Panasonic-TA1400型弧焊機器人應用探析*
2015-11-08 03:57:34楊新華朱蓉英孫登科
新技術新工藝 2015年2期
楊新華,朱蓉英,孫登科
(陜西工業職業技術學院,陜西 咸陽712000)
近年來,隨著中國制造業的持續良好發展,給焊接行業帶來了史無前例的機遇,集柔性制造系統(MS)、工廠自動化(FA)和計算機集成制造系統(IMS)于一體的焊接機器人發展更是空前昌盛。據統計,目前全世界已有近140萬臺機器人投入應用,其中用于完成焊接作業的焊接機器人占全部機器人的40%以上。2012年末我國焊接機器人的數量已達8 500余臺,且近年來我國焊接機器人的裝機量年增長率>10%,中國正在成為巨大的焊接機器人市場。因此,研究、總結與推廣焊接機器人技術具有極其重要的現實意義[1]。
目前,我國焊接機器人主要集中在汽車、摩托車及工程機械3個主要行業,其中,汽車制造及汽車零部件制造業中所具有的焊接機器人占全部焊接機器人的65%,但近年來隨著焊接機器人技術的不斷成熟與發展,其他行業焊接機器人的應用比例呈上升趨勢。焊接機器人有弧焊機器人和點焊機器人2種類型,其中弧焊機器人用于中厚板焊接,點焊機器人用于薄板焊接。
1 Panasonic-TA1400型弧焊機器人的功能與結構
焊接機器人是一種具有仿人操作、自動控制、能在三維空間完成各種焊接作業特點的自動化生產設備,Panasonic-TA1400型弧焊機器人為國內主流焊接機器人之一,是一種典型的示教再現式機器人。焊接機器人邊實際運行邊記憶所做的動作軌跡,并能夠重復運行動作的方式,執行程序時,機器會再現所記憶的動作,能夠正確地重復進行焊接等工作,即焊接機器人通過上述示教再現功能實現整個焊接過程[2-3]。
Panasonic-TA1400型弧焊機器人具有6個自由度(6個軸),通過6個軸的協調運動實現直線軌跡、圓弧軌跡、直線擺動軌跡和圓弧擺動軌跡4種類型焊接,其他任何復雜的焊接軌跡都可分解為這4種基礎形式。Panasonic-TA1400型弧焊機器人各軸名稱及含義見表1。

表1 Panasonic-TA1400型弧焊機器人各軸名稱及含義
Panasonic-TA1400型弧焊機器人系統由本體、控制箱(主要由驅動伺服單元、計算機控制系統、傳感系統和輸入/輸出系統接口組成)、焊接電源、示教器及外圍設備(如清槍剪絲機構和外部軸等)組成,Panasonic-TA1400型弧焊機器人組成示意圖如圖1所示,示教器示意圖如圖2所示。

圖1 Panasonic-TA1400型弧焊機器人組成示意圖

圖2 Panasonic-TA1400型弧焊機器人用示教器示意圖
2 弧焊機器人典型示教編程技巧
所謂示教編程就是機器人邊移動邊記憶動作,下述詳細介紹Panasonic-TA1400型弧焊機器人直線擺動與圓弧擺動2種典型的示教編程方法與技巧[4-6]。
2.1 直線擺動示教編程
最典型的單道直線擺動示教編程路徑如圖3所示,各示教點的焊槍姿勢見表2。示教所用鋼板材料為Q235,規格為100mm×200mm×6mm,焊絲型號為ER50-6,保護氣體為二氧化碳(純度為99.9%)。

圖3 直線擺動示教編程路徑示意圖
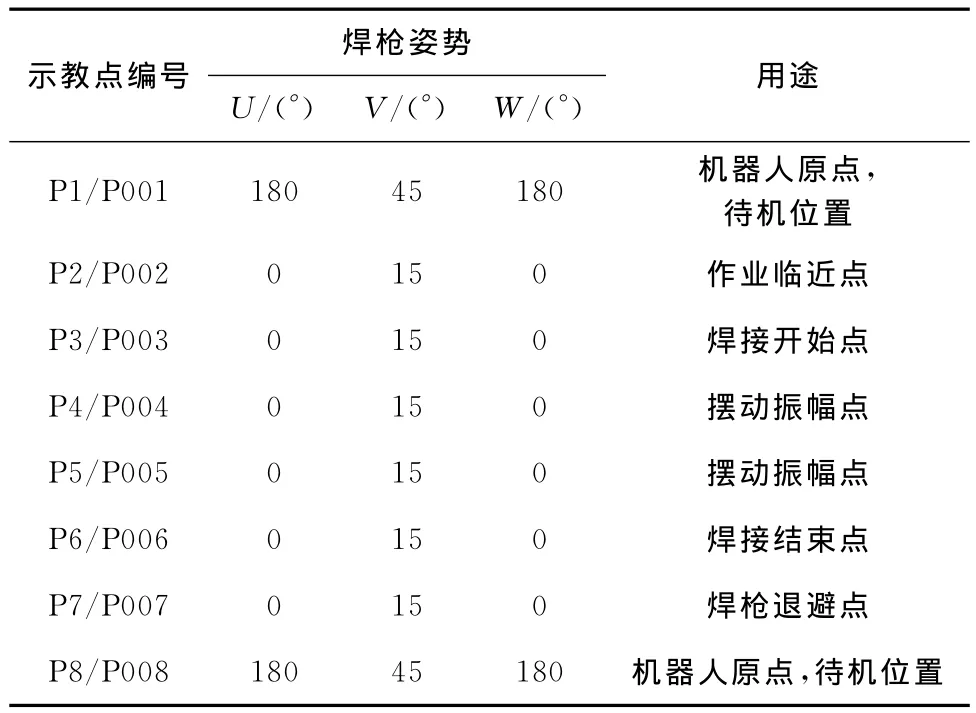
表2 直線擺動示教編程焊槍姿勢
單道直線擺動的焊接條件設定見表3。

