R5.91 tex賽絡緊密紡機織紗的生產
2015-04-09 19:42:45蔡永東
紡織導報 2015年3期
蔡永東
摘要:為了紡制細特賽絡緊密紡機織紗,采用了德國特呂茨勒清梳聯機組及日本豐田RX240型賽絡緊密紡紗機等紡紗設備,選用 3 種不同細度的粘膠纖維混紡,以增加纖維之間的抱合力,減少意外牽伸。考慮到成紗紗號特細,清梳聯時采取“少量勤喂、多松少打、放大隔距”的工藝,梳理時合理設計速度和隔距;并條時采用兩道并“先小后大”的牽伸工藝;粗紗時定量較輕、捻系數偏大掌握,減小粗紗卷裝;細紗時合理選擇粗紗喂入間距、選擇較大的捻度、適當降低錠速和車速;同時合理控制車間溫濕度,從而確保了成紗質量。
關鍵詞:粘膠纖維;賽絡緊密紡;清梳聯;工藝設計;成紗質量
中圖分類號:TS104.7 文獻標志碼:B
The Production of R5.91 tex Siro-compact-spun Weaving Yarn
Abstract: To produce fine-tex siro-compact-spun weaving yarn, Truetzschler blowing-carding unit, Toyota RX240 siro-compact spinning machine and other associated equipment were used. Three kinds of viscose fiber in different fineness were chosen to increase the cohesion between fibers and reduce false draft. Considering the result yarn is extra fine, different measures were taken in each stage of the spinning process, for example, the principle of “small but frequent feed, more opening and less beating, enlarged gauge” was adopted for the blowing-carding stage; rationally designed speed and gauge for the combing stage; two-step drawing with “small-to-large” drafting ratio for drawing stage; “lower roving weight per unit and larger twist factor, and smaller roving package” for roving stage; using reasonable roving feed distance and larger twist, and appropriately reducing the spindle and machine speed for spinning stage. Moreover, the temperature and humidity of workshop were reasonably controlled to ensure the quality of yarn.
Key words: viscose fiber; siro-compact-spun weaving yarn; blowing-carding unit; process design; yarn quality
