添加Ni箔中間層的Mg-Al擴(kuò)散焊接接頭界面結(jié)構(gòu)和力學(xué)性能
2015-03-07 05:37:56羅國(guó)強(qiáng)黃治軍
材料工程 2015年1期
張 建,羅國(guó)強(qiáng),沈 強(qiáng),黃治軍
(1 武漢鋼鐵(集團(tuán))公司研究院,武漢 430080; 2 武漢理工大學(xué) 材料復(fù)合新技術(shù)國(guó)家重點(diǎn)實(shí)驗(yàn)室,武漢 430070; 3 華中科技大學(xué) 材料科學(xué)與工程學(xué)院,武漢 430074)
?
添加Ni箔中間層的Mg-Al擴(kuò)散焊接接頭界面結(jié)構(gòu)和力學(xué)性能
張 建1,2,3,羅國(guó)強(qiáng)2,沈 強(qiáng)2,黃治軍1
(1 武漢鋼鐵(集團(tuán))公司研究院,武漢 430080; 2 武漢理工大學(xué) 材料復(fù)合新技術(shù)國(guó)家重點(diǎn)實(shí)驗(yàn)室,武漢 430070; 3 華中科技大學(xué) 材料科學(xué)與工程學(xué)院,武漢 430074)
采用擴(kuò)散焊接工藝,通過(guò)添加Ni箔中間層對(duì)鎂鋁異種金屬進(jìn)行焊接。利用無(wú)損檢測(cè)、電子探針、掃描電鏡、萬(wàn)能材料試驗(yàn)機(jī)研究了Mg/Ni/Al焊接接頭界面的組織結(jié)構(gòu)和力學(xué)性能。結(jié)果表明:Ni箔中間層可以有效阻止界面處Mg,Al元素的相互擴(kuò)散,接頭界面處沒(méi)有生成Mg-Al金屬間化合物。在焊接溫度440℃,保溫時(shí)間90min時(shí),接頭抗剪強(qiáng)度達(dá)到最大值20.5MPa。Mg/Ni/Al接頭由Al,Ni和Mg,Ni的相互擴(kuò)散形成,接頭界面形成Al-Ni過(guò)渡區(qū)和Mg-Ni過(guò)渡區(qū),界面主要物相分別為Al3Ni2,Al3Ni和Mg2Ni,過(guò)渡區(qū)厚度隨焊接溫度升高而增加。
Mg-Al;Ni箔;擴(kuò)散焊;顯微結(jié)構(gòu)
鋁是地殼中含量最多的金屬元素,具有密度小、導(dǎo)電性好、機(jī)械強(qiáng)度高、耐蝕性強(qiáng)等優(yōu)異性能。在目前的工程結(jié)構(gòu)件中,鋁合金是除了鋼鐵材料之外應(yīng)用最為廣泛的一種金屬結(jié)構(gòu)材料[1]。鎂是一種最輕的金屬工程結(jié)構(gòu)材料,在當(dāng)前能源短缺和環(huán)境污染問(wèn)題日益嚴(yán)重的情況下,鎂合金代替其他材料作為結(jié)構(gòu)件的應(yīng)用越來(lái)越廣泛[2]。如果能將Mg與Al連接起來(lái),既可以充分發(fā)揮兩種金屬的性能優(yōu)勢(shì),又可以減輕構(gòu)件質(zhì)量,具有巨大的應(yīng)用前景[3]。
