合福高鐵無砟軌道福斯羅300型扣件線路精調探討
2015-03-08 08:22:54盛明群上海鐵路局阜陽工務段
上海鐵道增刊 2015年2期
關鍵詞:作業
盛明群 上海鐵路局阜陽工務段
合福高鐵無砟軌道福斯羅300型扣件線路精調探討
盛明群 上海鐵路局阜陽工務段
合福高鐵安徽段軌道精調,運用先進科技手段,新技術、新設備充分發揮主導作用,從四維測量精調第一遍(基準股調整)、瑞邦測量精調第二遍(非基準股調整、基準股修正)以及瑞邦第二遍測量精調第三遍(基準股、非基準股修正)的一個精調循環過程,全部依靠測量數據。因此,測量分析及精調方案的制定尤為重要,現場精調作業就是依靠數據方案進行傻瓜式作業,并用0級電子道尺進行軌距、軌向、水平的控制。對福斯羅300型扣件軌道精調進行探索總結,可為今后同類作業提供參考。
無砟軌道;線路精調
1 概述
合福高鐵安徽段軌道結構為無砟軌道,扣件類型有WJ-8型和福斯羅300-1型兩種。根據路局安排,我段負責涇縣段K1193+268-K1221+768(施工里程DK193~DK221+500),營業里程28.5km,延長57km。管內有1個站場(涇縣站共4組正線德國產18#道岔、2組站線國產12#道岔及2條到發線)、12條正線曲線、14座隧道及20座橋梁,橋隧總延長達24km,占正線延長的84%。線路線形及結構復雜。我段于2014年10月21日開始介入。
2 福斯羅300-1型扣件系統簡介
福斯羅300-1型扣件由Skl15彈條、Ss36軌枕螺栓、Wfp15型軌距擋板、Is15絕緣墊片、Sdu26絕緣套管、Zw692軌墊、Grp21底板、Zwp104NT彈性墊板組成(見圖1)。
精調作業經常涉及的是Wfp15軌距擋板和Zw692軌下墊板。軌距擋板共有±1-±8 mm及Wfp15原裝9種型號,可調節軌距范圍±16 mm、方向±8 mm;軌下墊板有 2-8(mm) Zw692墊板及AP20-6、AP20-10、AP20S共10種型號,可調節高低范圍-4~+56(mm)。另有微調墊片0.5 mm、1 mm、1.5 mm及2 mm四種。
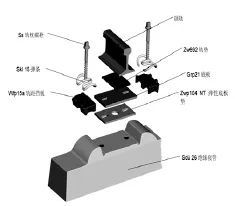
圖1 福斯羅300-1型扣件圖
3 合福高鐵精調標準
合福高鐵區段質量評價參數為軌道不平順質量指數TQI,要求靜態TQI≤1.75,同時每個單元TQI≤1.75。
3.1 靜態幾何尺寸作業標準(見表1)
3.2 結構標準
鋼軌扣件齊全,組合正確,作用良好。彈條“三點”密靠,間隙不大于0.5 mm,且扭矩為符合相關安裝標準。
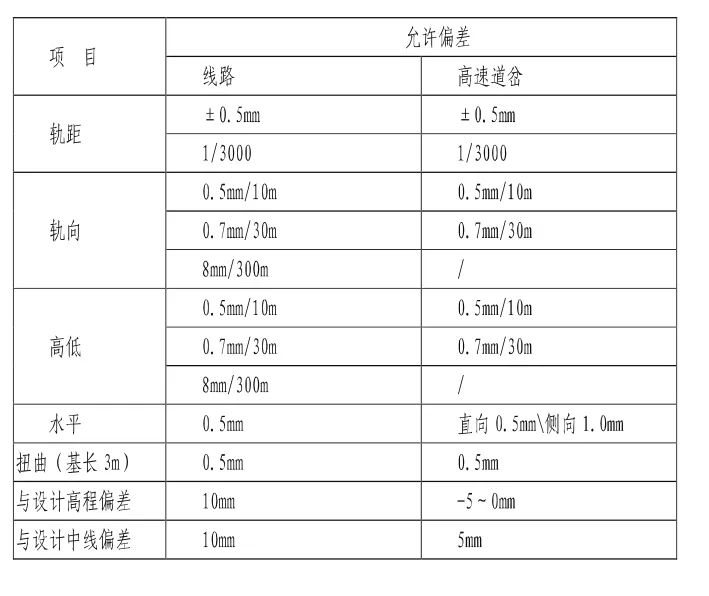
表1 靜態幾何尺寸作業標準
4 線路軌道精調作業方法
