集成材生產企業備料工序設備及工藝對比分析
2015-03-24 05:40:14張琦
黑龍江生態工程職業學院學報 2015年3期
張 琦
(遼寧林業職業技術學院,遼寧 沈陽 110101)
集成材生產企業備料工序設備及工藝對比分析
張 琦
(遼寧林業職業技術學院,遼寧 沈陽 110101)
介紹遼寧地區集成材企業備料工序的設備及工藝的現狀,與國內先進集成材企業現狀進行對比分析,橫向比較各自優缺點,為遼寧地區集成材企業的整體發展探尋出路。
集成材;備料;工藝;設備
近年來,伴隨著國內集成材行業技術、工藝、設備的不斷更新換代,遼寧地區的集成材企業變化比較大,部分企業在備料工序的工藝提升比較快,同時伴隨國際木工機械市場設備的推陳出新,集成材備料工序設備也有了一個長足發展,呈現出欣欣向榮的局面。工藝改革、設備升級帶來的運營成本較低、工作效率提升已經成為遼寧地區集成材企業發展、占領省內集成材銷售市場的重要手段。
1 備料工序對比
1.1 備料工序生產工藝流程
干燥鋸材——定厚加工——縱向剖分——橫截剔除缺陷(以此類生產工藝流程為例分析)
1.2 所用設備對比

1.2.1 設備性能對比
遼寧地區備料工序使用設備主要有三大類設備。詳見表1。

表1 備料加工工序設備
1.2.2 生產能力對比
以市面最常見的2 440mm×1 220mm×18mm樟子松集成材板材為例分析:干燥樟子松鋸材規格尺寸為長度4 000mm,厚度50—60mm,寬度為自然寬度整邊干燥鋸材,含水率為8%—12%,操作工人日工作時間為8h。
第一類設備:
雙面壓刨日加工能力在8—12m3;設備加工精度一般,木材厚度損耗在4—6mm;設備功率51.5kW,耗電量比較大。
多片圓鋸機日加工能力在8—12m3;設備加工精度一般,單個鋸口鋸路損耗在3.0mm左右;設備功率39.5kW,耗電量比較大。
橫截鋸日加工能力在1.5—2m3;設備加工精度低,設備功率5.5kW,耗電量小。
第二類設備:
雙面刨鋸機日加工能力在6—10m3,設備加工精度比較高,木材厚度損耗在4—5mm,單個鋸口鋸路損耗在2.0mm左右,設備功率35kW,耗電量適中。
橫截鋸日加工能力在1.5—2m3;設備加工精度低,設備功率5.5kW,耗電量小。
第三類設備:
雙面壓刨日加工能力在8—12m3;設備加工精度一般,木材厚度損耗在4—6mm;設備功率51.5kW,耗電量比較大。
縱向優選鋸日加工能力在50m3以上;加工能力強,設備加工精度高,單個鋸口鋸路損耗在2.0—3.0mm;設備功率25kW,耗電量適中。
橫向優選鋸日加工能力在30m3以上;加工能力強,設備加工精度高,單個鋸口鋸路損耗在2.0mm;設備功率37kW,耗電量比較大。