鎂鋁的焊接屬于異種金屬焊接領(lǐng)域,異種金屬之間由于物理性質(zhì)、力學(xué)性能、化學(xué)成分和顯微組織相差較大,焊接時(shí)要比同種金屬焊接困難[4,5]。同時(shí),鎂鋁異種金屬之間由于表面極易生成氧化膜,阻礙母材之間的物理接觸,進(jìn)一步增加了焊接的難度。傳統(tǒng)的熔焊方法容易產(chǎn)生裂紋、氣孔等缺陷[6]。而擴(kuò)散焊接屬于固相焊接方法,適用于焊接同種或異種金屬材料,但鎂鋁直接擴(kuò)散焊接時(shí)接頭極易形成脆性Mg-Al系金屬間化合物,嚴(yán)重影響焊接接頭力學(xué)性能[7,8]。通過(guò)添加中間層可以避免Mg,Al的相互接觸,阻礙Mg-Al系金屬間化合物的生成,是鎂鋁焊接的主要研究方向[9,10]。但目前大量研究集中在選用低熔點(diǎn)金屬中間層方面,對(duì)采用高熔點(diǎn)金屬中間層的擴(kuò)散焊接報(bào)道較少。因此,本工作選用Mg1純鎂和Al1060純鋁為研究對(duì)象,采用添加高熔點(diǎn)Ni箔中間層的擴(kuò)散焊接方法獲得Mg/Ni/Al焊接接頭,同時(shí)研究Ni箔的加入對(duì)鎂鋁焊接接頭界面結(jié)構(gòu)及力學(xué)性能的影響。
1 實(shí)驗(yàn)材料與方法
實(shí)驗(yàn)?zāi)覆牟捎眉冩VMg1和純鋁1060,其化學(xué)成分如表1所示。采用線切割方法將母材加工成φ25mm×5mm圓片,焊接前依次使用800#,1200#,05,06號(hào)砂紙打磨以除去表面氧化膜,并用丙酮超聲清洗焊接表面。Ni箔中間層厚度為10μm,將其裁剪為與母材大小一致,從上至下按Mg,Ni,Al順序依次疊加放入WC模具中,置入真空擴(kuò)散爐進(jìn)行真空擴(kuò)散焊接。焊接工藝制度如下:焊接溫度410~460℃,保溫時(shí)間為30~180min,焊接壓力為 1MPa,真空度優(yōu)于1×10-3Pa。

表1 焊接材料的化學(xué)成分(質(zhì)量分?jǐn)?shù)/%)
采用萬(wàn)能材料試驗(yàn)機(jī)(MTS-810)測(cè)試焊接接頭抗剪強(qiáng)度;采用KSI聲掃描顯微鏡(WINSAM-5.2)對(duì)焊接樣品進(jìn)行超聲波無(wú)損檢測(cè);采用電子探針(JXA-8230)觀察焊接接頭界面主要元素濃度分布;采用掃描電鏡(S-3400)觀察界面結(jié)構(gòu)及過(guò)渡層厚度。
2 結(jié)果與討論
2.1 焊接接頭抗剪強(qiáng)度
