雙資源批量生產(chǎn)柔性作業(yè)車間多目標調(diào)度方法
2015-04-14 12:28:06吳立云
計算機工程與應(yīng)用 2015年1期
曾 強,沈 玲,任 華,吳立云
1.河南理工大學(xué) 能源科學(xué)與工程學(xué)院,河南 焦作 454000
2.河南理工大學(xué) 安全科學(xué)與工程學(xué)院,河南 焦作 454000
1 引言
批量生產(chǎn)是機械工業(yè)的主要生產(chǎn)類型,據(jù)調(diào)查,我國多品種中、小批量生產(chǎn)的產(chǎn)值約占到機械工業(yè)總產(chǎn)值的75%~85%[1]。然而,我國批量生產(chǎn)企業(yè)的生產(chǎn)效率低下,主要表現(xiàn)在3個方面:(1)設(shè)備平均有效時間只有約25%[1];(2)物料在流動過程中有高達95%的時間處于不增值的活動中(其中大部分時間處于等待活動中)[2-3];(3)產(chǎn)品的生產(chǎn)周期長,庫存成本高,庫存周轉(zhuǎn)率遠遠低于國外先進企業(yè)[2,4]。造成生產(chǎn)效率低下的一個主要原因在于生產(chǎn)調(diào)度多依賴經(jīng)驗進行,調(diào)度方案過于粗放。因此,有必要研究并提出一種有效的批量生產(chǎn)精細化調(diào)度方法以輔助生產(chǎn)管理。
雙資源批量生產(chǎn)柔性作業(yè)車間多目標調(diào)度屬于批量生產(chǎn)柔性作業(yè)車間調(diào)度問題之一。文中的雙資源是指設(shè)備和人力。文中的精細化調(diào)度是指對調(diào)度問題考慮更精細使調(diào)度方案更接近實際應(yīng)用,在調(diào)度方案的獲取過程中應(yīng)用一些精細化調(diào)度技術(shù)以充分縮短完工時間。這些精細化調(diào)度技術(shù)主要包括時間分離、平行作業(yè)、交叉作業(yè)、間隙擠壓、人機作業(yè)匹配5個方面。時間分離是指將調(diào)整時間從工序總時間中分離出來,可使下道工序提前準備,從而可壓縮一個調(diào)整時間[5-6]。平行作業(yè)指相同的產(chǎn)品同時在數(shù)臺相同或相似的設(shè)備上加工[7]。針對批量生產(chǎn)方式,若將同一種產(chǎn)品劃分成若干個加工子批(稱為批量劃分),允許同一種產(chǎn)品的不同加工子批在不同的設(shè)備上同時加工,即可實現(xiàn)平行作業(yè)。批量劃分本身又是一個復(fù)雜的優(yōu)化問題。文獻[8]指出加工批量與生產(chǎn)周期存在U型關(guān)系,表明理論上存在最佳加工批量。批量劃分一般應(yīng)遵循如下3種原則:最小分批原則、等量分批原則和直接批量原則[5],論文研究等量分批。批量劃分與調(diào)度相互影響,對批量劃分和調(diào)度的處理方式有兩種:其一是分步策略,即先劃分批量,再進行調(diào)度;其二是集成策略,即將批量劃分與調(diào)度同時進行[9],本文研究前者。交叉作業(yè)指一批制品在上道工序尚未加工完畢時,將已完成的部分制品轉(zhuǎn)至下道工序開始加工[7]。對于批量生產(chǎn),可考慮將加工子批分解成多個移動子批,生產(chǎn)過程中每加工一個或若干個移動子批就將其搬運至下道工序開始加工,從而實現(xiàn)同一加工子批前后工序的交叉。