碳纖維復合材料的特性及其切削加工刀具研究*
2015-04-24 07:25:26鄢國洪
制造技術與機床 2015年8期
鄢國洪
(廈門金鷺特種合金有限公司,福建 廈門 361021)
碳纖維復合材料(CFRP)是以碳纖維為增強體的樹脂基復合材料,隨著人們對CFRP 認識的不斷深入,其優異的性能不斷凸現,促使其用量不斷上升。20 世紀70 年代以前,CFRP 被視為昂貴的材料,只用于軍工、宇航等尖端技術行業;20 世紀80 年代以后,隨著復合材料制造技術不斷進步,制造成本的降低以及性能提升,使其應用領域不斷拓展,從軍用逐漸普及至民用,從次承力結構件逐漸應用至主承力結構件[1-2]。
1 碳纖維復合材料的性能
碳纖維復合材料既有碳材料的固有本征特性,又有紡織纖維的柔軟可加工性,其優異的綜合性能是任何單一材料無法比擬的。
(1)低密度高強度。CFRP 密度不到鋼的1/4,鋁合金的1/2;比強度為鋼的5 倍以上,比模量則是其它結構材料的1.3~12.3 倍。
(2)良好的抗疲勞特性。由于CFRP 中存在著許許多多的碳纖維和樹脂基體界面,這些界面能夠阻止裂紋的擴展,在長期交變載荷條件下工作時CFRP 構件的壽命遠高于傳統材料構件。
(3)穩定的化學性能。CFRP 耐高低溫,耐腐蝕,在2000 ℃以上高溫惰性環境中,是唯一強度不下降的物質,在-180 ℃左右的低溫下,仍具有較好的柔韌性,不與酸、堿等腐蝕溶液發生化學反應。
(4)良好的工藝性。CFRP 是一種各向異性材料,其鋪層取向可以在很寬的范圍進行調整,由于鋪層的各向異性特征,通過選擇合適的鋪層方向和層數可以滿足材料強度、剛度和各種使用要求[3]。
2 碳纖維復合材料的應用
2.1 航空航天領域的應用
碳纖維復合材料的發展推動了航空、航天整體技術的發展。由于CFRP 優良的綜合性能,很早就被應用于人造衛星結構體、太陽能電池板和天線中。法國電信一號通信衛星的蒙皮由T300 CFRP 制成,衛星上的展開式太陽能電池帆板也采用了CFRP。日本東麗公司近年來連續推出的T800 和T1000 等高強度碳纖維和M50J、M60J 等高模量碳纖維,使CFRP 在衛星上的應用從次承力結構件轉入主承力結構件。人們甚至將碳纖維復合材料在航天結構上應用的規模視為衡量航天結構先進性的重要標志之一[4]。