圖1為焊接溫度440℃時(shí)不同保溫時(shí)間下獲得的Mg/Ni/Al焊接接頭抗剪強(qiáng)度。由圖1可知,隨著保溫時(shí)間的延長(zhǎng),Mg/Ni/Al焊接接頭抗剪強(qiáng)度先增大后減小。這是因?yàn)楸貢r(shí)間較短時(shí),接頭未能形成有效結(jié)合;隨著保溫時(shí)間的延長(zhǎng),界面原子擴(kuò)散充分,接頭抗剪強(qiáng)度提高;過(guò)度延長(zhǎng)保溫時(shí)間,接頭強(qiáng)度反而下降。保溫時(shí)間90min時(shí),Mg/Ni/Al接頭抗剪強(qiáng)度達(dá)到最大值20.5MPa,高于Mg/Al直接焊接或加Ag中間層焊接時(shí)的抗剪強(qiáng)度[11]。
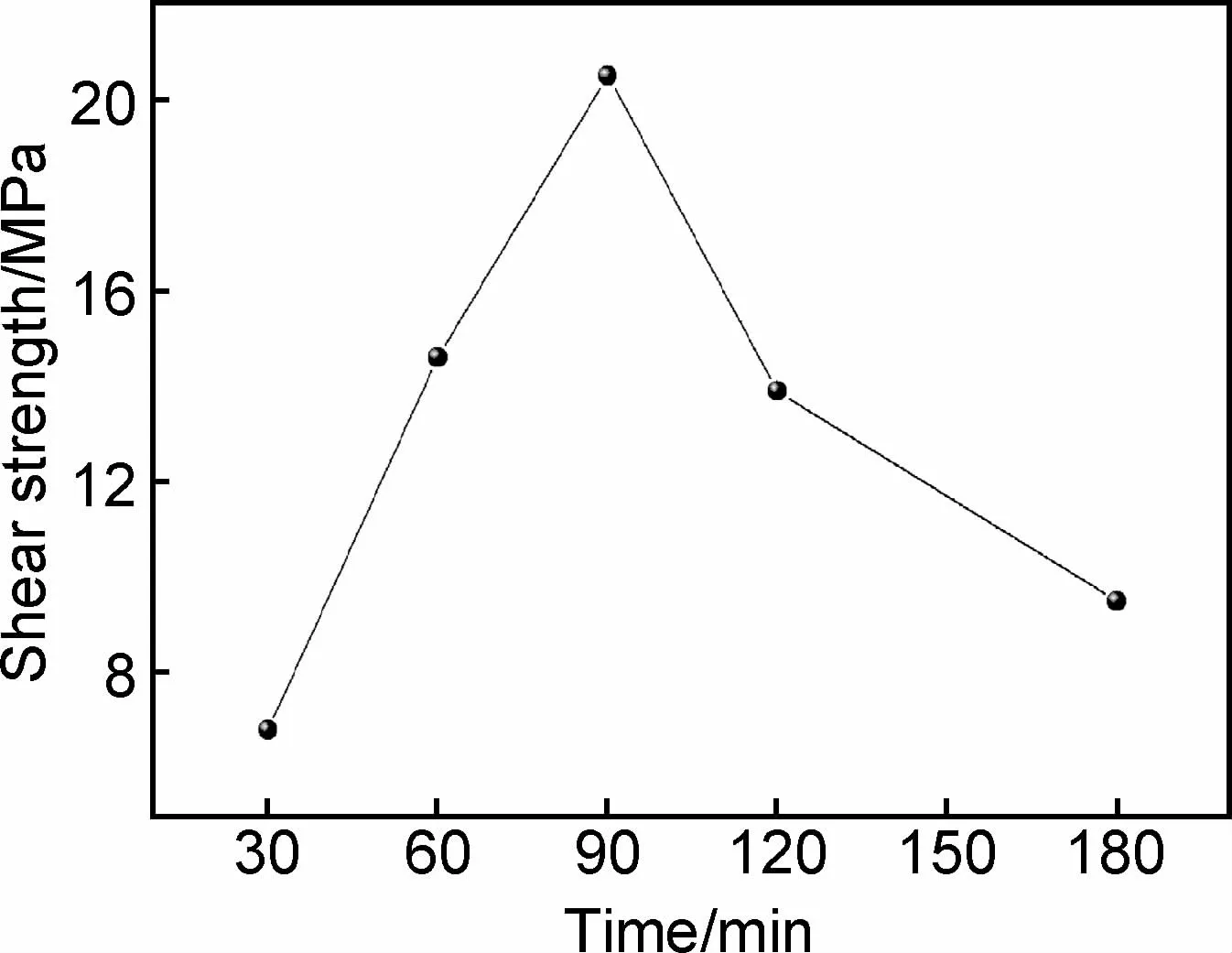
圖1 Mg/Ni/Al焊接接頭抗剪強(qiáng)度Fig.1 Shear strength of Mg/Ni/Al joints
2.2 焊接接頭無(wú)損檢測(cè)
圖2為保溫時(shí)間90min,焊接溫度分別為430℃和420℃下獲得的Mg/Ni/Al焊接接頭界面處C掃描圖片。由圖2可見(jiàn),焊接溫度為430℃時(shí),C掃描圖片中灰度均勻,不存在白色區(qū)域,可以認(rèn)為完全焊合[12]。當(dāng)溫度為420℃時(shí),C掃描圖片中可以觀察到一些區(qū)域呈現(xiàn)亮白色,回波幅度值較高,表明還存在未焊合區(qū)域。即提高焊接溫度增加了元素之間相互擴(kuò)散速率,擴(kuò)散得到充分進(jìn)行,界面結(jié)合緊密,脫焊區(qū)域消失。結(jié)合圖3 (a)焊合區(qū)域與未焊合區(qū)域?qū)崟r(shí)超聲波數(shù)據(jù)的A掃描圖片可以看出,A掃描中兩條曲線出現(xiàn)峰位偏轉(zhuǎn)現(xiàn)象,曲線I呈余弦曲線分布,曲線II呈正弦曲線分布,可進(jìn)一步判斷白色區(qū)域?yàn)槲春负蠀^(qū)域。當(dāng)超聲波遇到所示脫焊區(qū)域時(shí),由于兩側(cè)聲阻抗相差較大,經(jīng)過(guò)此處時(shí)超聲波幾乎全部被反射,導(dǎo)致峰位偏轉(zhuǎn)。圖3 (b)為試樣橫截面掃描圖,用以確定缺陷在縱向上的位置和深度,可以看出,三條白亮曲線1,2,3依次為上表面與介質(zhì)界面、焊接界面、下表面與介質(zhì)界面,其中曲線在圖3(b)中A所示未焊合位置出現(xiàn)突起,表明超聲波到達(dá)此處時(shí)反射程度不同,為脫焊區(qū)域。
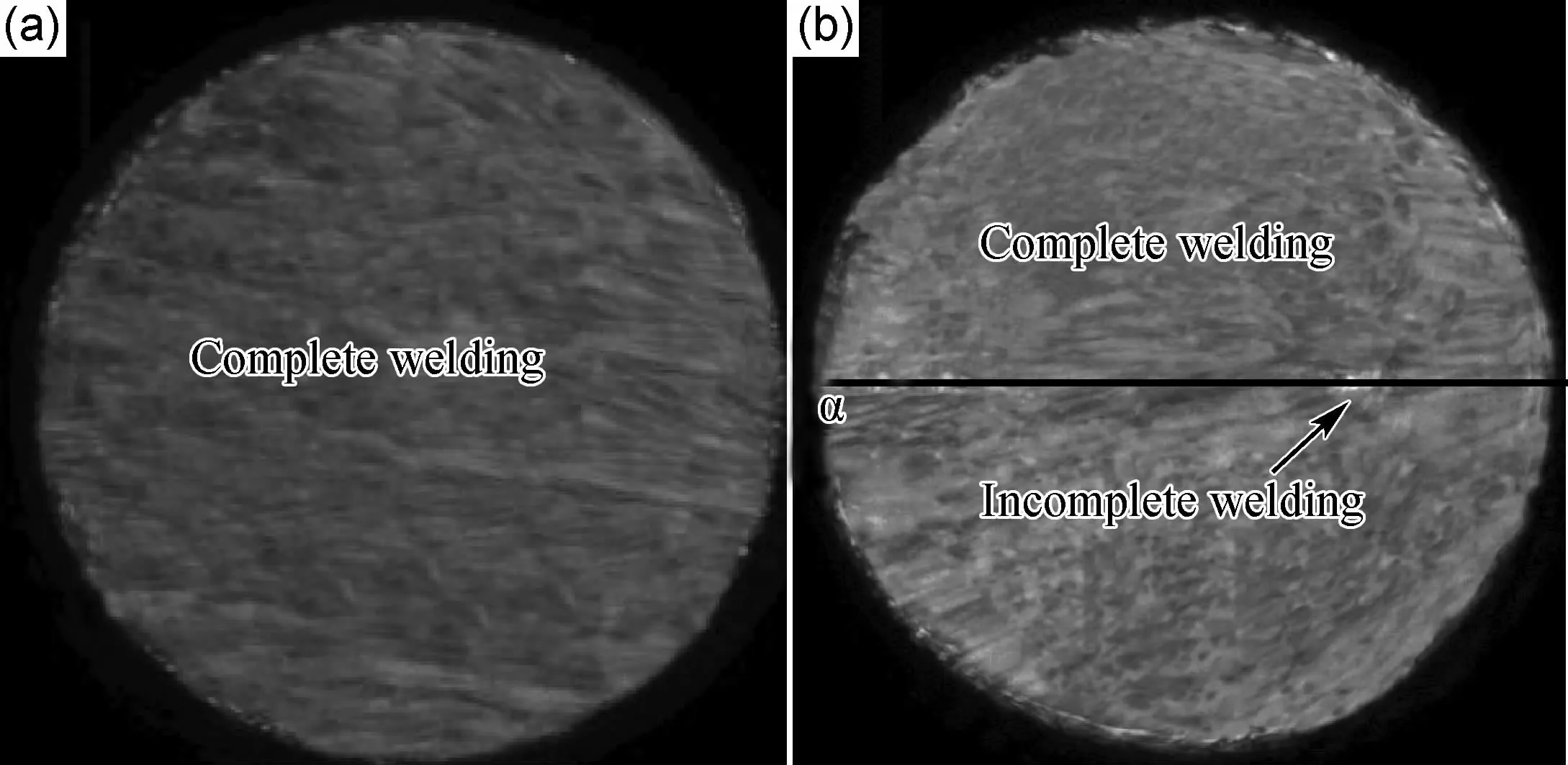
圖2 Mg/Ni/Al焊接接頭界面C掃描圖片(P=1MPa,t=90min) (a)430℃;(b)420℃Fig.2 Interface C-scan photos of Mg/Ni/Al joints(P=1MPa,t=90min) (a)430℃;(b)420℃
