實芯焊絲CO2焊+埋弧焊混合焊工藝探討
2015-04-23 05:14:26王海東
金屬加工(熱加工) 2015年22期
王海東
目前大多數船廠20mm以下的板材采用等離子切割,垂直度不能保證,容易產生自然坡口;采用火焰切割薄板容易產生變形,裝配間隙難以控制。埋弧焊對板的裝配間隙有嚴格的要求,當間隙>1mm時,直接采用埋弧焊就有可能焊穿,通常采用CO2藥芯焊絲氣體保護焊或焊條電弧焊打底焊,藥渣就會進入板縫間隙中,因渣系的不兼容,即使大電流大熔深,藥渣也不能完全析出,焊縫容易產生夾渣,為了避免產生夾渣,反面通常采用碳弧氣刨,浪費焊材和工時。鑒于此,采用混合焊工藝能夠解決上述問題。
1. 坡口設計
坡口設計直接影響焊縫質量和工作效率,坡口太大,浪費焊材和工時,坡口太小和留根太大將導致未焊透和未熔合。通常板厚<13mm不需開坡口,板厚13~24mm開Y形坡口,板厚>24mm開X形坡口,具體設計如表1所示。
2. 焊前準備
將坡口兩側20mm范圍內打磨見光澤(見圖1)。十字處50mm內禁止定位焊,距引弧板、引出板50mm內禁止定位焊。定位焊、打底焊質量與正式焊縫相同。定位焊的高度:I形坡口<3mm,其他坡口<4mm;定位焊的長度:普通鋼>30mm,高強度鋼>50mm;間距300~500mm,具體長度根據板厚確定。引弧板、引出板厚度與母材厚度一致,尺寸≥100mm×100mm,裝配要求如圖2所示。定位焊結束后,把拼板產生的碼腳磨除,定位焊位置打磨干凈。
3. 焊接
焊前檢查板縫間隙是否>1mm,對>1mm的位置采用CO2實芯焊絲打底焊,使用20%CO2+80%Ar混合氣體,增加焊縫的熔深,減少焊接飛濺。I形坡口間隙>3mm時,定位焊后應在正面碳弧氣刨(即先定位焊,在其他位置碳弧氣刨,打磨后,再定位焊,刨除原定位焊點)。實芯焊絲焊接時,坡口兩側明顯停留,避免焊穿,收弧時應回焊10mm,填滿弧坑,避免產生裂紋。打底結束后,采用埋弧焊填充,填充比無間隙焊縫電流小10%~20%,避免焊穿。其他層焊接參數與正常焊接一致,反面無需碳弧氣刨,直接焊接。

表1 坡口設計
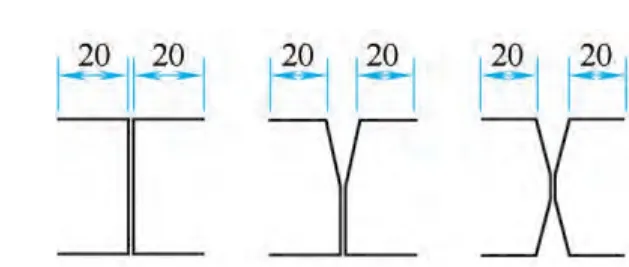
圖1 打磨范圍
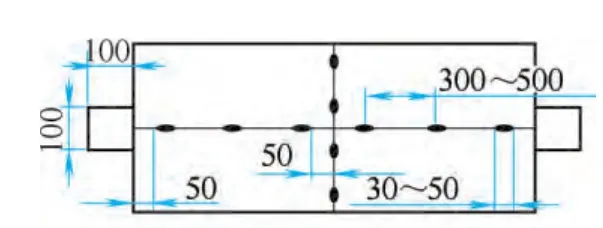
圖2 裝配要求
采用該工藝對板厚13mm、間隙1.5mm,板厚18mm、間隙3mm高強度鋼(EH36)板進行了焊接,焊接參數如表2所示。焊接完畢后進行100%RT、MT無損檢測,結果符合CBT 3558—2011、 CBT 3958—2004要求,按照美國船級社《材料與焊接規范》2015進行力學性能試驗,結果符合規范要求,具體指標如表3所示。
4. 結語
實芯焊絲CO2焊+埋弧焊混合焊工藝通過了美國船級社(ABS)認可。該工藝解決了間隙大、精度達不到要求的問題,反面可直接焊接,大大減少了碳弧氣刨工作量,不僅節約了焊材,而且提高了焊接質量和工作效率,是比較理想的焊接方法之一。

表2 焊接參數

表3 力學性能指標
[1] 中國機械工程學會.焊接手冊[M].北京:機械工業出版社,1992.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