1.2.3 用工數量、質量及費用對比
以市面最常見的2 440mm×1 220mm×18mm樟子松集成材板材為例分析:干燥樟子松鋸材規格尺寸為長度4 000mm,厚度50—60mm,寬度為自然寬度整邊干燥鋸材,含水率為8%—12%,操作工人日工作時間為8h。普通技術工人每月工資約為1 800元/月,優選設備操作所需高技能型工人,每月工資約為3 500元/月。
第一類設備用工數量:定厚工序4人,剖分工序4人,橫截工序4人,合計12人,合計工資21 600元/月。設備加工產品質量一般,工人勞動強度較大。
第二類設備用工數量:定厚剖分工序3人,橫截工序3人,合計6人,合計工資10 800元/月。設備加工產品質量一般,工人勞動強度較大。
自動指接連線用工數量:定厚工序12人,剖分橫截工序普通工人2人,高技能工人1人,合計15人,合計工資28 700元/月,因其生產效率幾乎是前兩類設備的5倍,故平均合計工資5 740元/月。設備加工產品質量高,工人勞動強度一般。
1.2.4 設備總投入對比及后期維修保養費用對比
第一類設備標配及價格:雙面壓刨1臺,約10萬—11萬元/臺,多片圓鋸機1臺,約7.5萬—8萬元/臺,橫截圓鋸機4臺,約0.12萬—0.15萬元/臺,合計投資17.98萬—19.6萬元,對比分析選取投資額度為18.5萬元。設備后期維修保養費用低。
第二類設備標配及價格:雙面刨鋸機1臺,約6.5萬—7.5萬元/臺,橫截圓鋸機3臺,約0.12萬—0.15萬元/臺,合計投資6.86萬—7.95萬元,對比分析選取投資額度為7.5萬元。設備后期維修保養費用低。
第三類設備標配及價格:雙面壓刨3臺,約10萬—11萬元/臺,縱向優選鋸1臺,100萬—140萬元/臺,橫向優選鋸2臺,120萬—180萬元/臺,合計投資370萬—533萬元,對比分析選取投資額度為450萬元。設備后期維修保養費用高,主要零部件依賴于進口,維修周期長,配件價格昂貴。
1.2.5 各類設備工藝優缺點對比分析
第一類設備:
目前該類設備為國內中小型集成材企業常用設備類型。
(1)設備投入比較小,后期維修保養費用低。
(2)設備生產效率低,耗電量大。
(3)操作工人技術含量低,勞動強度大。
(4)設備生產能力低。
第二類設備:
目前該類設備為國內中型集成材企業常用設備類型。
(1)設備投入適中,后期維修保養費用一般。
(2)設備生產效率一般,耗電量小。
(3)設備對于干燥鋸材的寬度具有比較高的要求,一般為180—250mm。所以一般企業在使用該類設備時,要求干燥鋸材供應商鋸材的寬度必須符合設備要求,或企業配有單片縱剖圓鋸機,干燥鋸材在進入該設備加工前先進行干燥鋸材寬度方向的定寬加工。