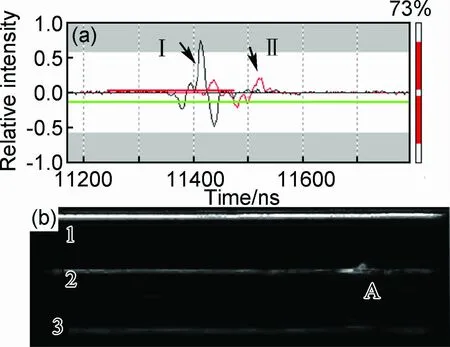
圖3 Mg/Ni/Al焊接接頭界面A掃描(a)和B掃描(b)圖片 (T=420℃,t=90min,P=1MPa)Fig.3 A-scan (a) and B-scan (b)photos of Mg/Ni/Al welding joints(T=420℃,t=90min,P=1MPa)
2.3 焊接接頭界面顯微結(jié)構(gòu)和元素分析
圖4 (a)為焊接溫度450℃,保溫時(shí)間90min時(shí)Mg/Ni/Al焊接接頭界面顯微結(jié)構(gòu)。可以看出,添加Ni箔中間層成功實(shí)現(xiàn)了對(duì)Mg,Al的焊接,界面無(wú)明顯裂紋、孔洞等缺陷。焊接界面由Al側(cè)到Mg側(cè)依次為Al母材、Al-Ni過(guò)渡區(qū)、Ni中間層、Mg-Ni過(guò)渡區(qū)、Mg母材。由圖4 (b)界面元素線掃描圖可以看出,Mg/Ni/Al焊接接頭界面Mg,Ni,Al元素濃度均從母材向界面擴(kuò)散區(qū)減小,Mg-Ni過(guò)渡區(qū)主要由Mg元素和Ni元素互擴(kuò)散形成,Al-Ni過(guò)渡區(qū)主要由Al元素和Ni元素互擴(kuò)散形成,沒(méi)有Al-Mg的相互擴(kuò)散區(qū)域,表明Ni箔的加入阻止了Mg-Al的相互擴(kuò)散。表2為過(guò)渡區(qū)元素點(diǎn)能譜分析結(jié)果,Al-Ni過(guò)渡區(qū)由66.4%(原子分?jǐn)?shù),下同)Al和33.6% Ni組成,Al與Ni原子比介于3 ∶2和3 ∶1之間。Mg-Ni過(guò)渡區(qū)由67.6%Mg和32.4% Ni組成,Mg與Ni原子比約為2 ∶1。結(jié)合二元相圖可知,Al-Ni過(guò)渡區(qū)主要由Al3Ni2和Al3Ni相組成,Mg-Ni過(guò)渡區(qū)主要由Mg2Ni相組成,界面沒(méi)有Mg-Al系金屬間化合物的生成。

圖4 Mg/Ni/Al焊接接頭界面顯微結(jié)構(gòu)(a)和元素線掃描(b)Fig.4 Interfacial microstructure (a) and element line scanning (b) of Mg/Ni/Al joint

PointAtomfraction/%MgAlNiI-66.433.6II67.6-32.4
2.4 界面過(guò)渡層生長(zhǎng)厚度分析