結合巢湖及績溪現場會會議精神,工務處明確統一了精調作業流程標準,按照“一遍絕對測量(四維小車)、二遍相對測量(瑞邦小車)”的作業流程進行精調,即第一遍四維測量精調基準股,第二遍瑞邦測量精調非基準股、同時進行基準股修正,第三遍瑞邦第二遍測量回檢并對基準股、非基準股進行修正。
根據工務處要求,各段先做2 km試驗段,分別用2種不同方案,擇優選取最佳方案全面推開。我段先期分別用2種方案各做了1 km試驗段。
4.1 盲調方法(按1個作業組12人計算)
下行K1205.8-1206.8線路1 km盲調,第一、第二遍基準股、非基準股盲調,不用道尺,按測量數據調整,第三遍回檢修正用道尺進行控制。第一遍基準股盲調日進度在單股1.5 km左右,第二遍非基準股盲調日進度在1.0 km左右,第三遍回檢修正日進度在0.7 km左右,三遍循環后靜態TQI值1.43,成品平均日進度在0.3 km左右。
4.2 道尺精調方法(按1個作業組12人計算)
下行K1201.8-1202.8線路1 km精調,第一、第二遍基準股、非基準股精調,全部用道尺,根據方案數據進行平面、高程控制,這樣二遍后平均靜態TQI值為1.6,其中1個單元200mTQI不達標,對此200 m進行第三遍修正,三遍循環后靜態TQI值1.42。第一遍基準股精調日進度在單股0.7 km左右,第二遍非基準股盲調日進度在0.5 km左右,第三遍回檢修正日進度在0.7 km左右,成品平均日進度在0.25 km左右。
我段根據現場實際,同時考慮人員、機具不足因素,選擇了第二套精調方法全面推開,并在實踐中逐步完善。
5 線路軌道精調作業組織
5.1 人員及機具組織
5.1.1 現場精調作業小組由12人組成,具體職責要求有以下8個方面
(1)作業帶班1人,負責現場作業精調工作安排。嚴格控制作業流程,控制各項工作的進度,做好現場材料調配,同時負責現場方案標注校對。按照無縫線路作業要求,控制連續松開扣件數量。
(2)方案標注1人,負責現場作業方案數據的標注。第一遍數據用黑色記號筆,第二遍修正數據用藍色記號筆,第三遍修正數據用紅色記號筆。數據標在每個承軌臺的鋼軌內外側,外側標軌距塊規格號(如+1,對應內側就是配對規格-1,不標注),內側左邊標平面調整量值(以“+”、“-”號或箭頭來表示調整方向),內側右邊標高程調整量(數值前面用加減標示墊或抽,或直接標高程配料方案)。標注工作原則上提前一天完成。
(3)配發材料2人,提前將材料按照標注方案將材料發放到位,如缺少材料及時和材料管理人聯系,確保材料及時供應。
(4)墊高程(兼起道機手)2人,卸下螺旋道釘及一側原軌距擋板,用起道機抬起鋼軌(起道量不宜超過15 mm),抽出軌下墊板,按照方案及配料更換調高墊板及膠墊,同時負責檢查軌下墊板及配料的正確性。
(5)調換軌距擋板2人,卸下螺旋道釘及原軌距擋板,清掃承軌臺槽,按方案配料更換軌距擋板,同時負責核對現場標記與擺放軌距塊的正確性。
