45鋼高速銑削表面粗糙度預測
2015-04-18 09:42:51段春爭郝清龍
哈爾濱工程大學學報 2015年9期
關鍵詞:模型
段春爭,郝清龍
(大連理工大學 機械工程學院,遼寧 大連 116024)
45鋼高速銑削表面粗糙度預測
段春爭,郝清龍
(大連理工大學 機械工程學院,遼寧 大連 116024)
為了提高高速銑削加工表面粗糙度預測的精確性以及模型的通用性,提出了一種基于粒子群最小二乘支持向量機(PSO-LSSVM)算法的高速銑削加工表面粗糙度預測方法。以工件硬度以及銑削參數為影響因素,采用回歸分析方法、最小二乘支持向量機(LSSVM)以及PSO-LSSVM方法,分別建立了45鋼高速銑削加工表面粗糙度預測模型,并對模型的預測精度進行了試驗驗證和對比分析。結果表明:相同樣本條件下,回歸分析方法的預測誤差較大,PSO-LSSVM預測模型平均預測誤差僅為LSSVM方法平均預測誤差的50%。PSO-LSSVM預測模型具有較高的預測精度和泛化能力,能夠準確地預測高速銑削不同硬度的工件表面粗糙度,同時為銑削參數的選擇和表面質量的控制提供了依據。
表面粗糙度預測;高速銑削;最小二乘支持向量機;粒子群算法;回歸分析;預測精度;45鋼
高速銑削加工作為現代制造業的一種先進加工技術,具有加工效率高、表面質量好等優點,在模具加工、汽車制造、航空航天等行業得到了廣泛應用[1]。高速銑削加工中,工件的表面粗糙度既是評價工件加工質量的重要指標,也是機械零件實現其使用性能的重要技術要求。表面粗糙度對零件的疲勞強度、接觸剛度、耐腐蝕性能等有很大的影響。因此,在實際銑削加工前,根據銑削參數等因素對加工工件的表面粗糙度進行預測不僅能夠減少加工時間、降低成本,同時為銑削參數的選擇和表面質量的控制提供依據,對實際生產具有重要的應用價值。目前高速銑削工件表面粗糙度常用的預測方法主要包括回歸分析法[2-3]、人工神經網絡[4-6]等。目前,大部分的表面粗糙度預測研究僅僅針對某一種硬度的材料進行建模,當材料硬度改變時需要重新進行切削實驗、建立模型,所建立的模型的通用性較差。支持向量機算法(support vector machine, SVM)是基于統計學原理和結構風險最小化原則提出的一種機器學習方法,在模式識別以及函數預測領域獲得了廣泛應用。