圖5為Mg-Ni過(guò)渡層和Al-Ni過(guò)渡層厚度與焊接溫度的關(guān)系曲線。由圖5可知,在保溫時(shí)間90min時(shí),Mg/Ni/Al擴(kuò)散焊接界面Mg-Ni過(guò)渡層和Al-Ni過(guò)渡層厚度均隨著焊接溫度的升高而增加。分析認(rèn)為,元素的擴(kuò)散速率隨焊接溫度的升高逐漸增大,當(dāng)焊接溫度低于臨界溫度時(shí),接頭元素?cái)U(kuò)散速率較慢,過(guò)渡層厚度較小,界面結(jié)合不緊密,接頭力學(xué)性能較差;而當(dāng)溫度過(guò)高時(shí),元素?cái)U(kuò)散速率增大,中間層迅速生長(zhǎng),不利于接頭力學(xué)性能的提高。所以應(yīng)選擇合適焊接工藝條件,從而控制中間層的厚度。當(dāng)溫度由410℃升高至450℃時(shí),Mg-Ni過(guò)渡區(qū)寬度由5.19μm增加到11.31μm,Al-Ni過(guò)渡區(qū)寬度由1.54μm增加到3.66μm,表明Mg,Ni相互擴(kuò)散速率大于Al,Ni相互擴(kuò)散速率,這與文獻(xiàn)報(bào)道相一致[13,14]。
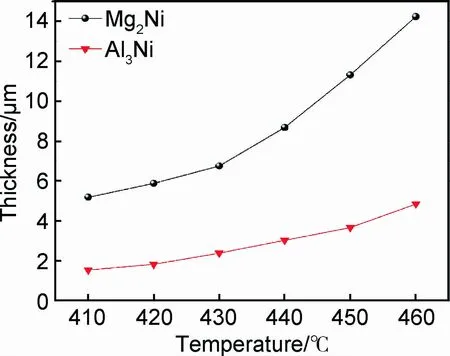
圖5 Mg/Ni/Al擴(kuò)散焊接界面過(guò)渡層厚度Fig.5 Interlayer thickness of Mg/Ni/Al joints
2.5 Ni箔的阻隔效應(yīng)
由以上實(shí)驗(yàn)結(jié)果可知,Ni箔的加入能有效阻止Mg,Al的相互接觸,避免了高脆性Mg-Al系金屬間化合物的生成,提高了Mg-Al擴(kuò)散焊接接頭的力學(xué)性能。同時(shí),Ni箔厚度對(duì)于Mg-Al擴(kuò)散焊接是一個(gè)重要參數(shù)。Ni箔太薄,起不到阻礙作用;Ni箔太厚,雖然阻隔效應(yīng)提升,但焊接系統(tǒng)會(huì)變得復(fù)雜。因此,在本工作最高焊接溫度450℃條件下,計(jì)算Mg,Al元素穿過(guò)特定厚度Ni箔的時(shí)間,對(duì)于Ni箔厚度的選擇具有參考意義。由上述分析可知,Mg-Ni相互擴(kuò)散速率比Al-Ni相互擴(kuò)散速率高,因此選取Mg在Ni中的擴(kuò)散速率計(jì)算。
由擴(kuò)散第一定律可知D=D0exp(-Q/RT),根據(jù)文獻(xiàn)[15],515℃時(shí)Mg在Ni中的擴(kuò)散系數(shù)D788K為2.23×10-5cm2/s,擴(kuò)散激活能Q為253.68kJ/mol,R為8.314J/(mol·K)。
當(dāng)T=515℃時(shí),
D788K=D0exp(-Q/788R)
(1)
當(dāng)T=450℃時(shí),
D723K=D0exp(-Q/723R)
(2)
將式(1)與式(2)合并,可得
(3)
=2.22225×10-12cm2/s
由文獻(xiàn)[9]可知
(4)