碳纖維復合材料還是生產武器裝備的重要材料。在戰斗機和直升機上,CFRP 主要應用在機身、主翼、垂尾翼、平尾翼及蒙皮等部位,起到了明顯的減重作用,大大提高了抗疲勞、耐腐蝕等性能。美國在殲擊機和戰斗機上先進復合材料的用量已達到25%以上,軍用直升機用量達到50%以上。在民用飛機上大量應用CFRP 能夠減輕質量、節省燃油、降低排放,從而增大航程。波音787 中結構材料有近50%使用CFRP,包括主機翼和機身[5]。
2.2 風力發電、汽車領域的應用
風力發電裝備的關鍵部件是葉片,當風機葉片質量增加到一定程度時,葉片質量的增加幅度將大于風機能量輸出的增加幅度,這就需要使葉片盡可能地輕質化;為了保證在極端風載下葉尖不碰塔架,葉片又必須具有足夠的剛度,目前CFRP 已成為葉片材料的最佳選擇。另外,利用碳纖維的導電性能,通過特殊的結構設計,還可以有效避免雷擊對葉片造成的損傷。CFRP 在風機葉片中的應用將成為繼航空航天后的另一大應用領域[6]。
CFRP 在新能源汽車和現有燃油汽車領域的應用都可降低油耗和減少排放,是國外汽車材料發展的重點。現在的F1 賽車,車身大部分結構都用碳纖維材料,在碰撞中對能量的吸收能力比鋼材或鋁材高出4~5 倍;頂級跑車的一大賣點也是周身使用碳纖維,用以提高氣動性和結構強度。
3 碳纖維復合材料常見切削加工缺陷分析
碳纖維復合材料的切削加工主要包括鉆孔和銑削。由于CFRP 的力學性能呈各向異性,層間強度低,且碳纖維的硬度高、強度大、導熱性差,為機械加工方面帶來極大的困難。傳統的整體硬質合金刀具很難滿足復合材料優質高效的加工要求。
3.1 鉆削CFRP 時常見缺陷分析
由于CFRP 為多層不同鋪設方向的碳纖維絲組合而成,用傳統的工藝加工時,CFRP 在切削力的作用下極易產生毛刺、撕裂、分層等缺陷,鉆孔時尤為嚴重,甚至使工件報廢,嚴重影響產品的成品率[7]。圖1 所示為普通硬質合金麻花鉆鉆削CFRP 的示意圖。