值對異常聲進行判定;波峰因數目前行業(yè)標準未作出限值規(guī)定,主要是根據經驗值對異常聲或異音進行判定,目前行業(yè)門檻值設置值基本為5 或6;超門檻峰值數主要是根據經驗值,對軸承清潔度不良引起的異常聲進行判定。
通過采用上述4 個參量中某個或某幾個參量的組合進行測量,能較好地反映低噪聲軸承的異常聲,也能較好地反映靜音軸承的某些較為嚴重的異音,但對靜音軸承的大部分異音反映不夠敏感或不夠準確。
3 靜音軸承異音測量探討
由于靜音軸承在振動噪聲意義上被定義為振動均方根值非常低且無異音的軸承,靜音軸承需要進行振動和異音雙重質量檢測。
振動檢測指的是振動均方根值檢測,我國目前實施的振動測量方法等同采用ISO 15242 標準。靜音軸承的生產實踐表明,現有振動檢測技術同樣適用于靜音軸承的振動檢測。
通過峰值、波峰因數、超閾值峰值數等振動參量測試技術的研究,行業(yè)開發(fā)了多種型號的軸承異常聲測量儀器(也稱作異音測量儀),對低噪聲軸承的質量控制取得了非常滿意的結果,并被廣泛應用于自動生產線,但這些測量技術并不完全適用于靜音軸承的異音測量。
本研究用現有測量儀對10 套NMB 608-2Z 和10套NSK 6201-2Z 中央空調盤管風機用靜音軸承進行了振動峰值和波峰因數測量,并同時用人耳聽覺評定異音質量,異音質量分為“有異音”、“有輕微異音”和“無異音”3 種狀態(tài)描述,測試結果如表1 所示。

表1 靜音軸承振動峰值、波峰因數測量(按第一種理解)和異音監(jiān)聽結果
從表1 可見,用人耳聽覺評定,20 套靜音軸承中沒有一套有異音(包括有輕微異音),但從波峰因數測值看,備注欄中帶“* ”的8 套軸承,其高頻波峰因數明顯大于6.0。原因分析如下:
按JB/T 7047—2006 或JB/T 10187—2011,軸承振動峰值的定義為“在給定時間間隔內,軸承振動的最大值”。對定義中的“給定時間間隔”可以有兩種理解,第一種理解為“在軸承振動一次加載測量時間段內”,第二種理解為“在軸承振動時域信號取樣時間段內”。行業(yè)現有軸承異音測量儀均按第一種理解測量軸承振動峰值,在振動時域信號處理系統中有一個最大值比較與保持電路或軟件,將該次加載測量時間段內的最大信號幅值記錄下來作為振動峰值。在軸承振動一次加載測量時間段內(按GB/T 24610. 1—2009標準規(guī)定不短于0.5 s),由于包括自動生產線上各種微弱沖擊在內的各種外界干擾等因素作用,經常會出現一些非周期性的微弱干擾信號。而表1 所測軸承為日本原裝進口靜音軸承,其中、高頻振動均方根值非常低,NMB 608-2Z 軸承只有4 μm/s~5 μm/s,NSK 6201-2Z 軸承只有6 μm/s~8 μm/s,故這些微弱干擾信號雖然幅值不大,但相對均方根值非常低的靜音軸承來說,很容易成為幅值最大信號,這些具有最大幅值的非周期性干擾信號就會被作為被測軸承振動峰值記錄下來,即出現偽峰值,導致偽波峰因數的出現,這些偽峰值出現時,因為是非周期性的,人耳聽覺感覺不出被測軸承有異音。故現有測量儀按第一種理解方法測量峰值時,將會有較多聽覺判定無異音的軸承,因峰值或波峰因數較大而被判定為有異音的軸承。
