多用氣壓打孔器的創(chuàng)新設(shè)計(jì)
2015-04-12 09:21:22胡江平
時(shí)代農(nóng)機(jī) 2015年12期
關(guān)鍵詞:示意圖細(xì)節(jié)
胡江平
(湖北工程職業(yè)學(xué)院,湖北 黃石 435000)
金屬加工領(lǐng)域中,沖孔是指在板材上打出各種圖形以適應(yīng)不同的需求。由于現(xiàn)有的打孔器在加工高硬度小尺寸的胚件時(shí),沖孔的邊角容易卷邊,毛刺在材料厚度的7%以上,需要人工進(jìn)一步打磨除毛刺,加工效率低下。再者,現(xiàn)有的打孔器僅是模刀可拆卸,而連接柱頭不可拆卸,加工不便利。
為解決現(xiàn)有技術(shù)所存在的技術(shù)問(wèn)題,創(chuàng)新設(shè)計(jì)了一種多用氣壓打孔器。
1 新型多用氣壓打孔器的結(jié)構(gòu)設(shè)計(jì)
多用氣壓打孔器由固定基座、驅(qū)動(dòng)部、連接柱頭、固定筒座、模刀、模筒等組成。圖1為多用氣壓打孔器結(jié)構(gòu)示意圖,圖2為立體結(jié)構(gòu)分解示意圖,圖3為圖2中A區(qū)域的細(xì)節(jié)放大示意圖,圖4為圖2B區(qū)域的細(xì)節(jié)放大示意圖,圖5為圖2中C區(qū)域的細(xì)節(jié)放大示意圖,圖6為圖2中夾具凸塊的立體結(jié)構(gòu)示意圖。
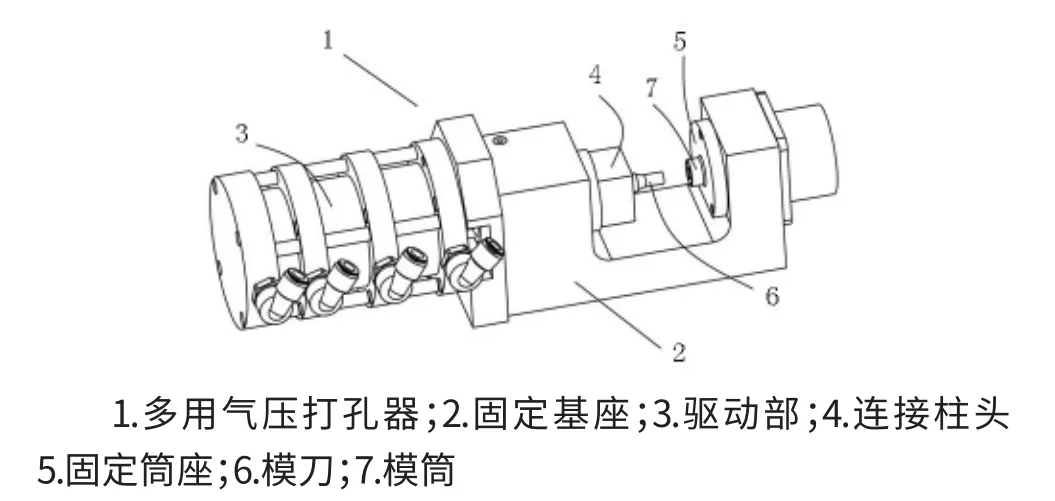
圖1 多用氣壓打孔器的結(jié)構(gòu)示意圖

圖2 立體結(jié)構(gòu)分解示意圖

圖3 A區(qū)域的細(xì)節(jié)放大示意圖
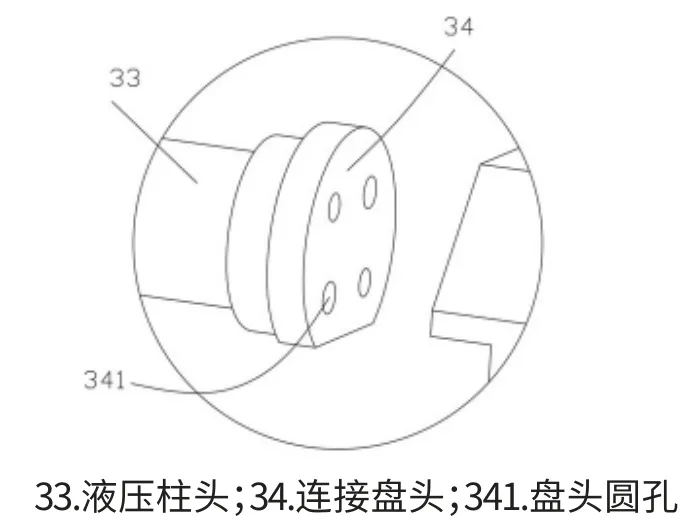
圖4 B區(qū)域的細(xì)節(jié)放大示意
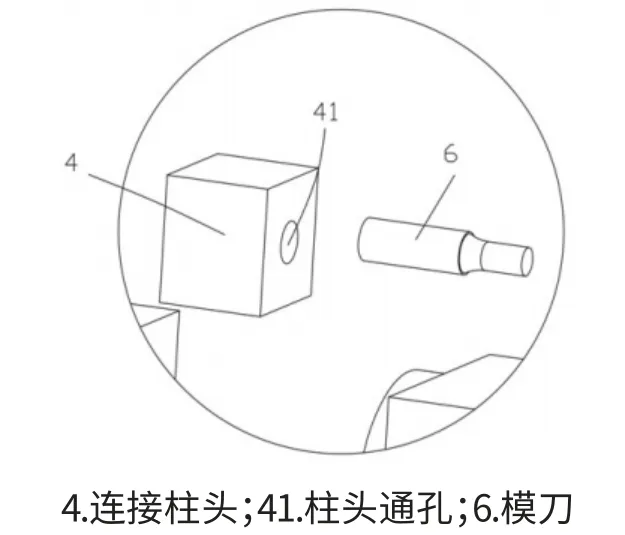
圖5 C區(qū)域的細(xì)節(jié)放大示意圖