式中:d為中間層厚度(μm);D為擴(kuò)散系數(shù)(cm2/s);t為時(shí)間(s)。
本工作所選Ni箔厚度d為10μm,則T=450℃時(shí),代入D723K得到:
(5)
由式(5)可知,450℃擴(kuò)散焊接時(shí),Mg元素穿過(guò)10μm厚Ni箔所需時(shí)間達(dá)到了22499.72s,即在本工作焊接條件下,10μm厚Ni箔厚度太大。今后將進(jìn)一步研究減小Ni箔厚度對(duì)Mg-Al擴(kuò)散焊接的影響,探討Ni箔厚度對(duì)Mg-Al焊接接頭結(jié)構(gòu)和性能的影響。
3 結(jié)論
(1)添加Ni箔中間層可以實(shí)現(xiàn)對(duì)鎂鋁的焊接。焊接接頭抗剪強(qiáng)度隨著保溫時(shí)間的延長(zhǎng)先增加后減小,焊接溫度440℃,保溫時(shí)間90min時(shí)達(dá)到最大值20.5MPa。
(2)焊接溫度較低時(shí),Mg-Ni-Al焊接接頭界面存在脫焊區(qū)域,隨著焊接溫度升高,界面脫焊區(qū)域消失,界面結(jié)合良好。
(3)Mg/Ni/Al焊接接頭由Al側(cè)到Mg側(cè)依次為:Al母材、Al-Ni過(guò)渡區(qū)、Ni中間層、Mg-Ni過(guò)渡區(qū)、Mg母材組成。Al-Ni過(guò)渡區(qū)主要由Al3Ni2和Al3Ni相組成,Mg-Ni過(guò)渡區(qū)主要由Mg2Ni相組成。
(4)過(guò)渡層厚度隨焊接溫度升高而增加,Mg-Ni過(guò)渡區(qū)寬度和擴(kuò)散速率大于Al-Ni過(guò)渡區(qū)。
[1] LI X R, LIANG W, ZHAO X G, et al. Bonding of Mg and Al with Mg-Al eutectic alloy and its application in aluminum coating on magnesium[J]. Journal of Alloys and Compounds, 2009, 471 (1-2): 408-411.
[2] MORDIKE B L, EBERT L. Magnesium: properties-applications-potential[J]. Materials Science and Engineering: A, 2001, 302 (1): 37-45.
[3] 張建, 羅國(guó)強(qiáng), 李美娟, 等. MB2-LY12擴(kuò)散焊接界面組織結(jié)構(gòu)及其形成機(jī)制[J]. 材料研究學(xué)報(bào), 2012, 26(2): 138-142.