從生產(chǎn)組織形式上通常采用平順移動方式。然而,平順移動方式進一步增加了生產(chǎn)調(diào)度的難度。間隙擠壓指對于工序的時間安排采用“見縫插針”的方式,在時間軸上從左到右依次搜索加工資源的空閑時間段,將工序安排在該資源的最早可行時間段[10]。這種工序安排方式有利于減少資源的等待時間,加快物料流動,從而提高生產(chǎn)效率。人機作業(yè)匹配是指工人、設(shè)備與工序應(yīng)達到準確匹配,否則可能造成調(diào)度方案不可行。文獻[11-14]均假設(shè)若工人能操作某設(shè)備,則能操作所有能在該設(shè)備上加工的工序,這與實際并不相符。實際生產(chǎn)中,工人往往能操作某設(shè)備上的部分工序而不是全部工序,不能簡單地說該工人能或不能操作該設(shè)備。
基于以上分析,本文提出了一種雙資源批量生產(chǎn)柔性作業(yè)車間多目標精細化調(diào)度方法。針對雙資源批量生產(chǎn)柔性作業(yè)車間多目標調(diào)度問題特點,建立了一類以制造成本最低和完工時間最短為優(yōu)化目標的雙資源等量分批柔性作業(yè)車間調(diào)度多目標優(yōu)化模型;提出了5種雙資源批量生產(chǎn)柔性作業(yè)車間精細化調(diào)度技術(shù);針對模型提出并設(shè)計了一種改進的NSGA II算法。
2 多目標調(diào)度優(yōu)化模型
2.1 問題描述
車間調(diào)度人員需對N種按批量生產(chǎn)方式生產(chǎn)的產(chǎn)品在K臺設(shè)備、R名工人中安排生產(chǎn),產(chǎn)品i的加工過程由ni道工序組成。假設(shè):(1)同一工序可選擇不同的設(shè)備和工人加工,因設(shè)備性能、工人技術(shù)水平不同,加工時間和調(diào)整時間可不同;(2)工序在設(shè)備k上由工人r加工的調(diào)整時間和加工時間確定,加工子批的裝卸時間計算在加工時間內(nèi);(3)加工子批按平順移動方式移動,其移動時間可忽略;(4)加工子批具有相同優(yōu)先級;(5)加工為非搶占式。要求:合理安排調(diào)度方案,在滿足上述假設(shè)條件及一定約束條件下使制造成本最低、完工時間最短。
2.2 變量定義
為便于模型的描述,定義了如表1所示的變量。表1中,已知Qi、Li、Di、H、Bi、Gi的關(guān)系如下:

2.3 優(yōu)化模型
以制造成本最低、完工時間最短為優(yōu)化目標,建立一類柔性作業(yè)車間等量分批調(diào)度多目標優(yōu)化模型。
(1)目標函數(shù)
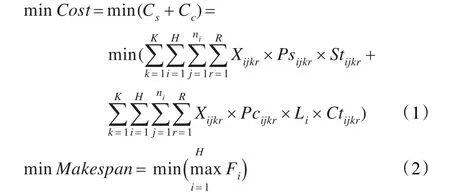
其中,式(1)表示制造成本最小化,式(2)表示完工時間最小化。

表1 變量定義
(2)決策變量
影響兩個優(yōu)化目標的因素有產(chǎn)品加工批量A={A1,A2,…,AN},產(chǎn)品移動批量D={D1,D2,…,DN},設(shè)備,工人選擇矩陣X和加工子批的加工順序S。因變量多導(dǎo)致組合空間過大,為提高求解效率,現(xiàn)將問題加以適當(dāng)簡化,即將決策變量取為 X和S,而A和D則由調(diào)度人員根據(jù)經(jīng)驗和實際需要確定。

