揚長避短 充分認識再生砂的應用優勢及存在問題
2015-04-23 04:23:22中國重汽濟南鑄鍛中心技術部郭文申李清震
金屬加工(熱加工) 2015年17期
中國重汽濟南鑄鍛中心技術部 郭文申,李清震
為達到“創建綠色環保型、資源節約型企業”的目的,我公司投資建設了廢砂再生車間,設計功率為每班150t,可以處理的廢砂包括潮膜砂、冷芯砂和覆膜砂。通過我們不斷的試驗研究,最終確定了穩定的再生砂應用工藝,目前再生砂已在制芯和砂處理工序獲得廣泛應用,每年可使用再生砂近1.5萬t,從而基本實現了廢砂的循環再利用。圖1是透過200×電子顯微鏡觀察到的各種砂粒形態,可見再生砂質量良好。
在大批量使用再生砂后,我們發現雖然再生砂具備許多優點,但也存在一些問題,主要包括集中度偏高、粒度較粗、砂芯強度低,以及揚塵嚴重等。通過研究分析,我們針對這些問題采取了應對措施,有效保證了再生砂的正常使用。
1. 再生砂的粒度
(1)問題 再生車間主要產品為50/100目再生砂,檢驗發現其集中度有時高達96%~98%,AFS為47~49,制芯后砂芯緊實度差,鑄件表面質量差。
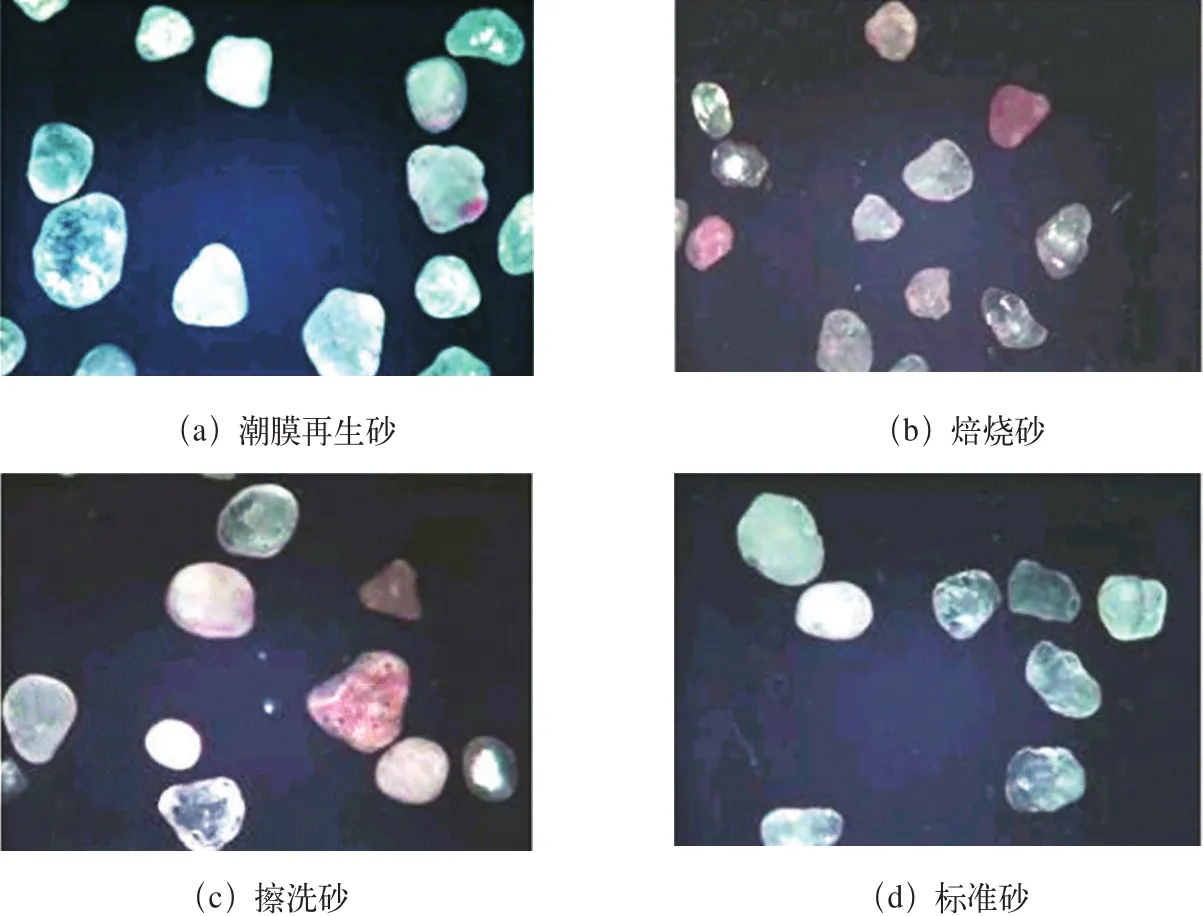
圖1
(2)分析 ①我公司采購的50/100目原砂,其集中度為85%~92%、AFS基本在49~52之間。此類原砂經過澆注受熱膨脹、加水激冷以及機械擠壓等循環以后,會出現砂粒破碎和表面包裹膨潤土等雜質的情況,此時,經由砂系統排除的廢砂其粒度比原砂更粗。②因為廢砂再生工藝為高溫焙燒+磁選+風選,所以再生砂過程實際上主要是去除廢砂中的鐵豆、泥份、細砂、樹脂膜和各種可燃雜質的過程,從而導致再生砂的集中度比原砂更高。
(3)對策 ①優化再生砂進貨技術條件,確定合適的集中度,并降低70/140目造型用再生砂要求,從而既提高了50/100目再生砂質量,又保證了再生率。②根據不同砂芯的特點,研究再生砂與原砂的加入比例,保證砂芯質量。
2. 砂芯強度