最小二乘支持向量機(least square support vector machine, LSSVM)是SVM算法的一種改進算法[7],與標準的SVM算法相比,能夠較好地解決高維數、非線性、小樣本等問題,并具有更快的求解速度和更好的魯棒性,因此,非常適合預測金屬切削加工過程中的工件表面粗糙度[8-10]。但是在利用LSSVM算法建立預測模型過程中,其正則化參數以及核函數參數的選取對模型的預測精度和泛化性能有著決定性的影響。目前仍然還沒有找到一種能夠確定LSSVM參數的最佳取值方法。為了提高高速銑削加工表面粗糙度預測的精確性以及模型的通用性,提出了一種粒子群最小二乘支持向量機(PSO-LSSVM)方法,通過引入粒子群 (particle swarm optimization,PSO) 算法,實現了對LSSVM參數的優化,建立了高速銑削45鋼的工件表面粗糙度預測模型,驗證了PSO-LSSVM預測模型的預測精度、泛化能力,實現對不同硬度45鋼的表面粗糙高精度預測。
1 建模方法
建模方法的主要思想是利用LSSVM算法能夠較好地解決高維數、局部極小、小樣本問題,通過少量實驗即可得到較高的預測精度和泛化能力的優點,建立銑削加工工件表面粗糙度預測模型。在建立預測模型過程中,將粒子群算法引入到模型中,對最小二乘支持向量機參數進行優化,以尋找最優的正則化參數以及核函數參數,然后利用優化后的參數建立表面粗糙度預測模型,對銑削加工工件表面粗糙度進行預測。
1.1 最小二乘支持向量機算法
LSSVM是標準SVM的一種改進算法,該算法通過將樣本點映射到高維特征空間,并通過在該高維空間內尋找預測回歸函數,從而建立LSSVM預測模型。

f(x)=wT*φ(x)+b
(1)
式中:φ(x)為映射函數,可以將原空間中的樣本映射為高維特征空間中的一個向量,w為權向量;b為偏置量。在高維空間中,式(1)的函數估計問題可轉化為以下優化問題的求解
(2)
式中:r>0為正則化參數,ξ為隨機誤差變量。通過引入拉格朗日函數,根據KKT條件求解式(2)的優化問題,可得到LSSVM的回歸函數模型:
(3)
式中:ai≥ 0為拉格朗日乘子,k(xi,xj)為核函數。
1.2 粒子群算法
粒子群算法(PSO)是受到鳥群捕食行為啟發而提出的一種具有較強全局尋優能力的智能優化算法[11-12]。在粒子群算法中,每一個優化問題的解稱為一個粒子,每個粒子都有自己的位置和速度(決定飛行的方向和距離),粒子可以根據自身飛行經驗和群體飛行經驗調整自己的飛行軌跡,向最優點靠攏,經過一系列的迭代即可獲得最優解。