表3 直線擺動焊接工藝參數
2.2 圓弧擺動示教編程
最典型的圓弧擺動示教編程路徑如圖4所示,各示教點的焊槍姿勢見表4。示教所用鋼板材料為Q235,規格為100mm×200mm×6mm。

圖4 圓弧擺動示教編程路徑示意圖

表4 圓弧擺動示教編程焊槍姿勢
圓弧擺動的焊接條件設定見表5。

表5 圓弧擺動焊接工藝參數
3 焊接工藝編制與試驗對弧焊機器人應用的影響
3.1 焊接結構生產工藝編制
焊接結構生產工藝編制是生產中的一項技術措施,它是根據產品的技術要求和工廠的生產條件,以科學理論為指導,結合生產實際所擬定的加工程序和加工方法。它是一個改變生產對象的形狀、尺寸、相對位置和性質等,使其成為成品或半成品的過程,對指導生產,保證焊接質量和提高管理水平都具有重要作用[7]。
在傳統的手工與半自動焊接過程中,焊接結構生產工藝過程的主要工序有放樣、劃線、下料、成形加工、邊緣加工、裝配、焊接、矯正、檢驗和涂裝等。在機器人自動焊接中,同樣需要考慮上述問題,特別是要考慮備料精度、工裝夾具、焊接工藝參數和焊接變形等問題,只有處理好焊前準備工作,焊接機器人才能發揮高效作用。由此可見,焊接結構生產工藝的正確編制是焊接機器人使用的前提。
焊接結構生產工藝編制是一個與生產實際緊密聯系的工作,需要豐富的生產經驗,目前我國焊接機器人編程人員大部分都年齡偏小,他們雖然具有一定的計算機和機器人知識,但對焊接結構生產卻一知半解,這已成為目前很多企業遇到的一個機器人應用難題,也是我國焊接機器人推廣應用的一個瓶頸。
3.2 焊接工藝試驗與分析
僅制定了焊接結構生產工藝還不能完全保證焊接質量,在產品升級換代、更新的情況下,焊接工藝試驗是一項必不可少的工作。焊接工藝試驗的一般過程如下:先擬定焊接工藝指導書,主要包括焊接工藝參數和焊接質量記錄等;然后,進行試焊與結果分析,對先前的焊接工藝指導書進行修改,并重復上述過程,直到得到滿意的焊接結果;最后,提出合理的焊接工藝,進行生產指導[8]。
焊接工藝試驗與分析是焊接機器人生產過程中的一個重要環節,目前我國小型企業由于缺少這樣的崗位設置,致使焊接機器人應用不好,甚至導致設備閑置的情況也屢有發生。進行焊接工藝試驗與分析崗位設置,不斷提高焊接試驗員的專業水平,是焊接機器人推廣應用的一個重要環節。
4 結語
1)直線軌跡示教、直線擺動軌跡示教、圓弧軌跡示教和圓弧擺動軌跡示教是弧焊機器人操作的基礎,在實際生產過程中,其他復雜軌跡都是上述4種基礎軌跡的合成。
2)弧焊機器人的使用雖然帶來了工人勞動強度的降低和焊接質量的提高,但對焊接工藝、焊接試驗與分析和機器人操作技能提出了挑戰。
3)弧焊機器人推廣應用是機器人基本操作與基本設置、焊接工藝與質量分析控制的協調統一,因此,熟練應用與推廣弧焊機器人技術需要復合型人才。
[1]李宇劍,巢明.我國工業機器人產業現狀與發展戰略探討[J].制造業自動化,2012(12):106-108.
[2]辛海波,徐惠忠.采用焊接機器人生產機車構架[J].熱加工工藝,2009(23):193-194.
[3]單玉新,張彩霞.中部槽機器人焊接缺陷產生原因及對策[J].熱加工工藝,2013(15):194-195.
[4]蘭虎,陶祖偉,段宏偉.弧焊機器人示教編程技術[J].實驗室研究與探索,2011(9):46-50.
[5]蘭虎.焊接機器人編程及應用[M].北京:機械工業出版業,2013.
[6]劉偉.焊接機器人基本操作及應用[M].北京:電子工業出版業,2012.
[7]朱小兵.焊接結構制造工藝及實施[M].北京:機械工業出版業,2011.
[8]陳裕川.焊接工藝設計與實例分析[M].北京:機械工業出版業,2010.
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
當代貴州(2019年41期)2019-12-13 09:28:56
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
中國共青團(2015年7期)2015-12-17 01:24:38
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44