近年來市場上對低特粘膠純紡紗線的需求較為旺盛,為提高產品的市場競爭力,必須采用新設備、新技術和新工藝來提高產品質量檔次與技術含量。應客戶要求,生產5.91 tex粘膠純紡機織用紗,由于粘膠單纖維強力小,尤其細號粘膠紗強力較低,纖維容易散失,后道生產時極易斷頭,故須在先進紡紗設備上采用賽絡緊密紡紡紗工藝,以提高成紗表面纖維排列整齊度、成紗結構緊密度及條干均勻度,并可減少紗線毛羽,從而達到提高單紗強力之目的。
1 原料選配
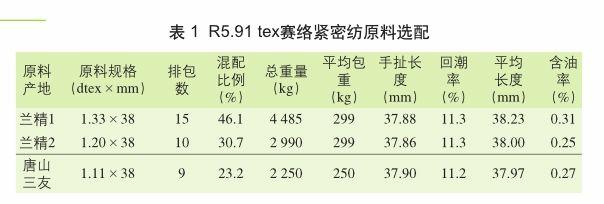
由于本產品為賽絡緊密紡純粘膠R5.91 tex(100S)紗線,屬于高檔產品,應選用色澤好、長度較長、整齊度略次、線密度適中、強度較高的粘膠。在具體原料選用時應重點考慮原料細度及疵點含量,同時考慮到粘膠纖維批與批之間的紡紗性能差異很大,為穩定成紗質量,應慎重選擇化纖生產廠家,最好采用多嘜頭生產,保證成紗條干均勻度和強力,以滿足后道織造生產要求,故原料選配時選用較細的唐山三友粘膠短纖1.11 dtex×38 mm、蘭精1.2 dtex×38 mm及蘭精粘膠短纖1.33 dtex×38 mm 3 種原料進行混配。混配抽調時注意少量分批進行,每次抽調不超過20%,以保證成紗質量穩定性及染色性能一致性。具體原料選配如表 1 所示。
2 紡紗工藝流程
德國特呂茨勒清梳聯機組(抓棉機BO-A型→多倉混棉機MX-U6型→給棉機FD-O型和開棉機T0T1型→梳棉機TC5-1型)→陜西寶花FA320A型頭并→德國特呂茨勒TD03型二并→河北太行FA468型粗紗機→日本豐田RX240型賽絡緊密紡紗機→日本村田NO.21C型全自動絡筒機。
3 主要工藝參數設計
3.1 清梳聯工藝
采用國際最先進的德國特呂茨勒清梳聯機組,該機組具有生產效率高、棉條質量好等優點。由于粘膠纖維原料總體質量較好,含雜和有害疵點不多,因此要保證成紗質量達到要求,要求清梳聯時能較好地排除細小雜質和束絲。針對粘膠纖維原料特點、設備技術特征及成紗質量要求,主要設計有關梳理工藝參數。
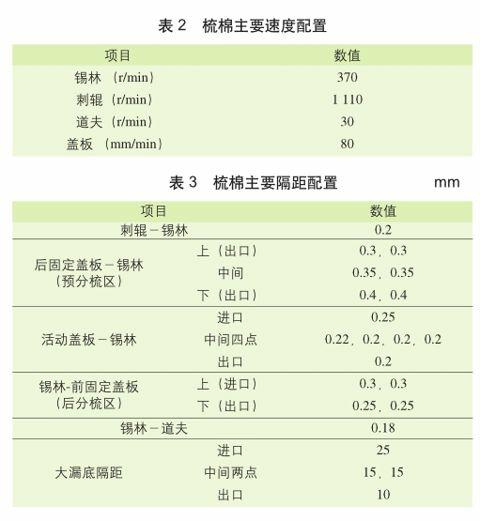
梳棉機型號為TC5-1型,其梳理主要工藝參數見表 2、表 3。
3.2 并條工藝
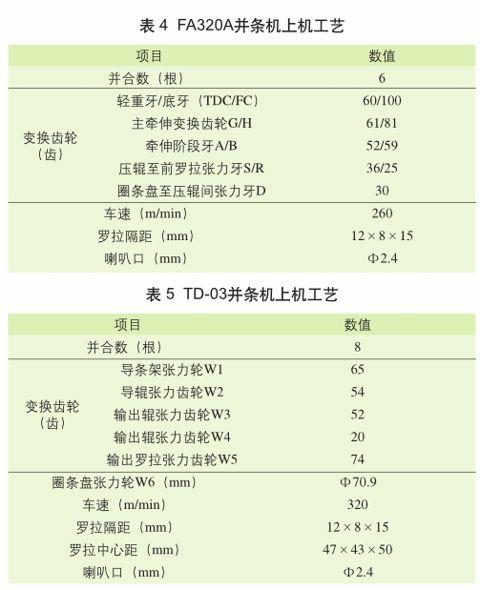
采用兩道并條工藝,頭道采用FA320A型國產并條機,二道采用德國特呂茨勒TD03型進口并條機,帶有自調勻整裝置。并條工序主要工藝參數分見表 4、表 5。
3.3 粗紗工藝
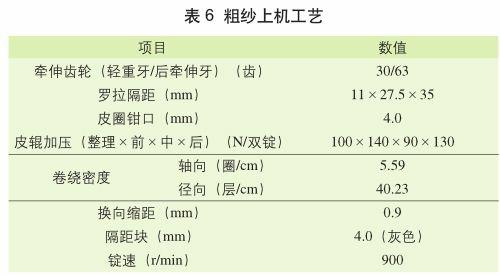
采用國產FA468型粗紗機,其上機工藝參數見表 6。
3.4 細紗工藝
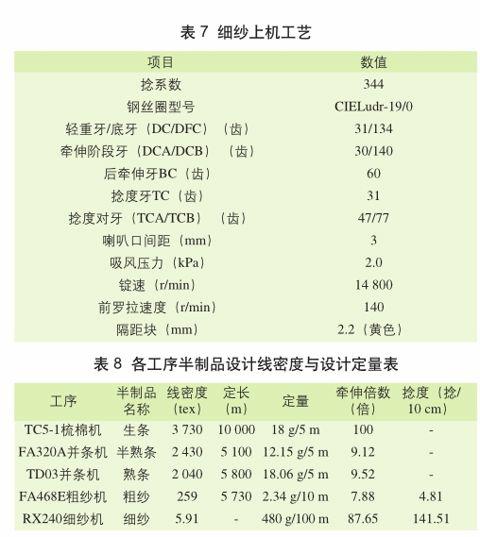
細紗采用日本豐田RX240型賽絡緊密紡紗機,其主要上機工藝參數設計見表 7。
3.5 各主要工序半制品工藝計算
根據工藝流程中設備技術特征,查閱有關設計手冊,結合產品性能特點與要求,進行合理設計與計算,計算結果匯總見表 8。
4 主要技術措施
4.1 清梳聯
由于粘膠纖維僅含有少量疵點,束絲較少,纖維之間整齊度好,松解性能好,色差小,完全可用特呂茨勒清梳聯機組替代傳統的短流程清花聯合機組與梳棉機,對原料開松、混合及梳理,能滿足成紗質量要求。采取“少量勤喂、多松少打、放大隔距”的工藝措施,以提高纖維開松度。適當減小錫林與給棉羅拉間的隔距,并降低其轉速,以減少因握持打擊對纖維造成的損傷。同時適當提高風扇速度,以加大風量,增強對凝棉的吸附力,以保證輸棉暢通。
