基于運動控制卡的沖床輔助機械手研究
2015-03-15 08:37:14常德功
新技術新工藝 2015年2期
陳 東,常德功
(青島科技大學 機電工程學院,山東 青島 266061)
基于運動控制卡的沖床輔助機械手研究
陳東,常德功
(青島科技大學 機電工程學院,山東 青島 266061)
摘要:沖床上下料頻繁、危險且要求準確定位,此對采用輔助機械手能準確放置工件,提高工作效率,降低勞動強度。為了實現沖床工件上下料及在2個工位間移動,采用了具有4個旋轉副的四自由度沖床輔助機械手結構。利用D-H法求解機械臂運動學正反解算法,然后利用MATLAB軟件計算并描繪出其工作空間。采用PC+Clipper運動控制卡及伺服驅動器等構建了其控制系統,使用速度和位置雙閉環控制,并編寫運動控制程序和PLC程序,實現了機械手上下料及在2個工位間準確和平穩地移動。
關鍵詞:機械手;運動控制卡;沖床
機械手通常具有3個或3個以上可編程軸,通過編程實現搬運材料、零件或操持工具等多種作業。機械手特別適合配合自動化數控機床和柔性生產線使用,完成上下料和裝配工件等輔助工作[1-3]。沖床上下料頻繁,有一定危險性,且要求定位準確,自動上下料輔助機械手能避免人為操作失誤,降低勞動強度,且上料定位準確,工作可靠,效率較高。尤其是對于大型沖床,其對工作強度及效率的改善顯著。
機械手的控制可以采用單片機或PLC系統構建,也可以采用PC+運動控制卡的方法構建[4-5]。基于運動控制卡構建的機械手控制系統具有良好的開放性,對編碼器和伺服驅動器等硬件的兼容性更好,開發成本較低;而且通過在上位機和控制卡上編程,可以實現更復雜算法的運動控制功能。
為了實現零件上下料及在2個工位間移動,沖床輔助機械手采用了四自由度機械臂,并采用Clipper運動控制卡和工控機構成開放式控制系統。
1輔助機械手機械結構研究
輔助機械手具有4個自由度,即吸盤旋轉、小臂俯仰、大臂俯仰和腰部旋轉,能夠組合完成前伸、抓取和移動到指定工位等運動。
本機械手結構如圖1所示,具有腕、肘、肩和腰共4個旋轉關節。底座上的腰關節轉軸鉛垂,肩關節、肘關節和腕關節的轉軸都是水平的且相互平行。這種機械手結構緊湊,工作空間大,符合沖床輔助機械手的運動要求。為減小沖床振動對機械手定位精度的影響,應將其安裝在沖床附近地面上。

圖1 機械手結構圖
沖床抓取工件為約1 kg的薄壁類板件,所以選取H2311型電磁鐵吸盤吸附,不需要獨立氣源,對工件表面要求低。
因為機械手負載不大,諧波減速器具有傳達比大和精度高等優點,所以肘、肩和腰關節回轉運動都采用伺服電動機聯接諧波減速器傳動的形式,肩、腰部選擇減速比為100的諧波減速器XBS-40,肘部選擇傳動比為125的XBS-50,腕關節采用伺服電動機連接同步楔形帶減速的傳動形式。腰、肩關節處采用三菱HF-SP102伺服電動機,肘、腕關節處采用HF-SP52伺服電動機。
2輔助機械手工作空間及運動學反解算法
在臂長等結構參數確定的情況下,由各關節轉角位置計算出末端吸盤位置為運動學正解算法;反之,由末端吸盤位置計算出各關節轉角位置為反解算法。利用D-H法,可以通過坐標的變換建立輔助機械手的正解方程。
機械手的工作空間立體圖如圖2所示。工作空間是吸盤所有能夠達到的空間位置的坐標集合,應該覆蓋工作要求的關鍵點。沖床輔助機械手的運動軌跡的關鍵點為回零點(0,900,500),毛坯抓取點(400,700,540),工位1的抓取點(400,1 400,540),工位2的抓取點(-400,1 400,540),成品放置點(-400,700,540)。經過這些點,走完1個循環分為13段的路程,先在XOY平面中平移,再沿Z軸上下移動。根據機械手運動學正解方程,利用MATLAB軟件,通過連續代入各關節轉角參數,獲得吸盤的位置,計算描繪出其工作空間。輔助機械手工作空間仿真圖可以覆蓋回零點、上下料和兩工位點等關鍵點,滿足設計要求。