(3)約束條件其中,式(3)表示若Ji的工序j-1與j工序所用設(shè)備不同,則任意移動子批s的工序j必須在工序j-1完工后才能開始加工;式(4)表示若Ji的工序j-1與工序j所用設(shè)備相同,則工序j的第一移動子批下道工序必須在工序j-1全部完工后才能開始準備;式(5)表示任意工序的完工時刻與開始時刻之差不能小于工序總時間;式(6)表示同一設(shè)備k、工人r不能同時加工兩個工序;式(7)表示某工序唯一由K臺設(shè)備中的一臺、R名工人中的一名獨立完成。
3 精細化調(diào)度關(guān)鍵技術(shù)
本文提出的精細化調(diào)度技術(shù)如圖1和表2所示。圖1(a)表示將產(chǎn)品i等量分批得到3個加工子批J1、J2、J3,它們可以選擇同種或相似設(shè)備和工人進行并行作業(yè);圖1(b)表示將加工子批Ji的工序j的總時間分成調(diào)整時間(黑色)和加工時間(白色),通過二者的分離可實現(xiàn)下道工序提前準備從而壓縮一個調(diào)整時間;圖1(c)表示通過平順移動實現(xiàn)交叉作業(yè)從而進一步縮短完工時間;圖1(d)表示采用“間隙擠壓法”在時間軸上從左向右為加工子批Ji的工序j尋找設(shè)備k和工人r的共同空閑時間段將該工序插入,從而可減少設(shè)備和工人的“時間碎片”并縮短完工時間。表2為雙資源人機作業(yè)匹配技術(shù),此表表示加工子批Ji的工序j可在設(shè)備M3或設(shè)備M4上加工,若選擇在設(shè)備M3上加工,則可行工人有W3和W5,對應(yīng)的加工參數(shù)為 (Ctij33,Stij33,Pcij33,Psij33)和 (Ctij35,Stij35,Pcij35,Psij35),若選擇在設(shè)備M4上加工,則可行工人有W2和W4,對應(yīng)的加工參數(shù)為(Ctij42,Stij42,Pcij42,Psij42)和 (Ctij44,Stij44,Pcij44,Psij44)。
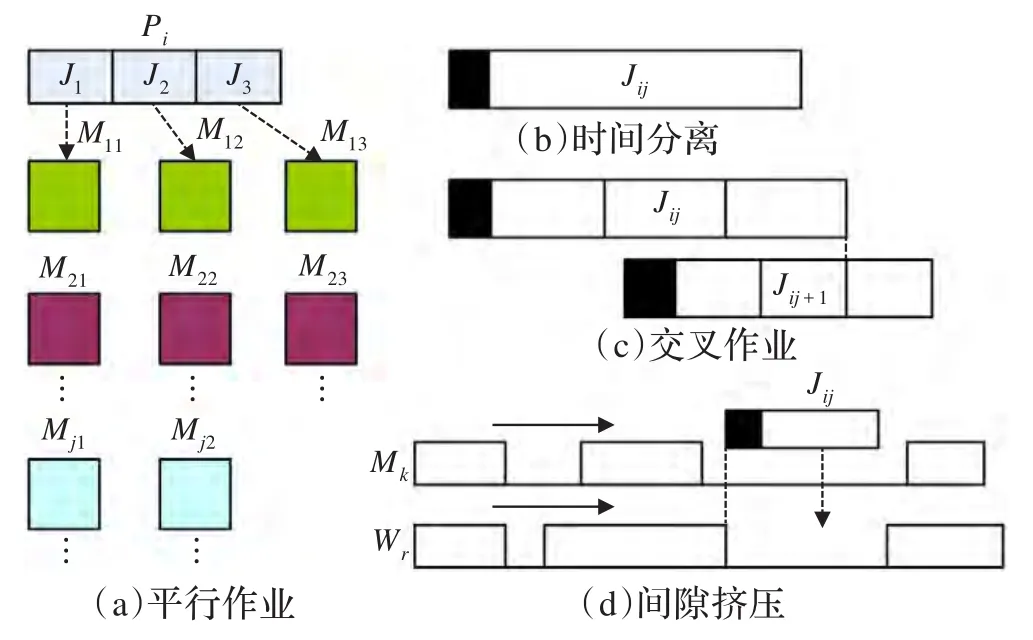
圖1 精細化調(diào)度技術(shù)
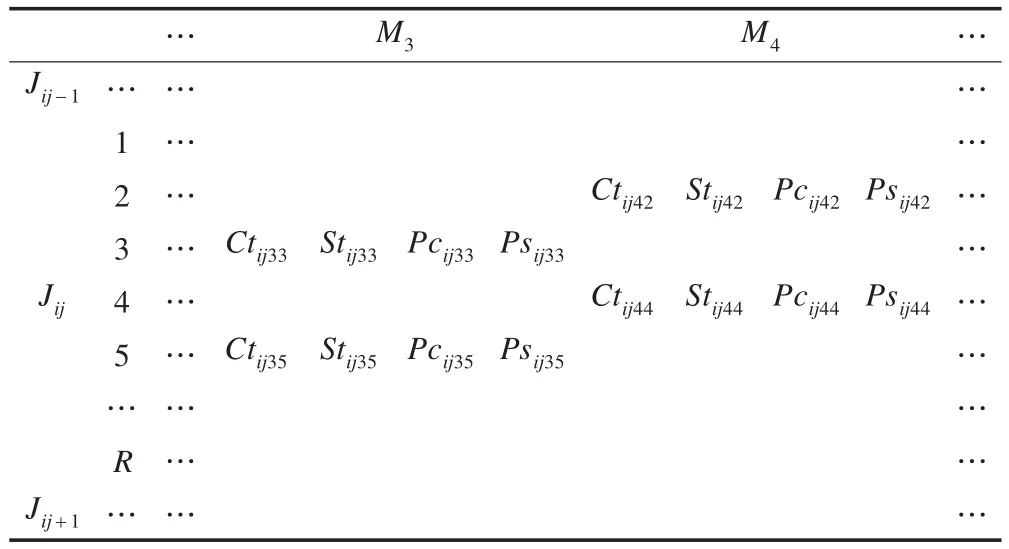
表2 雙資源人機作業(yè)匹配技術(shù)
4 改進的NSGA II算法
針對模型特點,提出并設(shè)計了一種改進的NSGA II算法。
4.1 定義對象
按照文獻[15-16]的方法,算法設(shè)計中采用面向?qū)ο蠹夹g(shù)來處理復(fù)雜的實體關(guān)系。在算法中定義了如圖2所示的4類對象,其中,Mach()為設(shè)備對象數(shù)組,Worker()為設(shè)備對象數(shù)組,J為加工子批對象數(shù)組,Chr()為染色體對象數(shù)組。各對象屬性說明如表3(為便于編寫算法,對屬性采用了計算機語言取名,這些屬性與多目標優(yōu)化模型中的數(shù)學(xué)符號有所不同,但含義一致)。
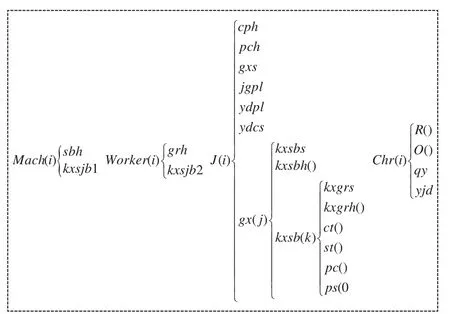
圖2 定義對象

表3 屬性說明
4.2 算法流程
算法總體流程如圖3[15-16]所示。
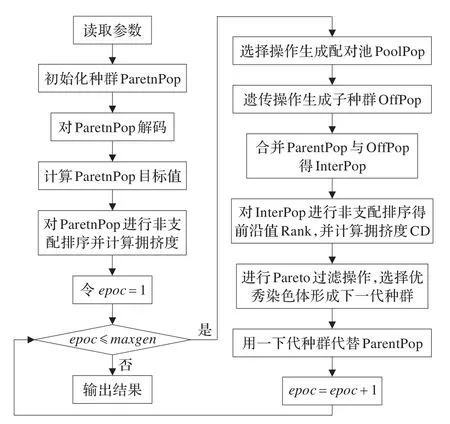
圖3 算法流程圖
4.3 獲取參數(shù)