(6)松螺栓1人、緊螺栓1人,負責班前對機具性能進行確認,班中對所需調整范圍內的螺栓進行松、緊工作,確保扣件扭力矩達標,班后做好機具的保養。緊螺栓要注意看標注數據,確定先緊內側還是先緊外側。
(7)現場防護1人,負責現場作業的現場防護,有工程車輛時及時通知作業負責人,根據情況攔停和放行。
(8)材料管理1人,負責當天現場作業所需材料數量統計、申領及核對工作,并協助現場標記對應位置擺放所需配件,并負責統計線路上更換材料情況,建立相應的臺帳。
5.1.2 每個作業小組的工機具配備情況(見表2)
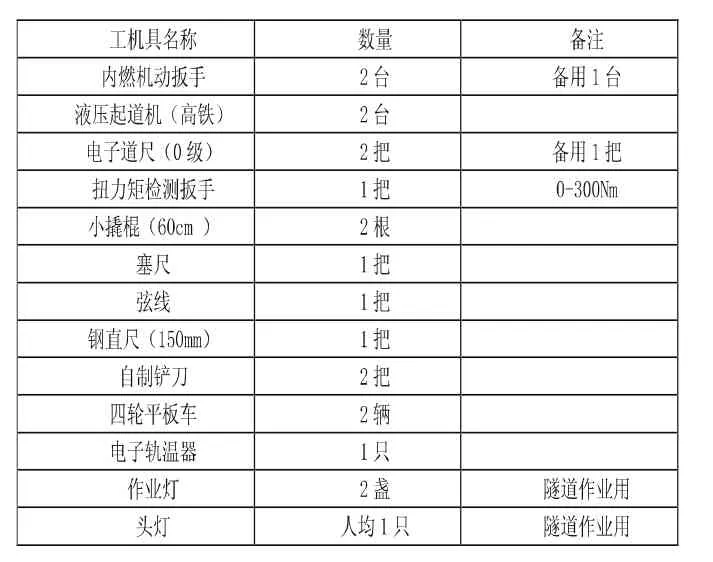
表2 工機具配備表
5.2 現場作業組織
5.2.1 準備工作
(1)四維小車絕對測量并分析、制定基準股精調方案;
(2)按精調方案編制材料需求計劃及作業配料方案并送達到位;
(3)工機具配備齊全,并確保機具性能良好;
(4)人員組織到位并學習掌握精調流程及標準;
(5)根據四維精調數據編制現場作業方案,安排人員現場標注數據;
(6)制定好瑞邦小車測量計劃。
5.2.2 精調作業
(1)基準股盲調作業
步驟一:2人負責材料的分配,根據作業方案分配軌距擋板、軌下膠墊、軌下微調墊板、塑料調高墊板等調整件,將材料發放到位每承軌臺對應位置。
步驟二:帶班人對照數據重新核對已經標注好的精調數據,如發現標注有錯及時修改數據,同時校核現場發放的材料型號。
步驟三:1人在前面先用螺絲機松開內外側螺栓,不需換件作業的地段也要求松開,注意連續松開扣件數量滿足無縫線路作業要求。
步驟四:2人更換調高墊板,一律在線路外側更換,用起道機抬起鋼軌,抽出軌下墊板,更換合適的調高墊板。
步驟五:2人負責調整件更換及安裝工作,同時對軌距擋板的型號進行核對,及時更換現場與調整方案中不相符的調整件。
步驟六:1人用螺絲機負責螺栓的緊固,扭力矩控制在規定值范圍,遇橋涵上小阻力扣件地段及時調整螺絲機扭力矩。
步驟七:舊料統一集中捆扎、回收。(此項工作由施工單位配合人員負責)
基準股精調作業增加用0級道尺每隔2個承軌臺在松螺栓前打出軌距,在高程、平面調整件更換完畢后按照平面調整量進行改道作業(用特制拉桿進行拉撐,也可通過調換軌距塊達標)。
(2)非基準股作業方法相同。
(3)全面回檢驗收。全面檢查作業地段的高程、平面調整件,及時處理不達標處所,確保按標達標。整理回收工具材料撤離線路。
5.3 材料供應保障