Vi(k+1)=w×vi(k)+c1×rand×(pibest-xi)+
c2×rand×(gbest-xi(k))
(4)
Xi(k+1)=Xi(k)+Vi(k+1)
(5)

w=wmin+(itermax-iter)*(wmax-wmin)/itermax
(6)
式中:wmax、wmin分別為慣性權重w的最大值和最小值,iter為當前迭代次數,itermax為最大迭代次數。
1.3 基于PSO的LSSVM參數優化
采用粒子群最小二乘支持向量機方法,利用PSO算法較好的全局尋優能力對LSSVM中的正則化參數r和核函數寬度參數σ進行尋優,并利用優化的最佳參數組合建立預測模型,提高建立的預測模型的預測精度和泛化能力,具體建模步驟如下:
1) 初始化PSO算法參數。設定群體規模N,學習因子c1,c2,最大迭代次數itermax,慣性權重w的最大值wmax與最小值wmin,并隨機產生一組粒子的初始位置X(0)和速度V(0);
2)計算粒子的適應度。根據式(7)計算粒子X(i)的適應度fiti
(7)

3)更新粒子的個體最優值以及群體最優值。將粒子適應度值fiti與當前個體最優解的適應度值pibest以及群體的最優解適應度值gbest比較,如果fiti小于pibest,則用該粒子取代當前個體最優值;如果fiti值小于gbest,則用該粒子取代當前群體最優值;
4) 根據式(4)~(6)更新粒子的位置X(i)和速度V(i)以及權重因子w;
5) 判斷是否達到結束條件,如果達到,則停止迭代并輸出粒子群最優粒子值,否則返回步驟2);
6) 將得到的全局最優粒子的值賦給LSSVM參數,利用訓練樣本建立相應的預測模型。
2 45鋼高速銑削加工實驗
2.1 實驗條件
高速銑削實驗在東昱立式加工中心上進行(機床主軸最高轉速8 000r/min,三軸行程850/500/530mm)。采用機夾式刀具(直徑d=20 mm,2刃,刀具前角-7°,刀片為瑞士LAMINA RCMT數控銑削刀片,刀桿采用臺灣SKIF TRP-5R2525-160刀桿。實驗銑削工件為經過熱處理后硬度分別為30HRC、 40HRC、50HRC、 55HRC、60HRC的45鋼(長方體),熱處理工藝如表1所示,實驗的加工方式為平面干銑,測量儀器為日本SE-3H表面粗糙度測量儀。
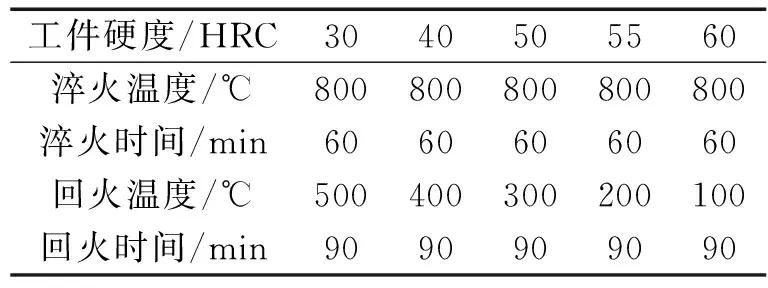
表1 45鋼熱處理工藝
2.2 實驗方案及結果