參數(shù)是調(diào)度算法進行運算的依據(jù),算法中主要涉及的參數(shù)有產(chǎn)品參數(shù)(包括各產(chǎn)品產(chǎn)量、加工批量、加工子批數(shù)、工序數(shù)、移動批量、工藝流程),遺傳算法參數(shù)(包括種群數(shù)popsize、交叉比例cr、變異比例mr、最大迭代次數(shù)maxgen)和設(shè)備時間狀態(tài)參數(shù)。讀取上述參數(shù)后,算法根據(jù)各產(chǎn)品產(chǎn)量、加工批量將各產(chǎn)品進行分批,得到從1開始依次增大的加工子批J(i),i∈(1,H),并對各加工子批J(i)的各屬性進行賦值,以便于算法中對J(i)各屬性進行調(diào)用;同理,算法將設(shè)備時間狀態(tài)參數(shù)賦給Mach(i),i∈(1,K)以備進行間隙擠壓安排生產(chǎn)任務(wù)。
4.4 編碼方式及種群初始化
如式(8)所示,Chr(i).R為n×14的數(shù)組(n為工序總數(shù)),第1~7列為編碼所用,第8~14列為解碼所用。其中,第1列為工序號(從1開始依次增1至n),第2列為加工子批號(1~H中的整數(shù),各整數(shù)出現(xiàn)的次數(shù)為該加工子批對應(yīng)的工序數(shù)),第3列為各加工子批出現(xiàn)的次數(shù),第4列為各工序選擇的可行設(shè)備索引號,第5列為各工序選擇的設(shè)備編號,第6列為各工序選擇的可行工人索引號,第7列為各工序選擇的工人編號。
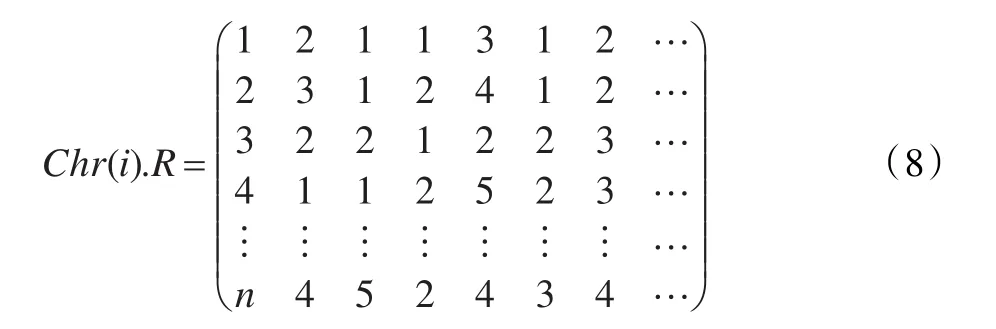
式(8)所示的染色體編碼的獲得過程如下:(1)為Chr(i).R的第1列賦從1~n的工序號;(2)根據(jù)J(j).gxs,j∈(1,H)生成合法的加工順序編碼賦給Chr(i).R的第2列;(3)算法判斷第2列各位上的數(shù)字分別出現(xiàn)的序號賦給Chr(i).R的第3列;(4)令j=1,2,…,n,對每個j產(chǎn)生1~J(Chr(i).R(j,2)).gx(Chr(i).R(j,3)).kxsbs的隨機整數(shù)賦給Chr(i).R的第j行第4列;(5)令j=1,2,…,n,對每個j將J(Chr(i).R(j,2)).gx(Chr(i).R(j,3)).kxsbh(chr(i).R(j,4))賦給Chr(i).R的第j行第5列;(6)令j=1,2,…,n,對每個j,產(chǎn)生1~J(Chr(i).R(j,2)).gx(Chr(i).R(j,3)).kxsb(Chr(i).R(j,4)).kxgrh的隨機整數(shù)賦給Chr(i).R的第j行第6列;(7)令j=1,2,…,n,對每個j將J(Chr(i).R(j,2)).gx(Chr(i).R(j,3)).kxsb(chr(i).R(j,4)).kxgrh(Chr(i).R(j,6)) 賦 給Chr(i).R的第j行的第7列。可見,通過這種方式獲得染色體編碼保證了可行性。
令i=1,2,…,popsize,對Chr(i),按照上述過程對Chr(i).R賦值,重定義Chr(i).O(2),2為目標數(shù),從而完成種群初始化。
4.5 交叉操作
僅針對加工順序采用置換交叉方式進行交叉[17]。具體交叉操作如下:為保證不破壞同一加工子批各工序之間的先后順序,交叉過程固定一個父體加工順序編碼中某個加工子批號不動,將另一父體加工順序編碼中除該加工子批號以外的加工子批號從上到下依次填入本父體加工順序編碼中,同時將對應(yīng)的可行設(shè)備索引號、可行設(shè)備號、可行工人索引號和可行工人號一同交換。
4.6 變異操作