(1)問題 使用再生砂混制的冷芯盒樹脂砂,其抗拉強度低于擦洗砂。按附表中的配方作了對比分析后發現,隨著再生砂加入比例的降低,樹脂砂的即時強度和24h強度均提高。
(2)分析 ①再生砂的粒度較為集中,細顆粒砂不能有效填充大顆粒砂的縫隙,不利于樹脂粘結橋的建立,從而降低了芯砂強度。②通過對比100%擦洗砂和50%擦洗砂+50%再生砂的“8”字試塊重量發現,前者約為后者的1.05倍,所以再生砂經過再生以后,其密度減小,砂粒強度降低。
(3)對策 ①調整再生砂的集中度,避免過于集中。②嚴格控制再生砂的使用比例,保證芯砂強度在工藝允許范圍之內。
3. 再生砂揚塵
(1)問題 再生砂在砂庫加砂口卸砂時,塵土飛揚情況比擦洗砂嚴重。
(2)分析 ①再生砂使用物流車散裝轉運,卸砂時比袋裝的擦洗砂落差大、流量大,因此當兩種砂子中的細粉含量相同時,再生砂的揚塵更嚴重。上面已經分析再生砂的密度比擦洗砂低,同樣顆粒的擦洗砂不會飛揚,但再生砂卻有可能造成飛揚。
(3)對策 再生砂使用噸袋包裝,即減少了揚塵,也避免了混入雜物。
生產實踐證明,再生砂的推廣應用帶來了良好的經濟效益和社會效益,也為車間生產出了一些難題,需要鑄造工作者們不斷努力,推動鑄造行業的綠色發展。
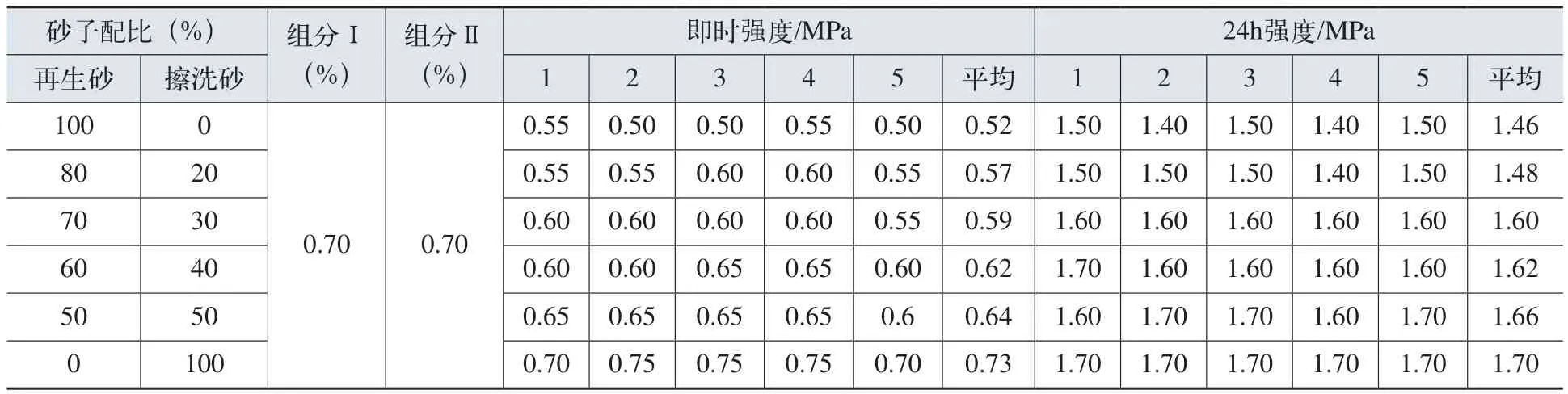
冷芯盒樹脂砂配方和性能
猜你喜歡
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:46
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
江蘇安全生產(2020年3期)2020-04-21 05:44:14
云南教育·中學教師(2019年6期)2019-08-13 07:03:28
活力(2019年22期)2019-03-16 12:47:28
基層中醫藥(2018年11期)2019-01-31 05:26:52
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