為在較少的實驗次數下充分考察材料硬度、切削速度、切削深度、每齒進給量對表面粗糙度的影響,以零件表面粗糙度(Ra)為實驗指標,以工件硬度、切削速度、切削深度、每齒進給量為影響因素,采用正交實驗法設計實驗方案,各因素及其水平如表2。
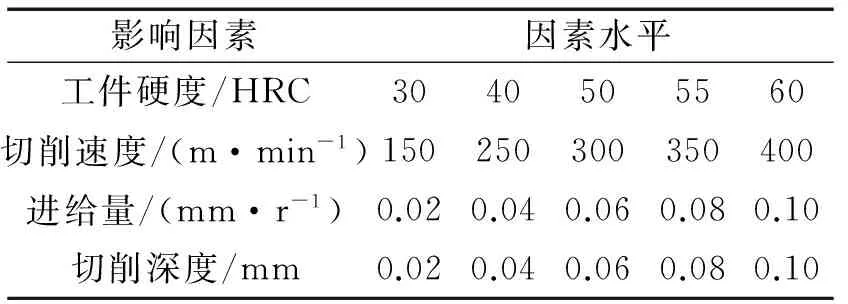
表2 實驗因素及水平
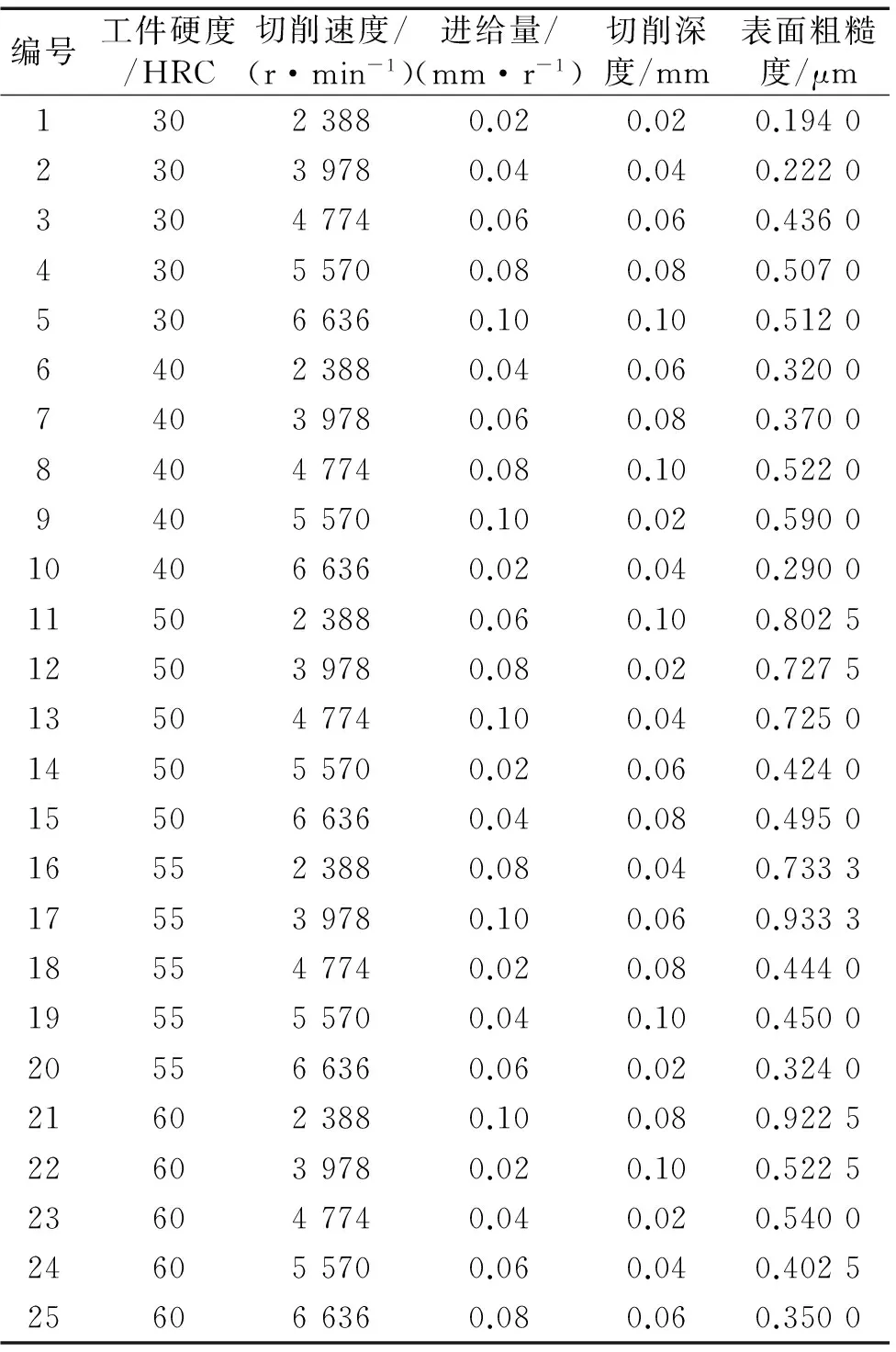
表3 訓練集銑削參數及表面粗糙度測量結果
共進行30組實驗,選取表3中的25組正交實驗作為訓練集,用于建立45鋼高速銑削工件表面粗糙度預測模型。由于訓練集數據參與了建模過程,因此對于訓練集參數的預測精度高并不能代表建立的預測模型能夠推廣到其他未出現在訓練集中的銑削條件中去,實現對任意銑削參數下45鋼高速銑削加工表面粗糙度的預測。因此,為了驗證LSSVM預測模型的泛化能力,選擇了5組未出現在訓練集數據中的加工參數作為測試集數據,將其歸一化后輸入已建立的預測模型中,可得到相應的預測值,用來評價建立的表面粗糙度預測模型的精度,測試集的切削參數如表4所示。為避免銑刀磨損造成的工件表面粗糙度誤差,進行每一組實驗后更換新刀片,進行表面粗糙度測量時,每個工件選擇3個不同測試點,測量后取其平均值。
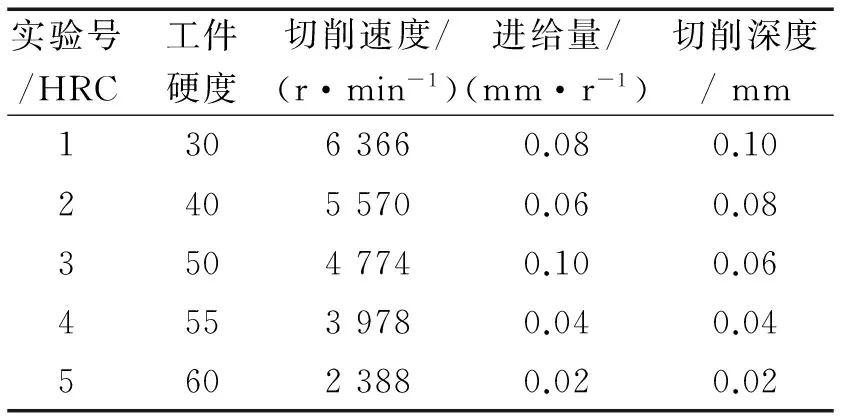
表4 測試集的銑削參數
3 高速銑削表面粗糙度預測
分別采用回歸分析、LSSVM、PSO-LSSVM3種方法對45鋼高速銑削工件表面粗糙度進行了建模和預測,并對三種方法的預測精度進行了對比分析。為了加快程序運行時的收斂速度以及避免各輸入參數在不同標準下對建模精度的影響,需要對整個樣本數據進行歸一化預處理,且各個數據均為具有相同尺度而且無量綱的值。在建立預測模型得到預測值后,可根據歸一化原則對輸出的訓練集和測試集的預測數據進行反歸一化處理,經還原計算即可得到預測值對應的表面粗糙度預測值。采用式(8)對輸入數據進行歸一化處理:
(8)

采用回歸分析方法時,主要考慮了工件硬度H、切削深度ap、銑削速度V、以及進給速度f對高速銑削加工工件表面粗糙度值Ra的影響,非線性回歸模型公式為
(9)
式中:C,a1,a2,a3,a4是回歸系數。由于共25組銑削試驗作為訓練集,因此可以得到25組自變量與粗糙度之間的線性關系,根據建立的多元線性回歸方程組求得的回歸系數,得到45鋼高速銑削加工工件表面粗糙度預測的經驗公式:
(10)
將測試集銑削參數值代入式(10)可以得到如表5所示的測試集中各銑削因素對應的表面粗糙度預測值及其預測誤差。
K(x,xi)=exp(-‖x-xi‖2/σ2)
(11)
式中:x為m維輸入向量,xi為第i個徑向基函數的中心,與x具有相同維數,‖x-xi‖為向量x-xi的范數,表示x與xi之間的距離;σ是核函數寬度參數,其值決定了該函數的圍繞中心點的寬度的大小。由以上LSSVM原理可知,正則化參數r主要是用于平衡建立的預測模型的經驗風險和泛化能力,從而保證預測模型能夠實現結構風險最小化的原則。當r取值較小時,雖然建立的回歸曲線趨于平坦,但是建立的模型過于簡單容易造成機器的欠學習行為。而r如果取值較大時,容易導致訓練數據過學習現象,從而造成學習機器的泛化性能惡化。核函數寬度參數σ值的大小則反應了訓練數據集的特性,該值能夠顯著影響系統的泛化性能。因此在采用LSSVM方法建立預測模型的過程中,正確選擇適當的正則化參數r和核函數寬度參數σ的值可以極大地改善預測結果的精度,使LSSVM算法得到很好的擬合效果,并大大提高模型的泛化能力和訓練速度,使預測結果更為精確。使用LSSVM算法進行預測建模時,令正則化參數r=500、核函數參數σ=0.45,并利用歸一化后的訓練集對LSSVM模型進行訓練,求解回歸參數a和b,得到基于LSSVM方法建立的45鋼高速銑削表面粗糙度預測模型。測試集樣本對應的表面粗糙度實際測量值與LSSVM預測值以及預測誤差如表5所示。
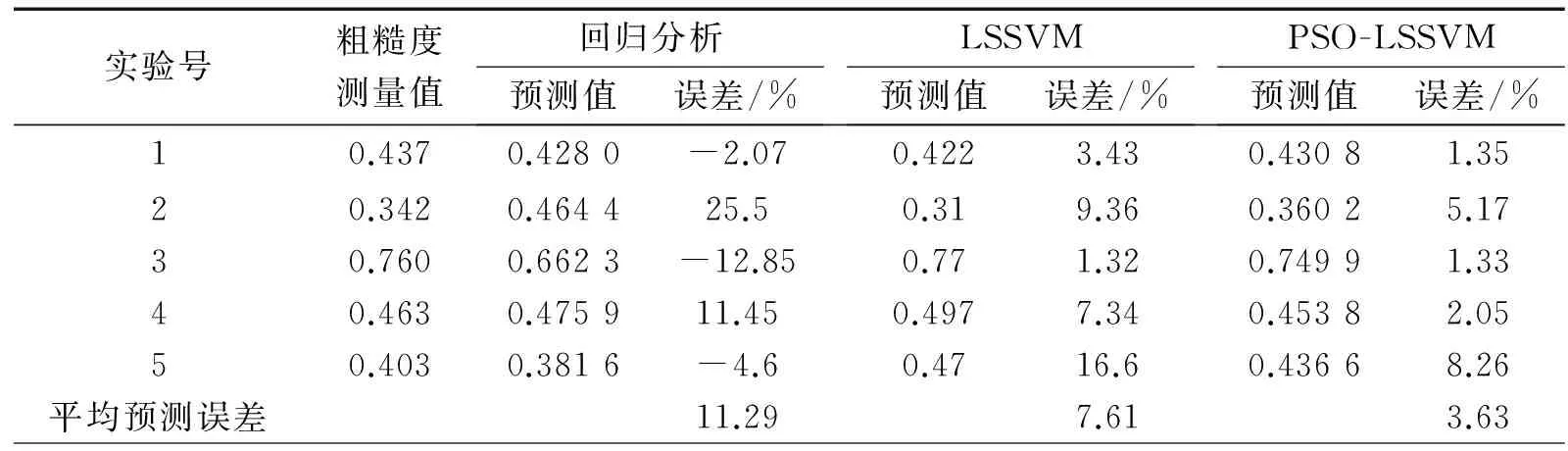
表5 回歸分析方法、LSSVM、PSO-LSSVM方法預測精度對比
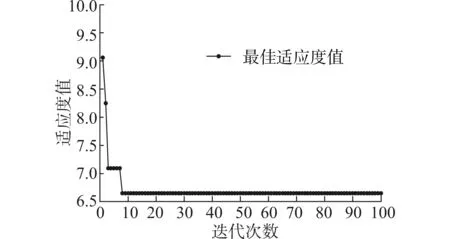
圖1 PSO 參數迭代尋優過程Fig. 1 PSO parameter iterative optimization proces
在利用PSO-LSSVM算法進行表面粗糙度預測時,首先設定PSO算法各參數,取粒子群的種群數N=20,最大迭代次數itermax=100,學習因子c1=