分別針對加工順序、加工設(shè)備和工人采用分段變異方式進行變異[13]。具體變異方式操作如下:
(1)加工順序變異
對Chr(i),產(chǎn)生一個1~n之間的隨機整數(shù)mp,以mp為基準在Chr(i).R的第2列向上向下分別尋找與Chr(i).R(mp,2)相同的位置,設(shè)為k1、k2且k1<k2(若向上未找到則令k1=1,若向下未找到令k2=n),再產(chǎn)生一個k1+1~k2的隨機整數(shù)j,將Chr(i).R(mp,2)、Chr(i).R(mp,4)、Chr(i).R(mp,5)、Chr(i).R(mp,6)、Chr(i).R(mp,7)移動到j(luò)行之前。
(2)設(shè)備變異
對Chr(i),產(chǎn)生一個1~n之間的隨機整數(shù)mp,再產(chǎn)生 1~J(Chr(i).R(mp,2)).gx(Chr(i).R(mp,3)).kxsbs的 隨 機整數(shù)賦給Chr(i).R第mp行第4列,同時將J(Chr(i).R(mp,2)).gx(Chr(i).R(mp,3)).kxsbh(chr(i).R(mp,4))賦給Chr(i).R的第mp行第5列。產(chǎn)生1~J(Chr(i).R(mp,2)).gx(Chr(i).R(mp,3)).kxsb(Chr(i).R(mp,4)).kxgrs的隨機整數(shù)賦給Chr(i).R第mp行第6列,同時將J(Chr(i).R(mp,2)).gx(Chr(i).R(mp,3)).kxsb(Chr(i).R(mp,4)).kxgrh(chr(i).R(mp,6))賦 給Chr(i).R的第mp行第7列。
(3)工人變異
對Chr(i),產(chǎn)生一個1~n之間的隨機整數(shù)mp,產(chǎn)生1~J(Chr(i).R(mp,2)).gx(Chr(i).R(mp,3)).kxsb(Chr(i).R(mp,4)).kxgrs的隨機整數(shù)賦給Chr(i).R第mp行第6列,同時將J(Chr(i).R(mp,2)).gx(Chr(i).R(mp,3)).kxsb(Chr(i).R(mp,4)).kxgrh(chr(i).R(mp,6))賦給Chr(i).R的第mp行第7列。
4.7 解碼操作
解碼操作的目的是計算Chr(i).R的第8~14列值,其中第8列為調(diào)整時間,第9列為加工時間,第10列為開始準備時刻,第11列為開始加工時刻,第12列為完工時刻,第13列為調(diào)整成本,第14列為加工成本。解碼思路如下:從第1道工序開始,根據(jù)Chr(i).R的第1~7列值,可以從J數(shù)組中讀取相應(yīng)的Ct、St、Pc、Ps值,在安排各工序的起始時刻時考慮平順移動,即按照平順移動方式找到某工序的最早開始加工時刻和最早完工時刻,然后根據(jù)Mach數(shù)組采用“間隙擠壓”技術(shù)在時間軸上從上到下尋找對應(yīng)設(shè)備號和工人號的共同空閑時間段,若該空閑時間段能容納該工序,則將該工序以最早開始加工時刻和最早完工時刻安排在該空閑時間段,同時更新相應(yīng)設(shè)備和工人的空閑時間段,否則繼續(xù)尋找下一個共同的空閑時間段。在得到R的第8~14列之后,將第12列之最大值賦給Chr(i).O(1),將Chr(i).R的第13、14列之和賦給Chr(i).O(2),至此解碼結(jié)束。
5 案例分析