鉆孔時,麻花鉆的橫刃首先接觸復合材料,由于橫刃處為負前角,實際上產生的切削作用很小,只是滾卷和粉碎纖維,卻是鉆削軸向力的主要來源。而CFRP 在厚度和水平方向力學性能相差甚遠,在鉆削過程中,當纖維層受到的軸向拉力大于復合材料纖維層與纖維層之間的粘結強度時,材料內部就容易出現分層破壞;當刀刃鉆削至最后一層纖維材料時,由于孔的出口側沒有下面材料的支撐,剛性降低,在鉆削軸向力的作用下,纖維束容易發生分散,不易被剪切斷,從而在出孔表面形成撕裂和毛刺現象,如圖2 所示[8]。

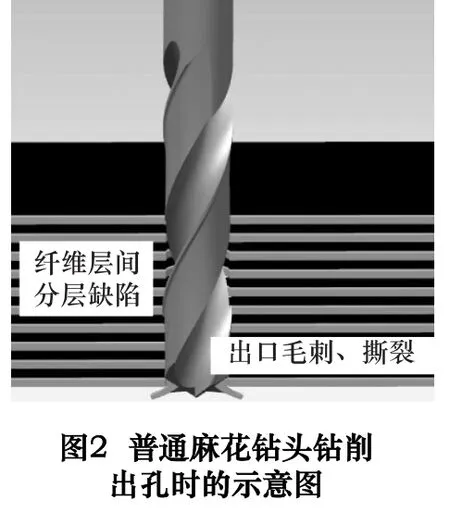
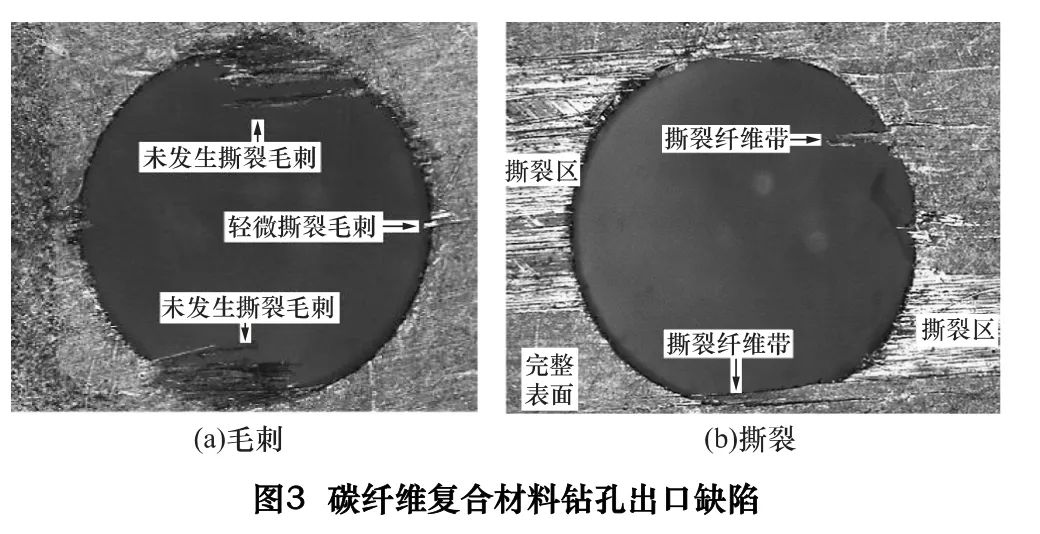
圖3a 所示為普通硬質合金麻花鉆鉆削CFRP 時出口側毛刺照片,其現象是纖維未能沿孔邊緣切斷而產生毛邊;圖3b 所示為出口側撕裂照片,其現象是表層材料與基體分離而形成。相對毛刺而言,撕裂對材料性能的影響較大,尤其在裝配時,可能因受力不均引起連接處應力集中,降低材料的使用性能。圖4 所示為孔的內部出現的材料分層現象。分層是指由層間應力或制造缺陷等引起的復合材料鋪層之間的脫膠分離破壞現象,分層會嚴重降低材料的性能和工件加工質量,甚至使工件報廢,特別是內部分層不容易觀察和發現,更加容易存在安全隱患[9]。
3.2 銑削CFRP 時常見缺陷分析
在碳纖維復合材料的銑削加工中,普通的硬質合金立銑刀作為一種通用經濟的刀具廣泛存在于生產領域[10]。圖5 所示為普通右旋立銑刀銑削碳纖維復合材料時的加工示意圖。銑削過程中,由于刀具右旋螺旋角的存在,復合材料的上、下表面均受到斜向上的切削力的作用,此時材料下表面的纖維層剛性較好,容易完全被切斷;而材料上表面的纖維層由于缺乏上方的支撐材料,不容易完全被切斷,因此在工件的上表面易出現毛刺、撕裂,甚至是分層現象,影響工件表面質量。
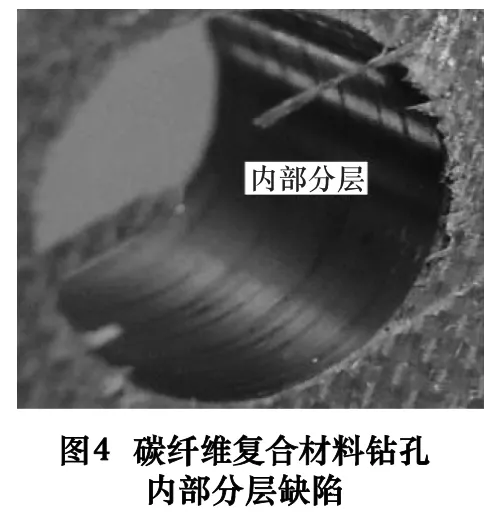
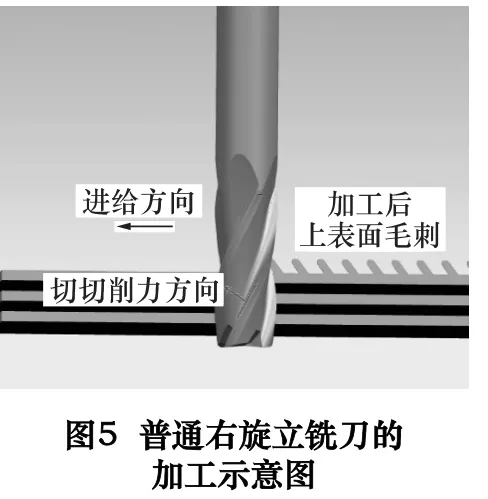
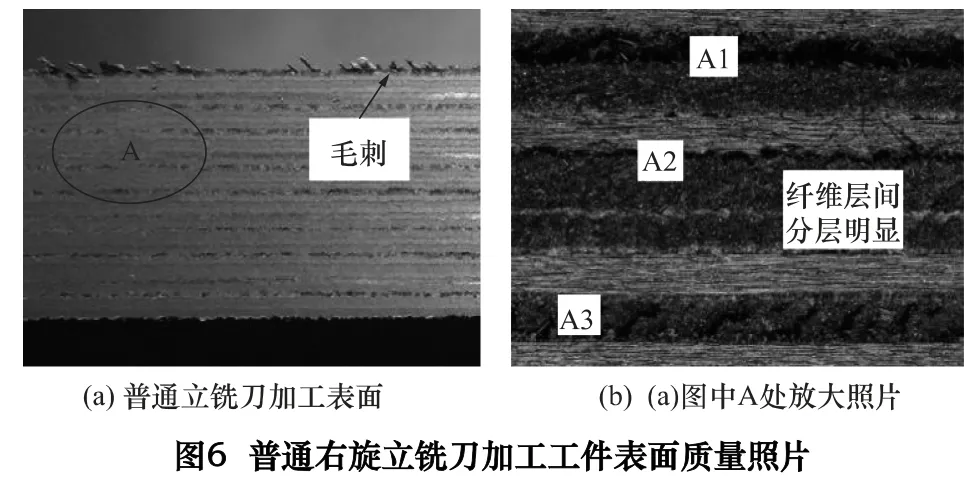