c2=2,慣性權重最大值wmax=0.9,最小值wmin=0.4,正則化參數r搜索區間為(0.01~1 000),核函數參數σ搜索區間為(0.01~100)。運用MATLAB軟件運行PSO-LSSVM的模型,不斷迭代更新粒子當前最優位置,迭代結束后可獲得最優粒子值X=(1 000,0.284 4),其參數迭代優化原理如1.3節所述,迭代過程如圖1所示。迭代優化后,將優化獲得的最優粒子值賦給LSSVM參數,令正則化參數r=1 000、核函數參數σ=0.284 4,并基于優化后的參數利用訓練集對LSSVM模型進行訓練,可得到基于PSO-LSSVM方法建立的45鋼高速銑削表面粗糙度預測模型。為驗證建立模型的預測精度,將表4中5組測試集歸一化后輸入建立的銑削加工工件表面粗糙度預測模型中,可得到測試集樣本對應的工件表面粗糙值,預測結果如表5所示。
綜合以上3種表面粗糙度預測模型,可以得到基于回歸分析、LSSVM以及PSO-LSSVM方法建立的表面粗糙度預測模型的對于測試集銑削參數對應的預測值和試驗測量值及其預測誤差的對比,如表5所示。由表5可知,3種預測方法中,回歸分析預測方法的平均預測誤差為11.29%,最大誤差甚至達到20%左右,說明它不具備很好的預測能力;而基于LSSVM方法建立的預測模型其平均預測誤差為7.61%,盡管預測精度較回歸分析方法有所改善,但是模型建立時參數的選擇依賴于建模者的經驗,建立模型的精度與建模者自身經驗有較大關系;PSO-LSSVM方法建立的工件表面粗糙度預測模的平均預測誤差為3.632%,其平均預測誤差僅為LSSVM方法的50%,而且由于引入PSO方法進行參數尋優避免了單純使用LSSVM方法進行預測時模型參數選擇的問題。由此可知,基于PSO-LSSVM方法建立的表面粗糙度預測模型能夠準確地對不同銑削參數下不同硬度的45鋼的工件表面粗糙度進行預測,建立的表面粗糙度預測模型具有很好的預測精度和泛化性能。
4 結論
1) 提出了一種基于粒子群最小二乘支持向量機(PSO-LSSVM)算法的高速銑削加工表面粗糙度預測方法。該方法將粒子群算法(PSO)與支持向量機(LSSVM)算法結合起來用于銑削加工工件表面粗糙度的預測,既具有粒子群算法易于實現,收斂速度快,全局優化能力強等優點,同時還兼具了支持向量機小樣本條件下預測精度高,泛化能力強的優點。預測結果表明,本模型能夠很好地描述材料硬度、切削速度、切削深度以及進給量與銑削加工工件表面粗糙度之間的關系,實現了不同切削條件下的高速銑削工件表面粗糙度的高精度預測。