(4)操作工人技術含量低,勞動強度一般。
(5)設備生產能力適中。
第三類設備:
目前該類設備為國內大型集成材企業常用設備類型。
(1)設備投入比較大,后期維修保養費用昂貴。
(2)設備生產效率高,耗電量一般。
(3)對操作人員專業技術能力要求比較高,用人數量少,技術人員勞動強度比較小。
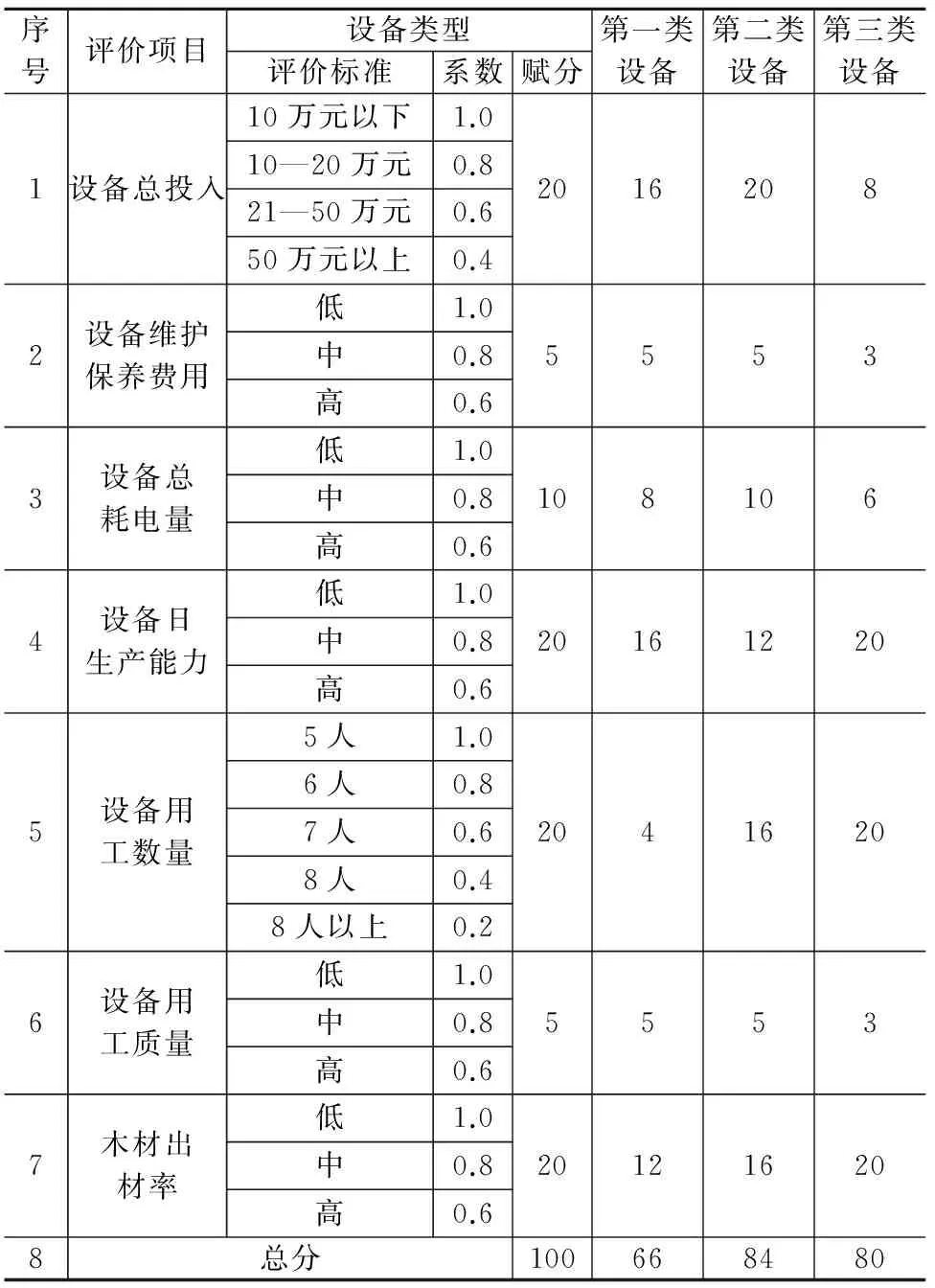
表2 備料工序工藝設備綜合評分表
(4)為提高木材的整體利用率,發揮優選鋸的強大功能,往往加工的原材料為毛邊板。
(5)操作工人技術含量高,勞動強度小。
(6)設備生產能力高,設備可以實現全自動化生產。
2 綜合評價(見表2)
3 結論
綜上所述,目前遼寧地區集成材企業主要以前兩類設備為主進行集成材生產,第三類設備只在阜新飛雪集團有所使用。
優選設備的高工作效率、高出材率被廣大集成材企業認可,但目前主要有兩方面的原因制約著優選設備的推廣與企業的實際應用。主要問題如下:
(1)大型的集成材企業有能力購買優選設備來完善集成材的生產,提高集成材產品出材率,提高生產效率,但目前企業急缺該類設備的操作人員,設備到廠后不能發揮其優越的加工性能,實際使用設備的效率大打折扣,優選性能得不到充分發揮。
(2)設備的維修、保養、配件費用過高,如設備在生產中遇到配件損壞等相關問題,需要比較長的時間配送與維修,進口設備很多核心部件必須從生產國調運,部分核心部件出現問題需總部工程技術人員到廠解決,維修周期比較長,對生產影響比較大。
[1]郝金城.集成材制造技術[M].哈爾濱:東北林業大學出版社,2001.
責任編輯:程 巖
10.3969/j.issn.1674-6341.2015.03.012
2015-03-18
張琦(1979—),男,遼寧本溪人,碩士,講師。研究方向:家具制造。
TS64
A
1674-6341(2015)03-0028-03
猜你喜歡
當代水產(2022年8期)2022-09-20 06:44:30
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代水產(2022年6期)2022-06-29 01:11:44
當代水產(2022年5期)2022-06-05 07:55:06
當代水產(2022年3期)2022-04-26 14:27:04
當代水產(2022年2期)2022-04-26 14:25:10
云南畫報(2020年9期)2020-10-27 02:03:26
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00