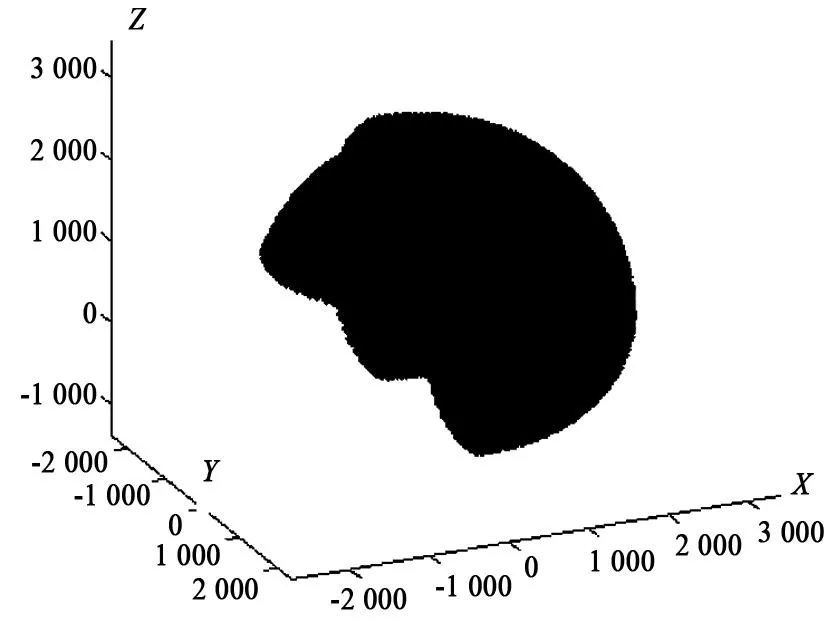
圖2 機械手的工作空間立體圖
求解每個關鍵點的運動學反解,用于點點之間移動的運動控制程序編寫。在MATLAB軟件中建立一個函數,函數定義為:[p,t]=stept(tstart,tend,pstart,pend,tstep)。參數含義依次為起始時間、終止時間、起始位置、終止位置和步長。上述13段路徑以0.01 s為步長使用該函數進行插值計算,從而得到吸盤到達上述關鍵點時各個關節的關節轉角參數值。
3輔助機械手控制系統硬件設計
輔助機械手控制系統采用PC+運動控制卡的開放式架構實現。相對于采用PLC等其他控制方案,運動控制卡的運算速度更快,且能自編運動控制算法,對編碼器和伺服驅動器的兼容性更好,模塊化的架構也更便于設計和維護。
Clipper運動控制卡是Delta Tau公司開發的兼顧經濟性與性能的運動控制卡,能實現四軸的運動控制,與計算機之間采用網線連接,便于長距離分布式控制。網線利用568A反線接法,傳輸速率為10 Mb/s。
機械手控制原理結構圖如圖3所示。傳動關節碼盤反饋正交編碼信號至Clipper卡,形成位置閉環,實現精確位置控制;電動機尾部編碼器反饋編碼信號至伺服驅動器,形成速度閉環,實現平穩的運動控制,避免在搬運薄壁工件過程中產生振動。這種雙閉環的控制能實現沖壓件既精確又平穩的運動控制。伺服系統選擇日本三菱MR-J3系列驅動器及配套電動機。
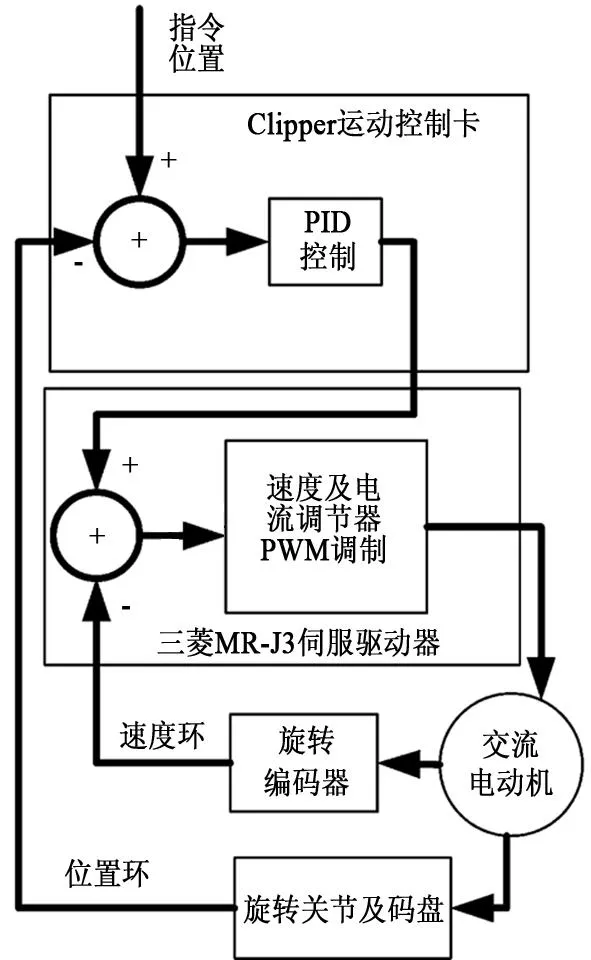
圖3 機械手控制原理結構圖
4輔助機械手控制軟件設計
輔助機械手控制軟件分為6個功能模塊:系統初始化程序、位姿監控程序、正反解算法程序、運動控制程序、PLC邏輯控制程序、示教和再現程序。機械手控制軟件程序模塊框圖如圖4所示。
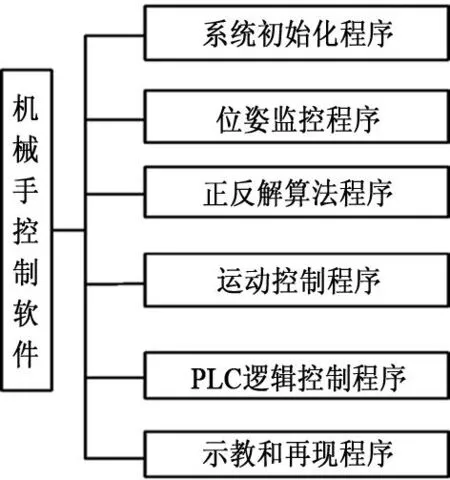
圖4 機械手控制軟件程序模塊框圖
系統初始化程序完成Clipper變量初始化,并設置PLC程序運行或停止運行;位姿監控程序實時把機器人各關節角度采集上傳,并由此計算出末端的位姿狀態,在上位機顯示這些參數;PLC邏輯控制程序在后臺循環執行,主要實現對電動機使能、限位和伺服報警等外部數字量信號的監控,以及對內部程序執行情況與變量狀態變化的監控;示教程序實現示教模式時的運動和動作,再現程序可實現示教時多個運動連續進行;運動控制程序由很多基本的運動控制程序組成,復雜的運動可以調用它們組合實現,單關節角度運動程序采用相對運動模式命令INC實現,用于示教模式下各關節的調整,關節運動停止程序由“&n a”命令實現,“n”對應4個電動機,“a”為電動機停止運動指令,多關節角度運動程序采用絕對運動命令ABS,由P211~P214 四個變量存儲電動機到達的角度,多關節同時停止程序使用“&n a”命令停止坐標系“n”中所有4個電動機的運動,快速回零運動程序采用絕對坐標下“RAPID”快速運動命令實現;運動學正反解算法程序可以被其他PMAC程序調用進行運算,運動學反解算法程序用Q11、Q12和Q13變量存儲末端吸盤直角坐標位置,利用Q14、Q15和Q16變量存儲繞各軸轉角,再根據運動學反解算法矩陣求得4個關節轉角值,存入P1~P4變量。