ZHANG J, LUO G Q, LI M J, et al. Structure and diffusion mechanism of MB2/LY12 joint by diffusion welding[J]. Chinese Journal of Materials Research, 2012, 26(2): 138-142.
[4] 張紅霞, 劉曉晴, 閆志峰, 等. 5A06鋁合金焊接接頭裂紋失效分析[J]. 材料工程, 2013, (3): 27-32.
ZHANG H X, LIU X Q, YAN Z F, et al. Failure analysis of 5A06 aluminum alloy welding joint crack[J]. Journal of Materials Engineering, 2013, (3): 27-32..
[5] 吳銘方. 鋁合金與不銹鋼低溫?cái)U(kuò)散焊及界面主組元擴(kuò)散行為研究[D]. 鎮(zhèn)江: 江蘇大學(xué), 2011.
WU M F. Study on diffusion welding with low temperature of Al alloy and stainless steel and diffusion behavior of main elements[D]. Zhenjiang: Jiangsu University, 2011.
[6] 李亞江, 劉鵬, 王娟, 等. Mg/Al異種材料脈沖TIG焊接頭的組織結(jié)構(gòu)[J]. 焊接學(xué)報(bào), 2006, 27(9): 39-42.
LI Y J, LIU P, WANG J, et al. Microstructure of EMP-TIG welded Mg/Al dissimilar metal joint[J]. Transactions of the China Welding Institution, 2006, 27(9): 39-42.
[7] FEMANDUS M J, SENTHILKUMAR T, BALASUBRAMANIAN V. Development temperature-time and pressure-time diagrams for diffusion bonding AZ80 magnesium and AA6061 aluminum alloys[J]. Materials and Design, 2011, 32(3): 1651-1656.
[8] DIETRICH D, NICKEL D, KRAUSE M, et al. Formation of intermetallic phases in diffusion-welded joints of aluminum and magnesium alloys[J]. Journal of Materials Science, 2011, 46(2): 357-364.