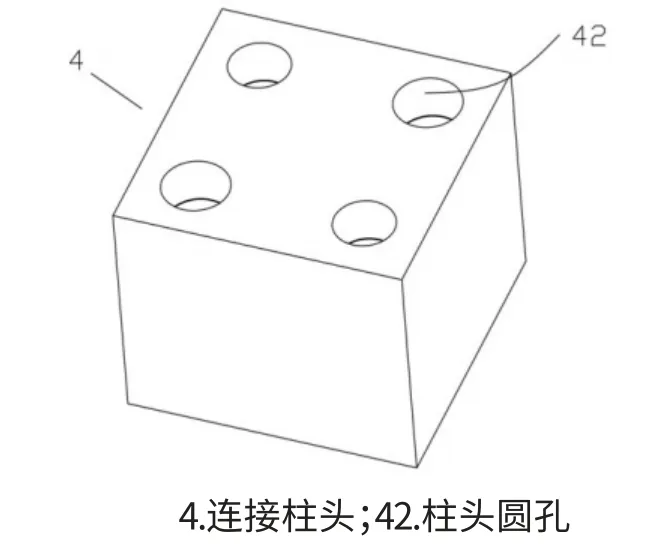
圖6 夾具凸塊的立體結(jié)構(gòu)示意圖
如圖2至圖6所示,固定基座2的尾部設(shè)有一驅(qū)動(dòng)部3,該固定基座2的一端設(shè)有一中空的引導(dǎo)圓孔21,其另一端設(shè)有一柱狀的固定筒座5,該固定筒座5的頭部設(shè)有一模筒7。驅(qū)動(dòng)部3包含一液壓筒體31,液壓筒體31的頭部設(shè)有一可伸縮的液壓柱頭33,液壓筒體31的側(cè)壁上設(shè)有由液壓接嘴32組成的液壓接嘴陣列。液壓柱頭33的頭部設(shè)有一圓盤狀的連接盤頭34,連接盤頭34上設(shè)有一可拆卸的連接柱頭4,該連接柱頭4上設(shè)有一可拆卸的模刀6。
連接盤頭34上設(shè)有4個(gè)盤頭圓孔341,連接柱頭4的外側(cè)壁上設(shè)有一柱頭通孔41,連接柱頭4的內(nèi)側(cè)壁上設(shè)有4個(gè)柱頭圓孔42。模刀6設(shè)置在柱頭通孔41內(nèi),盤頭圓孔341與柱頭圓孔42通過(guò)銷釘固定連接。液壓接嘴32之間相互貫通。
2 新型多用氣壓打孔器的工作原理
在沖孔加工時(shí),使用者將管狀的胚件直接套到模筒7上,然后啟動(dòng)驅(qū)動(dòng)部3上的液壓接嘴32,使得液壓柱頭33推動(dòng)連接柱頭4,使得模刀6直接插入胚件中。液壓柱頭33繼續(xù)推動(dòng)連接柱頭4,在模刀6的擠壓下,使得胚件的孔徑增大到預(yù)設(shè)的尺寸,完成沖孔作業(yè)。
由于采用可更換的連接柱頭4和可更換的模刀6,使用者可以輕松更換模刀6,更換方便,加工便利。由于采用由液壓接嘴32組成的液壓接嘴陣列,驅(qū)動(dòng)壓力大,可靠性好,施力均勻,特別適合高硬度金屬的沖孔加工,實(shí)用性強(qiáng)。
3 結(jié)語(yǔ)
作業(yè)時(shí),新型多用氣壓打孔器利用可更換的連接柱頭和可更換的模刀,加工方便。同時(shí)由于采用液壓接嘴陣列,驅(qū)動(dòng)壓力大、可靠性好,毛刺可以控制在材料厚度的1%~3%內(nèi),提高了生產(chǎn)效率。