以Excel 2007及其VBA為編程工具實現(xiàn)了上述算法,并通過重慶某船舶配套企業(yè)某機械加工車間的應(yīng)用案例對本文方法進行了有效性驗證。該車間在某調(diào)度周期內(nèi)計劃由10臺數(shù)控設(shè)備(編號為D001~D010),7名工人(編號為W001~W007)來完成4種產(chǎn)品(P1~P4)的生產(chǎn)。產(chǎn)品生產(chǎn)量Q1~Q4分別為120件、100件、80件、100件。各產(chǎn)品加工工藝參數(shù)如表4,表中Ct為工序單件加工時間(單位為h),St為加工子批的調(diào)整時間(單位為h),Pc為單位時間加工成本(單位為元/h),Ps為單位時間調(diào)整成本(單位為元/h)。從表4可見:(1)工序總時間被分離成準備時間St和加工時間Ct;(2)因設(shè)備為數(shù)控設(shè)備,由不同的工人操作時單件加工時間相等,但因工人熟練程度和水平不同,導(dǎo)致同一工序由同一設(shè)備不同工人加工時的調(diào)整時間不同;(3)同一工序的單位時間加工成本和單位時間調(diào)整成本因設(shè)備和工人不同而有所差異;(4)設(shè)備、工人和工序進行了更細致的匹配,因工序技術(shù)要求不同,某工人能操作某設(shè)備并不代表能操作由該設(shè)備承擔(dān)的所有工序,具體如何匹配根據(jù)實際情況而定。取popsize=50,maxgen=200,cr=0.6,mr=0.4。
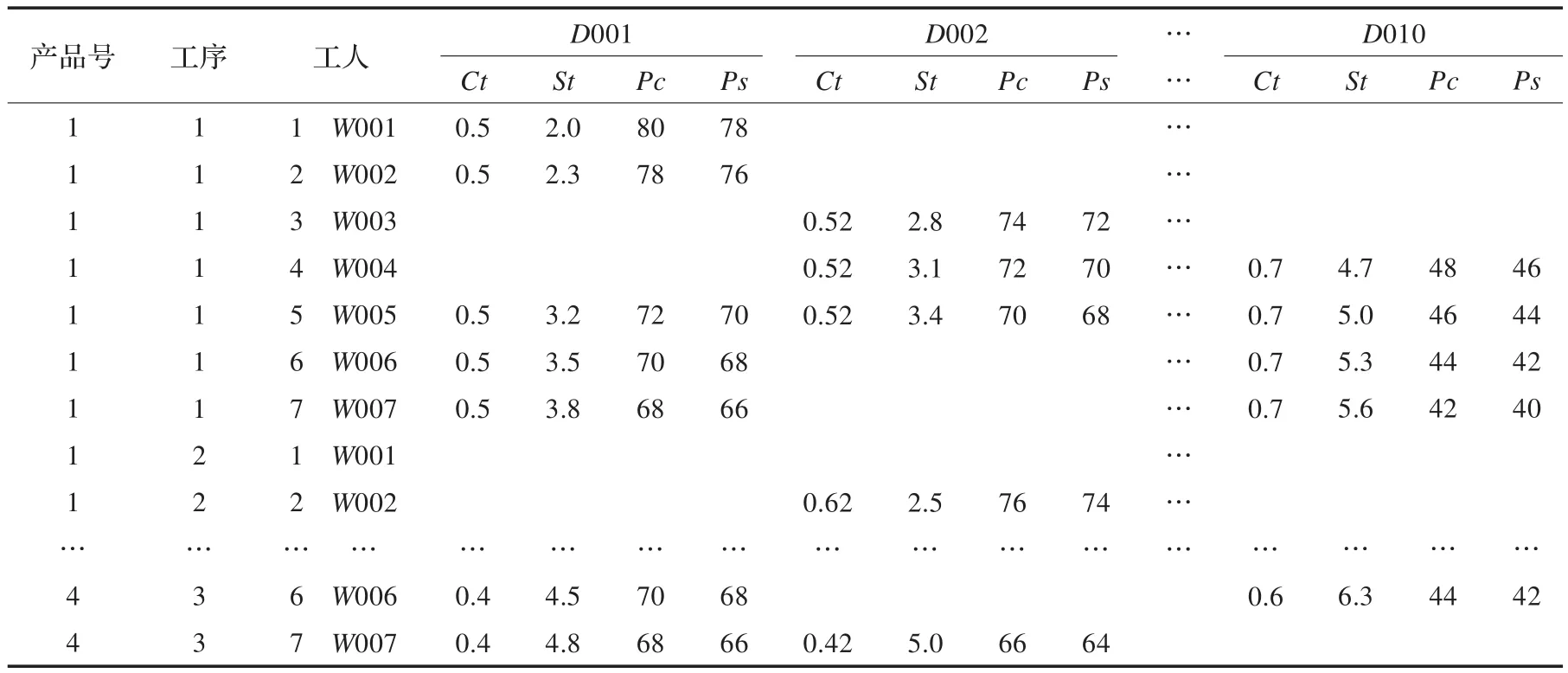
表4 產(chǎn)品工藝參數(shù)
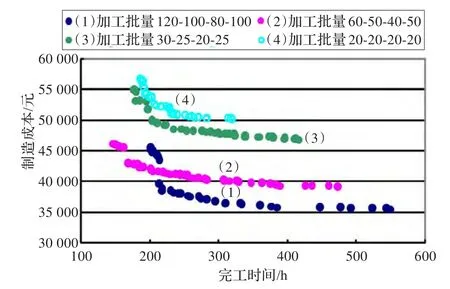
圖4 加工批量變化對Pareto解集的影響
為驗證等量分批對生產(chǎn)效率的影響,建立了4種典型分批方案:(1)加工批量120-100-80-100;(2)加工批量60-50-40-50;(3)加工批量 30-25-20-25;(4)加工批量20-20-20-20。取移動批量與加工批量相等。分別對以上4種方案運用相同的工藝參數(shù)和遺傳參數(shù)進行進化計算,將得到如圖4所示的Pareto圖。從圖4可得到如下兩個結(jié)論:(1)在一定范圍內(nèi),加工批量越小,完工時間越短,但加工批量不宜過小;(2)加工批量越小,制造成本越高。產(chǎn)生這種調(diào)度結(jié)果的原因是,在一定范圍內(nèi),隨著加工批量減小,加工子批數(shù)增加,使同一產(chǎn)品可分成更多的加工子進行并行作業(yè),這種并行作業(yè)對完工時間帶來的正效應(yīng)大于因調(diào)整時間增加對完工時間帶來的負效應(yīng),從而使完工時間得以縮短;若加工批量過小,并行作業(yè)對完工時間帶來的正效應(yīng)可能小于調(diào)整時間增加量對完工時間帶來的負效應(yīng),從而使完工時間得以延長;從制造成本的角度來看,加工批量越小,加工子批數(shù)增加,調(diào)整次數(shù)及調(diào)整成本必然上升,使制造成本上升。從圖4可見,方案(2)是比較合理的分批方案。