5結語
沖床輔助機械手采用PC+Clipper運動控制卡的開放式架構來實現,減少了開發時間和成本。關節碼盤脈沖信號反饋至Clipper卡,電動機編碼器反饋至伺服驅動器,這樣實現的速度與位置雙閉環既能實現精確位置控制,又可以平穩搬運薄壁工件,避免振動。
參考文獻
[1] 李勝多.基于 PLC 和組態王的搬運機械手控制系統的設計[J].農機化研究,2010(11): 141-145.
[2] 李榮麗.基于PLC的上下料機器人控制系統設計[J].電氣自動化,2007(2):58-59.
[3] 王珂娜,黃文梅,劉紅顯.基于PCI運動控制卡的開放式焊接機器人研究[J].組合機床與自動化加工技術,2006(12):8-14.
[4] 張連新.基于PMAC的開放式弧焊機器人控制系統[J].焊接學報,2003,24(6):85-88.
[5] 蘇海新,韓寶玲,羅慶生,等.基于PMAC的工業碼垛機器人控制特性研究[J].機械與電子,2009(9):57-60.
責任編輯鄭練
Research on Punch Auxiliary Manipulator based on Motion Control Card
CHEN Dong, CHANG Degong
(College of Electromechanical Engineering, Qingdao University of Science and Technology, Qingdao 266061, China)
Abstract:Loading and unloading of workpiece on punch are frequent, dangerous and accurate positioning, so using manipulator is beneficial to improve work efficiency, reduce labor intensity while the workpiece is placed accurately. The manipulator structure has four revolute joints to realize workpiece loading, unloading and movement between two stations. D-H method was adopted to get forward and inverse kinematics algorithm, work space was calculated and diagramed by MATLAB software. PC+Clipper motion control card was used to construct the control system of manipulator. The workpiece loading and unloading, movement between two stations can be realized by motion control programs and PLC programs.
Key words:manipulator, motion control card, punch
收稿日期:2014-06-04
作者簡介:陳東(1973-),男,博士研究生,主要從事數控技術及智能機械等方面的研究。
中圖分類號:TH 39
文獻標志碼:A