梳棉時應使纖維充分地梳理,盡量減少纖維損傷、斷裂,并有效地排除短絨,降低棉結為主要目的。故應合理錫林與刺輥速度配比,使纖維便于從刺輥順利轉至錫林,以減少返花及棉結的產生。梳理時各類隔距應合理配置,確保棉網清晰,不致出現棉結及云斑,并提高纖維伸直平行度。
4.2 并條
并條工序兩道并條采用“先小后大”的牽伸工藝,以利于后彎鉤纖維的伸直和提高成紗強力。頭并后區牽伸倍數偏大掌握、二并后區牽伸倍數偏小掌握,以減少二道后區牽伸波對條干均勻度的影響。同時采用“重加壓、大隔距”的工藝措施以平衡牽伸過程中產生的過大牽伸力,確保纖維在牽伸過程中的運行穩定,以改善半制品條干水平。另外,應嚴格控制車間溫濕度,溫度控制在 25 ~ 30 ℃以內,相對濕度為65% ~ 70%,以減少靜電產生,避免纖維粘附機件、纏繞羅拉皮輥等,影響正常紡紗,惡化成紗條干。
4.3 粗紗
粗紗工序在保證細紗不出硬頭的前提下,偏大選取粗紗捻系數,并提高假捻作用,以增加紗條抱合力,減少紡紗過程中的意外牽伸,也有利于細紗工序后區對纖維的握持。同時采用較小的后區牽伸倍數和較大的后區隔距的工藝配置,充分發揮前膠圈牽伸功能,以改善牽伸后區摩擦力界分布,提高條干均勻度。同時,為減少意外牽伸,可將粗紗機各張力點的張力調小,粗紗定量偏輕掌握,以滿足細紗時賽絡緊密紡工藝的技術要求。適當減小粗紗卷裝,減小粗紗退繞張力,也可避免粗紗意外伸長。
4.4 細紗
細紗采用雙根粗紗喂入的賽絡緊密紡紗工藝,可減少紗線毛羽、片段不勻。紡紗時應合理選擇粗紗喂入間距,間距大,兩根須條間夾角大,單紗須條變長,張力變大,從而造成斷頭增加;間距小,賽絡紡紗的結構特征不明顯,并且成紗毛羽增加,對于該品種選取2.2 mm的粗紗喂入間距為宜。細紗時選擇較大的捻度、適當降低錠速和車速、鋼絲圈宜偏輕掌握,以減少紗線毛羽的產生。
由于細特粘膠賽絡緊密紡紗線在細紗加工中,對溫濕度比較敏感,因此,要控制好細紗車間的溫濕度,車間溫度控制在25 ~ 30 ℃以內, 濕度控制在60% ~ 65%以內。同時保證紡紗過程中加捻和卷繞部件光潔和無毛剌。
5 結語
在德國特呂茨勒清梳聯機組及日本豐田RX240型賽絡緊密紡紗機等紡紗設備上選用 3 種不同細度(1.11 dtex×38 mm、1.2 dtex×38 mm及1.33 dtex×38 mm)的粘膠纖維混配并采用賽絡緊密紡工藝,其紗線具有優良的光澤度、絹絲般的外觀、形態穩定,并有良好的彈性、懸垂性和滑爽感等特點,普受市場歡迎。究其成功之處,一是在紡紗過程中,針對粘膠纖維特性并結合設備技術特征,優化設計了各工序上機工藝參數;二是在梳理、并條、粗紗及細紗工序等采取合理技術措施;三是加強了工序質量控制與管理及車間溫濕度管理。
參考文獻
[1] 徐潼.棉型賽絡紡單紗控制裝置的設計[J].棉紡織技術,2005,33(11):42-44.
[2] 郝鳳鳴,張弦,王友俊,等.賽絡紡紗技術及紡紗實踐[J].棉紡織技術,2005,33(3):54-55.
[3] 張一鳴,陸漢軍,胡玲,等.在棉紡設備上采用賽絡紡紡滌粘復合紗[J].棉紡織技術,1999,27(12):33-35.
[4] 張一鳴,何朝軍,桂長明,等.賽絡紡滌粘復合紗的結構分析[J].棉紡織技術,2000,28(9):17-19.
[5] 趙瑞芝,張玲鴿R19. 5tex賽絡紡針織紗的生產[J].棉紡織技術,2007,35(3):47-49.