為進一步驗證平順移動對生產(chǎn)效率的影響,取加工批量60-50-40-50,建立3種移動分批方案:(1)移動批量60-50-40-50;(2)移動批量 15-10-10-10;(3)移動批量5-5-5-5。分別對以上3種方案運用相同的工藝參數(shù)和遺傳參數(shù)進行進化計算,得到如圖5所示的Pareto圖。從圖5可得結(jié)論:通過將加工批量分成移動批量進行平順移動可使調(diào)度方案的完工時間縮短,但移動批量也不宜過小,移動批量過小,移動次數(shù)增加,不僅給物料搬運人員造成較大工作量,而且完工時間的縮短會不太明顯。

圖5 移動批量變化對Pareto解集的影響
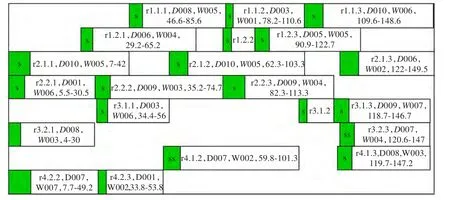
圖6 某Pareto解對應(yīng)的加工子批甘特圖
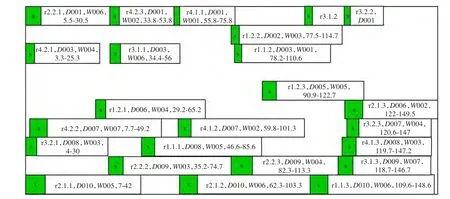
圖7 某Pareto解對應(yīng)的設(shè)備甘特圖

圖8 某Pareto解對應(yīng)的工人甘特圖
圖6~圖8分別是某Pareto解(完工時間為149.5 h,制造成本為48 093.1元)對應(yīng)的加工子批甘特圖、設(shè)備甘特圖和工人甘特圖。圖6中每一行橫道代表一個加工子批的生產(chǎn)作業(yè)計劃,從圖6中可見,4種產(chǎn)品被分成8個加工子批,以左上角的橫道為例說明其中文字和數(shù)字的含義,符號“s”代表調(diào)整時間,圖中用綠色繪出,符號“r”代表工序,1.1.1代表產(chǎn)品1的第1個加工子批的第1道工序;文字“D008”代表該工序被安排在設(shè)備D008上加工;文字“W005”代表該工序由工人W005操作;46.6~85.6代表從46.6 h開始該工序的加工到85.6 h完成該工序的加工。從圖6可見部分工序加工時間段產(chǎn)生一定程度的重疊,例如r1.1.1(46.6~85.6)和r1.1.2(78.2~110.6)發(fā)生了重疊,產(chǎn)生這種重疊現(xiàn)象的原因正是因為在解碼過程中采用了平順移動的效果,通過平順移動,同一加工子批的下道工序可提前開始加工,從而產(chǎn)生時間上的重疊。圖7中每一行橫道代表一臺設(shè)備的生產(chǎn)作業(yè)計劃,從上到下分別為D001~D010的生產(chǎn)作業(yè)計劃;圖8中每一行橫道代表一名工人的生產(chǎn)作業(yè)計劃,從上到下分別為W001~W007的生產(chǎn)作業(yè)計劃。
6 結(jié)論
針對雙資源批量生產(chǎn)柔性作業(yè)車間多目標調(diào)度問題,提出了一種雙資源等量分批柔性作業(yè)車間多目標精細化調(diào)度方法。本文研究結(jié)論如下:
(1)適當(dāng)分批生產(chǎn)可縮短完工時間,但分批生產(chǎn)會造成制造成本上升,多目標優(yōu)化其實質(zhì)是在制造成本和完工時間二者之間進行權(quán)衡。
(2)若采用平順移動方式,則隨著移動批量的減小會縮短完工時間,但移動批量過小會造成移動次數(shù)大大增加,生產(chǎn)組織協(xié)調(diào)難度增加。
(3)將工人、設(shè)備與工序達到準確匹配有利于保證生產(chǎn)作業(yè)計劃的可行性。
(4)本文提出的多目標精細化調(diào)度方法,可輔助調(diào)度人員在加工批量和移動批量確定的情況下快速找到滿意的調(diào)度方案。
[1]周延佑,陳長年.多品種、單件、小批量生產(chǎn)和少品種、大批量生產(chǎn)解決方案的新發(fā)展[J].制造技術(shù)與加工設(shè)備,2007,5:28-36.