[9] LIU L M, TAN J H, ZHAO L M, et al. The relationship between microstructure and properties of Mg/Al brazed joints using Zn filler metal[J]. Materials Characterization, 2008, 59(4): 479-483.
[10] YANG H Y, GUO X W, WU G H, et al. Continuous intermetallic compounds coating on AZ91D Mg alloy fabricated by diffusion reaction of Mg-Al couples[J]. Surface & Coatings Technology, 2011, 205(8-9): 2907-2913.
[11] WANG Y Y, LUO G Q, ZHANG J, et al. Effect of silver interlayer on microstructure and mechanical properties of diffusion-bonded Mg-Al joints[J]. Journal of Alloys and Compounds, 2013, 541: 458-461.
[12] 熊華平, 毛建英, 陳冰清, 等. 航空航天輕質(zhì)高溫結(jié)構(gòu)材料的焊接技術(shù)研究進(jìn)展[J]. 材料工程, 2013, (10): 1-12.
XIONG H P, MAO J Y, CHEN B Q, et al. Research advances on the welding and joining technologies of light-mass high-temperature structural materials[J]. Journal of Materials Engineering, 2013, (10): 1-12.
[13] ELTHALABAWY W, KHAN T. Liquid phase bonding of 316L stainless to AZ31 magnesium alloy[J]. Journal of Materials Science & Technology, 2011, 27(1): 22-28.
[14] DU Y, CHANG Y A, HUANG B Y, et al. Diffusion coefficients of some solutes in fcc and liquid Al: critical evaluation and correlation[J]. Materials Science and Engineering: A, 2003, 363(1-2): 140-151.
[15] JIN Y J, KHAN T I. Effect of bonding time on microstructure and mechanical properties of transient liquid phase bonded magnesium AZ31 alloy[J]. Materials and Design, 2012, 38(1): 32-37.
Interfacial Structure and Mechanical Properties of Mg-Al Diffusion Bonded Joint with Ni Foil Interlayer
ZHANG Jian1,2,3,LUO Guo-qiang2,SHEN Qiang2,HUANG Zhi-jun1
(1 Research and Development Center of Wuhan Iron and Steel (Group) Corporation,Wuhan 430080,China; 2 State Key Laboratory of Advanced Technology for Materials Synthesis and Processing, Wuhan University of Technology,Wuhan 430070,China; 3 College of Materials Science and Engineering,Huazhong University of Science and Technology,Wuhan 430074,China)
Magnesium and aluminum alloys were welded by diffusion bonding using Ni foil as interlayer. Scanning acoustic microscopy (SAM), electronic probe microanalysis (EPMA), scanning electron microscopy (SEM) and universal testing machine were used to characterize the interfacial structure and mechanical properties of the joints. The results show that Mg and Al are bonded successfully by diffusion bonding using Ni interlayer and the Mg-Al inter-diffusion is inhibited. There is no Mg-Al intermetallic compound formed. The maximum shear strength of 20.5MPa is obtained at 440℃ for 90min. Mg/Ni/Al joints are formed by the inter-diffusion of Al, Ni and Mg, Ni. Al-Ni and Mg-Ni diffusion zone formed at the joint interface. Al3Ni2and Al3Ni are formed at the Al-Ni diffusion zone, and Mg2Ni is formed at the Mg-Ni diffusion zone. The thickness of diffusion zone increases with the increase of welding temperature.
Mg-Al;Ni foil;diffusion bonding;microstructure
10.11868/j.issn.1001-4381.2015.01.003
TG405
A
1001-4381(2015)01-0013-05
國(guó)家自然科學(xué)基金資助項(xiàng)目(51202175)
2013-09-22;
2014-11-18
羅國(guó)強(qiáng)(1980-),男,博士,副研究員,研究方向:梯度復(fù)合材料,聯(lián)系地址:湖北省武漢市珞獅路122號(hào)武漢理工大學(xué)材料復(fù)合新技術(shù)國(guó)家重點(diǎn)實(shí)驗(yàn)室(430070),E-mail:luogq@whut.edu.cn
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國(guó)材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
新聞傳播(2015年11期)2015-07-18 11:15:04