猜你喜歡
《學(xué)習(xí)方法報(bào)》歷史中考版(2023年21期)2023-11-09 07:40:38
家庭影院技術(shù)(2020年10期)2020-12-14 07:53:50
數(shù)學(xué)小靈通(1-2年級(jí))(2020年9期)2020-10-27 03:24:18
當(dāng)代貴州(2019年41期)2019-12-13 09:28:56
小學(xué)生優(yōu)秀作文(低年級(jí))(2018年10期)2018-10-13 01:56:50
小學(xué)生優(yōu)秀作文(低年級(jí))(2018年6期)2018-05-19 01:54:35
Coco薇(2016年10期)2016-11-29 19:59:58
山東青年(2016年1期)2016-02-28 14:25:30
中國(guó)共青團(tuán)(2015年7期)2015-12-17 01:24:38
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2014年2期)2014-04-02 08:50:44
- 時(shí)代農(nóng)機(jī)的其它文章
- 機(jī)車制動(dòng)技術(shù)的“任務(wù)型教學(xué)”實(shí)踐
- 《汽車構(gòu)造與拆裝》課程的教學(xué)情境設(shè)計(jì)
- 基于S-ISAL教學(xué)法的商務(wù)英語(yǔ)人才翻譯能力研究
- “線索式”靶向目標(biāo)在CAXA制造工程師課程建設(shè)中的應(yīng)用
- 高等職業(yè)教育的“關(guān)鍵能力”培養(yǎng)思考
——以工程機(jī)械運(yùn)用與維護(hù)專業(yè)為例 - 高校會(huì)計(jì)專業(yè)實(shí)踐教學(xué)考核體系的構(gòu)建研究
——以J學(xué)院為例