[2]齊二石,方慶琯.物流工程[M].北京:機械工業(yè)出版社,2008.
[3]易樹平.基礎(chǔ)工業(yè)工程[M].北京:機械工業(yè)出版社,2004.
[4]鮑勃,喬迪.物流與庫存管理手冊[M].北京:電子工業(yè)出版社,2003.
[5]潘全科,朱劍英.多工藝路線的批量生產(chǎn)調(diào)度優(yōu)化[J].機械工程學(xué)報,2004,40(4):36-39.
[6]周亞勤,李蓓智,楊建國.考慮批量和輔助時間等生產(chǎn)工況的智能調(diào)度方法[J].機械工程學(xué)報,2006,42(1):52-56.
[7]馮根堯,顏蕾.生產(chǎn)與運作管理[M].重慶:重慶大學(xué)出版社,2003.
[8]Karmarkar U S,Kekre S.Lot-sizing in multi-item multimachine job shops[J].IIE Transactions,1985,17:290-298.
[9]熊紅云,何鉞.面向柔性生產(chǎn)線的分批與調(diào)度集成模型及其遺傳啟發(fā)算法[J].長沙鐵道學(xué)院學(xué)報,2001,19(1):51-55.
[10]吳秀麗,孫樹棟,余建軍,等.多目標柔性作業(yè)車間調(diào)度優(yōu)化研究[J].計算機集成制造系統(tǒng),2006,12(5):731-736.
[11]孫志峻,朱劍英,潘全科.基于遺傳算法的多資源作業(yè)車間智能優(yōu)化調(diào)度[J].機械工程學(xué)報,2002,38(4):120-125.
[12]劉愛軍,楊育,朱明華,等.基于人機協(xié)同優(yōu)化配置的多目標動態(tài)車間調(diào)度[J].系統(tǒng)工程,2010,28(3):46-52.
[13]劉曉霞,蔡剛毅,謝里陽.雙資源作業(yè)車間雙目標調(diào)度優(yōu)化研究[J].組合加工設(shè)備與自動化技術(shù),2009(10):107-112.
[14]孫志峻,朱劍英.雙資源作業(yè)車間智能優(yōu)化調(diào)度[J].東南大學(xué)學(xué)報:自然科學(xué)版,2005,35(3):376-381.
[15]曾強,楊育.基于準時交貨的批量生產(chǎn)FJSP多目標優(yōu)化研究[J].計算機集成制造系統(tǒng),2011,17(8):1783-1792.
[16]曾強,楊育.并行機作業(yè)車間等量分批多目標優(yōu)化調(diào)度方法[J].計算機集成制造系統(tǒng),2011.17(4):816-825.
[17]陳華平,谷峰,盧冰原,等.自適應(yīng)多目標遺傳算法在柔性工作車間調(diào)度中的應(yīng)用[J].系統(tǒng)仿真學(xué)報,2006,18(8):2271-2288.
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
新作文·小學(xué)低年級版(2021年9期)2021-11-27 07:57:46
學(xué)生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
故事大王(2016年7期)2016-09-22 17:30:08
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