2) 基于回歸分析方法、LSSVM以及PSO-LSSVM分別建立了45鋼高速銑削加工表面粗糙度預測模型,并對模型的預測精度進行了實驗驗證和對比分析。結果表明:相同樣本條件下,回歸分析方法的預測誤差較大,PSO-LSSVM預測模型平均預測誤差為3.632%,僅為LSSVM方法平均預測誤差的50%。由此可見,PSO-LSSVM方法無論是在預測精度方面還是在建模速度方面都優于其它預測方法。
3) 由于將工件硬度作為模型的影響因素,該預測模型還可以對不同硬度45鋼高速銑削加工表面粗糙度進行預測,避免了材料硬度改變時需要重復進行實驗和建模,不僅能夠減少實驗次數、降低成本,增加所建預測模型的通用性,同時也能有效地提高了加工效率和表面質量,為進一步制定和優化用于實際生產的切削參數組合提供了理論依據。
[1]王素玉, 趙軍, 艾興, 等. 高速切削表面粗糙度理論研究綜述[J]. 機械工程師, 2004, 10: 3-6. WANG Suyu, ZHAO Jun, AI Xing, et al Theoretical research of surface roughness for HSM[J].Mechanical Engineer, 2004, 10: 3-6.
[2]汪振華, 趙成剛, 袁軍堂, 等. 高速銑削AlMn1Cu表面粗糙度變化規律及銑削參數優化研究[J]. 南京理工大學學報:自然科學版, 2010, 34(4): 537-542. WANG Zhenhua, ZHAO Chenggang, YUAN Juntang, et al. Surface roughness of AlMnCu and cutting parameter optimization in high-speed end milling[J] Journal of Nanjing University of Science and Technology:Natural Science, 2010, 34(4): 537-542.
[3]陳錦江, 龍超, 王超. 高速銑削P20模具鋼表面粗糙度預測模型研究[J]. 組合機床與自動化加工技術, 2012(12): 60-62. CHEN Jinjiang, LONG Chao, WANG Chao. Prediction model of surface roughness on P20 mold steel by high speed milling[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2012(12): 60-62.