如果按第二種理解來測量振動峰值,則在一個取樣時間段內只有一個峰值,在一次加載測量時間段內如果有N 次取樣,則有N 個峰值。如果將該N 個峰值再作均值處理,則即便某個或某幾個非周期性干擾信號幅值是最大幅值,該最大幅值也不會直接被作為峰值讀取或記錄下來。但如果被測量的是低噪聲軸承,其振動均方根值相對較大,即使這些偽峰值出現,其波峰因數也很難超過5.0 或6.0。也就是說,對低噪聲軸承來說,其微弱的干擾沖擊信號不會成為幅值最大信號。故本研究認為,現有測量儀按第一種理解方法測量低噪聲軸承峰值來控制軸承異常聲是有效的,但對均方根值非常低的靜音軸承來說,以控制異音為目的的峰值測量不應按上述第一種理解方法來進行測量。
另一方面,軸承行業(yè)無論是JB/T 7047—2006 標準還是JB/T 10187—2011 標準,為了控制軸承異音或異常聲,均只規(guī)定了振動峰值限值技術要求,而未規(guī)定振動波峰因數限值技術要求。本研究認為僅采用振動峰值參量,不僅對靜音軸承異音控制效果不佳,對低噪聲軸承異常聲的控制效果也不合理。舉例分析如下:
查閱JB/T 10187—2011 標準,6201 VF3 組軸承振動均方根值、峰值標準限值和VF4 組振動均方根值標準限值如表2 所示。

表2 6201 軸承振動標準限值 (單位:μm/s)
由表2 可見,VF3 組6201 軸承的高頻振動均方根值為大于15 μm/s~30 μm/s,且高頻振動峰值不超過120 μm/s。如果某套VF3 組6201 軸承(假設低、中頻帶均達到VF3 組振動要求),其高頻振動均方根測值為16 μm/s,高頻振動峰值為120 μm/s,按振動均方根值限值評定其為V3組軸承,按峰值限值判定其達到VF3 組技術條件要求,即判定為無異常聲的VF3 組軸承,但其波峰因數已達到7.5(120/16)。根據行業(yè)經驗,波峰因數大于6.0 時,軸承具有明顯的或輕微的異常聲,波峰因數達到7.5 時軸承振動異常聲已很明顯。故僅按峰值標準限值評判,將會有較多的振動均方根值處于標準下限附近的有異常聲的軸承被判定為無異常聲軸承。故本研究認為,無論是低噪聲軸承的異常聲測量還是靜音軸承的異音測量,波峰因數是較合適的測量評定參量。
本研究按上述第二種理解方法設計了峰值、波峰因數測量系統,即在一次加載測量時間段內,首先測量每一取樣時間段內的最大峰值Pmaxi和均方根值XRMSi,按前述定義計算出該取樣時間段內的波峰因數λi,再由下式計算出一次加載測量時間段內的波峰因數均方根值λRMS,用λRMS參量來評定靜音軸承異音質量。

式中:N—一次加載測量時間段內的取樣數。
本研究用該系統對608-2RZ、6201-2RZ、6202-2RZ、6203-2RZ、6304-2RZ、6205-2RZ、6305-2RZ、6210-2RZ、6309-2RZ 共9 個型號V4 組軸承、共104 套樣品進行測量,同時用人耳聽覺評定異音質量,同樣采用“有異音”、“有輕微異音”和“無異音”3 種狀態(tài)描述異音質量。統計結果顯示,104 套樣品中聽覺判定有異音的軸承為27 套(包括有輕微異音)。