針對福斯羅扣件系統型號多,軌距擋板有16種,軌下膠墊有5種,共有30余種不同類型、規格的材料、配件。缺少某一種材料都有可能造成不必要的重復返工作業,甚至會造成停工待料。因此,材料員要動態掌握材料出入庫數量和庫存情況,技術員要按照各精調作業組的日推進進度、次日作業計劃,結合作業方案,計算日精調材料用量(按5%的預放量),提前交材料員。每個精調作業組需施工單位派4-6人配合(材料運送車輛一部)。上午回收舊料,按規定要求捆扎,運回各項目部指定的回收地點,集中堆碼整齊,便于清點材料回收的數量。下午配合精調組材料員將次日計劃所用料送達到次日作業地點,搬運到線路無砟軌道旁邊并歸類、堆碼整齊,以方便材料的配發。
6 成果檢驗
經過3個月的精調作業,我段負責的涇縣段K1193+268-K1221+768正線57 km及4組正線道岔、2組到發線道岔、2條到發線于2015年1月31日全部完成。經過瑞邦小車的第三遍檢測,我段57 km正線平均TQI值1.47,單元最小值1.23,全部控制在1.7以下,按時間節點要求圓滿完成工務處定的靜態指標。分公里靜態TQI變化趨勢圖見圖2。
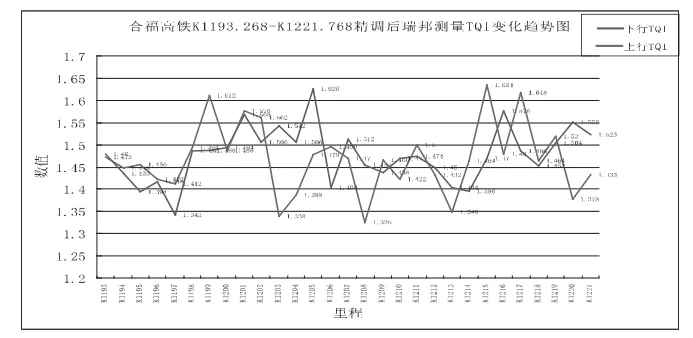
圖2 分公里靜態TQI變化趨勢圖
7 精調作業體會
(1)四維、瑞邦小車測量數據的準確性尤為重要。因此,測量前要對扣件的安裝裝態、扭力矩達標狀態進行檢查,并同步安排復緊工作。
(2)作業方案數據標注亦十分重要。作業當日要對標注的數據進行復核,確認無誤后才能進行精調作業。
(3)軌距塊搭配使用需要進一步摸索。福斯羅300-1型扣件軌距塊型號是1 mm晉級的,而軌距、軌向、扭曲控制標準是在0.5 mm以內,當平面調整量在0.4-0.7(mm)時,如果按標配會造成調整量欠或超,很難控制在0.5 mm以內。通過現場作業摸索,軌距塊合理搭配能很好地解決上述問題。當平面調整量:0.4-0.7(mm)時,軌距塊配對以+1、0配;1.4-1.7(mm)時,以+2-1配;以此類推,最大為7.4-7.7(mm),以+8-7配;其余在整數附近的按標配。
(4)道尺控制的精調方法需要繼續摸索,提高精調進度。我段采用的道尺精調方法在道尺控制改道環節進度較慢,主要是軌距塊按標配、平面調整量達不到或超過標配量0.4-0.7(mm)時,全部用特制軌距拉桿進行拉或撐,有時需進行幾遍拉撐,致使作業進度較慢,還容易造成離縫、軌向值不易保持。
(5)盲調與道尺精調方法需在實踐中繼續探索高效率。盲調方法需要全部做三遍,前二遍TQI值可能不達標(遇基礎好的可達標),三遍循環后靜態TQI值一般控制在1.4左右;道尺精調方法在做二遍后,60%以上地段可達標,但會存在峰值,TQI值一般在1.6左右,對不達標及峰值地段進行第三遍修正后,TQI值一般控制在1.5左右。因此,采用何種精調方法要根據現場實際及時間進度要求情況而定,并在實踐中繼續提高質量效率。
責任編輯:萬寶安 張建強
來稿日期:2015-05-28
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08