[4]王海濤, 劉偉強, 楊建國. 基于RBF神經網絡的磨削表面粗糙度預測模型[J]. 機床與液壓, 2014, 42(3): 107-111. WANG Haitao, LIU Weiqiang, YANG Jianguo. Grinding surface roughness prediction model based on RBF neural network[J]. Machine Tool & Hydraulics, 2014, 42(3): 107-111.
[5]陳英俊, 陳慶華. 徑向基函數神經網絡在高速銑削表面粗糙度預測中的應用[J]. 組合機床與自動化加工技術, 2013(6): 6-8. CHEN Yingjun, CHEN Qinghua. Application of RBF neural network in surface roughness prediction of high-speed milling[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2013(6): 6-8.
[6]劉維偉, 李鋒, 任軍學, 等. 基于標準粒子群算法的GH4169高速銑削表面粗糙度研究[J]. 中國機械工程, 2011, 22(22): 2654-2657, 2771. LIU Weiwei, LI Feng, REN Junxue, et al. Research on surface roughness based on SPSO in high speed milling of GH4169[J]. China Mechanical Engineering, 2011, 22(22): 2654-2657, 2771.
[7]SUYKENS J A K, VANDEWALLE J. Least squares support vector machine classifiers[J]. Neural Processing Letters, 1999, 9(3): 293-300.
[8]林獻坤, 李郝林, 袁博. 基于PSO-SVR的數控平面磨削表面粗糙度智能預測研究[J]. 系統仿真學報, 2009, 21(24): 7805-7808. LIN Xiankun, LI Haolin, YUAN Bo. Research on PSO-SVR based intelligent prediction of surface roughness for CNC surface grinding process [J]. Journal of System Simulation, 2009, 21(24): 7805-7808.
[9]吳德會. 基于最小二乘支持向量機的銑削加工表面粗糙度預測模型[J]. 中國機械工程, 2007, 18(7): 838-841. WU Dehui. A prediction model for surface roughness in milling based on least square support vector machine[J]. China Mechanical Engineering, 2007, 18(7): 838-841.
[11]BHARATHI RAJA S, BASKAR N. Application of particle swarm optimization technique for achieving desired milled surface roughness in minimum machining time[J]. Expert Systems with Applications, 2012, 39(5): 5982-5989.
[12]HU Meiqi, WU T, WEIR J D. An adaptive particle swarm optimization with multiple adaptive methods[J]. IEEE Transactions on Evolutionary Computation, 2013, 17(5): 705-720.
Surface roughness prediction in high speed milling of 45 steel
DUAN Chunzheng,HAO Qinglong
(School of Mechanical Engineering, Dalian University of Technology, Dalian 116024, China)
In order to improve the accuracy and application scope of a surface roughness prediction model, such a model, for high speed milling, is proposed based on the particle swarm optimization-least square support vector machine (PSO-LSSVM) method. By regarding the hardness of workpieces and the milling parameters as the influence factors on the model, based on regression analysis, LSSVM and PSO-LSSVM, the prediction models of surface roughness in high speed milling of 45 steel were established, then the prediction accuracy of the models was compared and verified through experiments. The results show that under the same sample conditions, the mean prediction error of the PSO-LSSVM model is only 50% of the LSSVM model. Therefore, the prediction model established based on PSO-LSSVM has a high prediction accuracy and generalization ability. It can predict the surface roughness for workpieces with different hardnesses precisely and can provide the basis for proper selection of milling parameters and control of surface quality.
surface roughness prediction; high speed milling; least square support vector machine; particle swarm optimization; regression analysis; prediction accuracy
2014-12-29.
時間:2015-07-28.
國家自然科學基金資助項目(71271062);中央高校基本科研業務費資助項目(HEUCFD1507).
段春爭(1970-),男,副教授,博士.
段春爭, E-mail: duancz@dlut.edu.cn.
10.3969/jheu.201412077
TG506
A
1006-7043(2015)09-1229-05
網絡出版地址:http://www.cnki.net/kcms/detail/23.1390.U.20150728.1414.005.html
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19