根據波峰因數測量結果,將中頻或高頻波峰因數≥4.0 的樣品測量數據挑選出來整理后,如表3 所示。
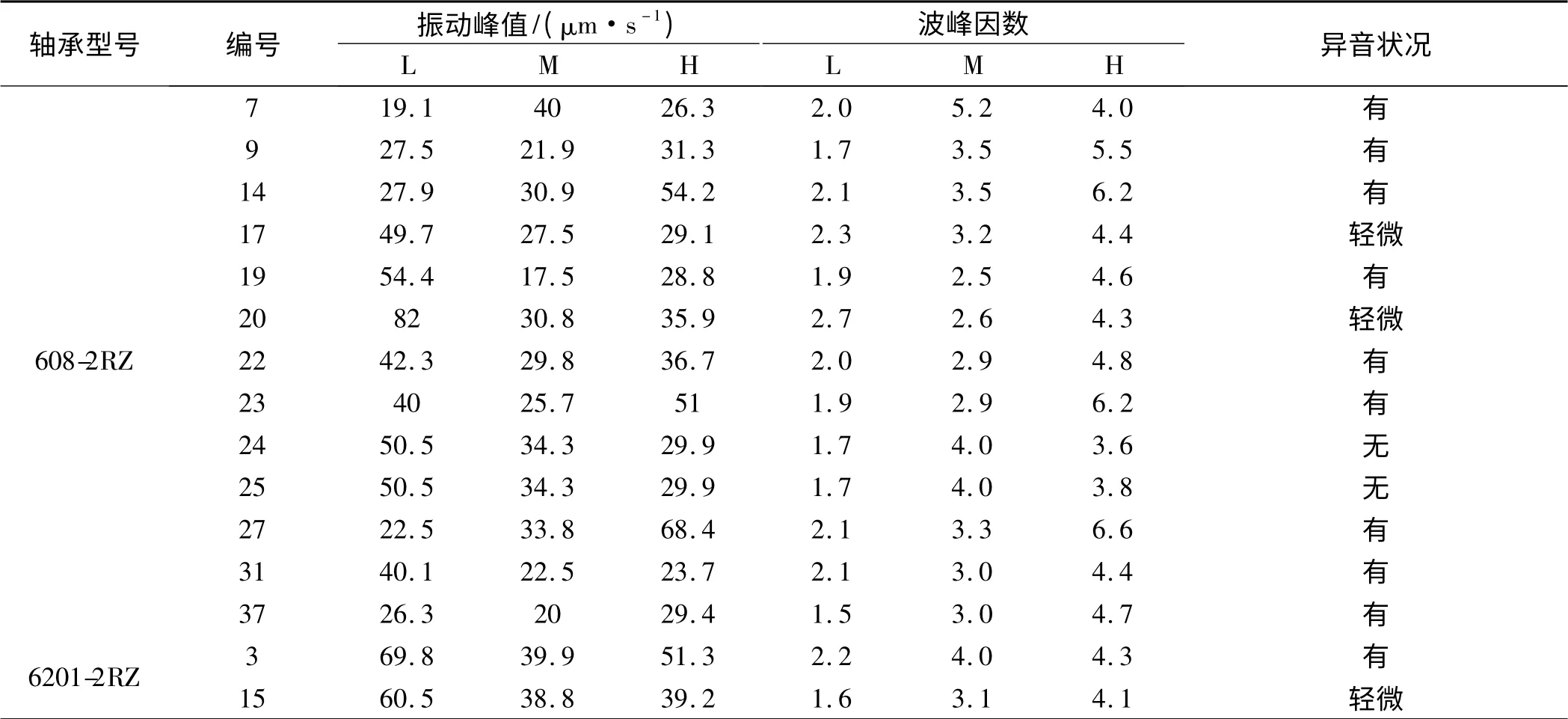
表3 中頻或高頻波峰因數≥4.0 的測量數據(按第二種理解方法測量)

(續(xù)表)
由表3 可見:
(1)聽覺判定有異音的27 套樣品均在表3 所列之內;
(2)中頻或高頻波峰因數≥4.0 的樣品數為30 套。
如果本研究設定標準限值,將中頻或高頻波峰因數≥4.0 的軸承判定為有異音軸承,則波峰因數作為異音測量參量的判定結果與人耳聽覺判定結果的吻合率較高,該次實驗結果已達到90%,且從表3 可見,波峰因數判定有異音而人耳聽覺判定無異音的3 套軸承,或高頻波峰因數等于4.0(5# 6205-2RZ 軸承),或中頻波峰因數等于4.0(24#和25#608-2RZ 軸承)。
4 結束語
綜上分析及實驗結果,本研究認為:
(1)由于靜音軸承異音與低噪聲軸承異常聲的產生機理和振動時域信號特征存在明顯區(qū)別,現有按本研究所述第一種理解方法制作的測量儀不適用于靜音軸承異音的測量和評判。以控制靜音軸承異音為目的的峰值和波峰因數,應按前述第二種理解方法進行測量。
(2)波峰因數是靜音軸承異音,包括振動均方根值較小的低噪聲軸承異常聲質量評定較為合適的振動參數,只要參量閾值設置合理,與聽覺判定結果具有較高的吻合率。
(3)本研究闡述的靜音軸承異音測量技術適用于振動均方根值較低的低噪聲軸承異常聲的測量和評定,但對振動均方根值較大的低噪聲軸承,判定準確率也會大幅降低。其原因是均方根值較大時,在相同峰值情況下波峰因數會變小,導致誤判。故每一企業(yè)應根據自身產品實際情況,選取適宜的測量方法,前述人耳監(jiān)聽法是較好的適宜性評價手段,并且還可根據人耳監(jiān)聽法驗證和調整閾值設置的合理性。
[1]許隴云.滾動軸承異音的數學模型和評估參數[J].機械工程學報,2002,38(1):95-97.
[2]趙聯春.低噪聲軸承異音的小波包分析法[J].中國機械工程,2004,15(2):115-123.
[3]方正全.深溝球軸承異常聲的識別與監(jiān)控[J].軸承,1998(8):1-3.
[4]邱 明.深溝球軸承異常聲評定指標的探討[J]. 軸承,2002(3):27-29.
[5]孫立明.深溝球軸承振動峰值、波峰因數與異常聲關系的試驗分析[J].河南科技大學學報,2007,28(6):10-12.
[6]王躍飛,孫啟國,牛 鵬.基于Fluent 的軸承腔溫度場仿真分析[J].機械,2014(3):30-33.
[7]楊曙年. 虛擬軸承振動及異音在線自動檢測分選系統[J].儀器與儀表,2003(12):15-20.
[8]卞青青.滾動軸承異音識別的兩次均方根疊加法[J].上海理工大學學報,2002,24(1):60-64.
[9]王家亮.軸承振動噪聲測試分析[C]. 洛陽:第五屆中國軸承論壇論文集,2010.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21