圖6a 所示為使用普通右旋立銑刀側銑碳纖維復合材料時的加工表面質量照片。從圖中可以看出,工件的上表面出現了毛刺現象,而下表面加工質量較好。當切削刃磨鈍后,切削力將顯著增大,如果切削力的垂直分力(軸向力)超過復合材料的層間結合力,碳纖維層便與周圍樹脂基體發生脫粘,出現了明顯的層間分離現象,特別是在靠近工件上表面位置更容易發生,嚴重影響工件的加工質量。如圖6b 中A1、A2 位置所示。
4 新型硬質合金整體刀具切削性能分析
針對碳纖維復合材料的切削加工特性,選擇合適的刀具結構以及合理的刀具幾何參數成為優質、高效切削加工CFRP 的關鍵。本文介紹了廈門金鷺特種合金有限公司研制的CFRP 鉆削專用新型硬質合金鉆頭以及銑削專用新型硬質合金立銑刀。
4.1 鉆削CFRP 的新型硬質合金鉆頭
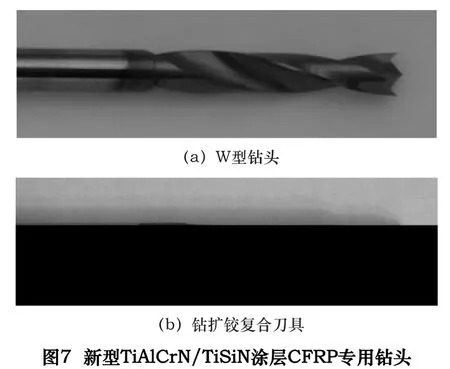
針對碳纖維復合材料鉆孔工藝的主要技術要求,是在保證被加工孔精度的前提下盡可能防止出現分層或毛刺、撕裂現象,同時提高加工效率。圖7 所示為兩種新型的鉆削CFRP 專用刀具:W 型鉆頭和鉆擴鉸復合刀具。
4.1.1 W 型鉆頭
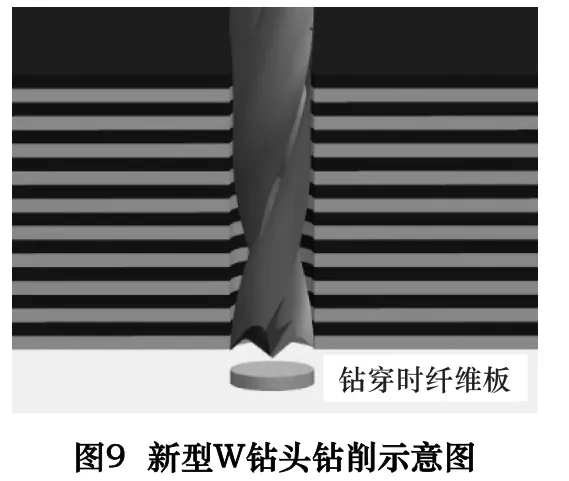
W 型鉆頭采用“三尖兩刃”的結構,相比普通麻花鉆,大大縮短了橫刃的長度,只留下較短的橫刃(刃尖)在鉆削過程中起定心的作用,如圖8 所示。使用W 型鉆頭鉆削CFRP 時,鉆頭刃尖先接觸到復合材料,主要起定位作用,隨即鉆頭外緣的W 刃尖接觸材料并開始切削,先將被加工孔圓周的纖維層剪切斷,然后再由鉆頭的主切削刃繼續剪切碳纖維層。在W 型鉆頭出孔時,鉆尖將已剪切完成的柱狀纖維板完整推出,同時副切削刃對已形成的孔進行修正,進一步將少量毛刺切斷,形成孔最終形態,如圖9 所示。由于切削加工余量的去除主要由外緣鋒利的W 刀尖完成,鉆孔時由橫刃產生的軸向力比普通麻花鉆小得多,可以減少或避免工件上毛刺、撕裂、分層等缺陷的產生,更好地保證了CFRP 鉆孔的質量[11]。

4.1.2 鉆擴鉸復合刀具
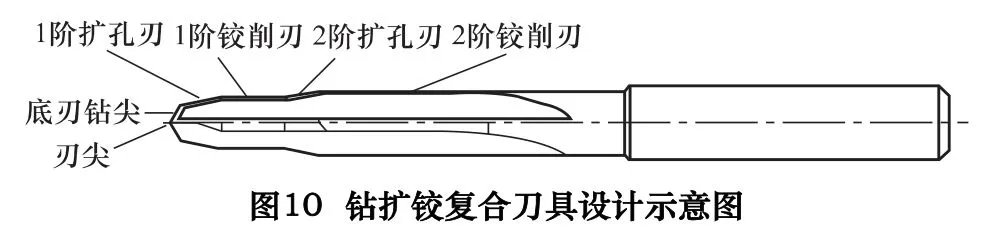
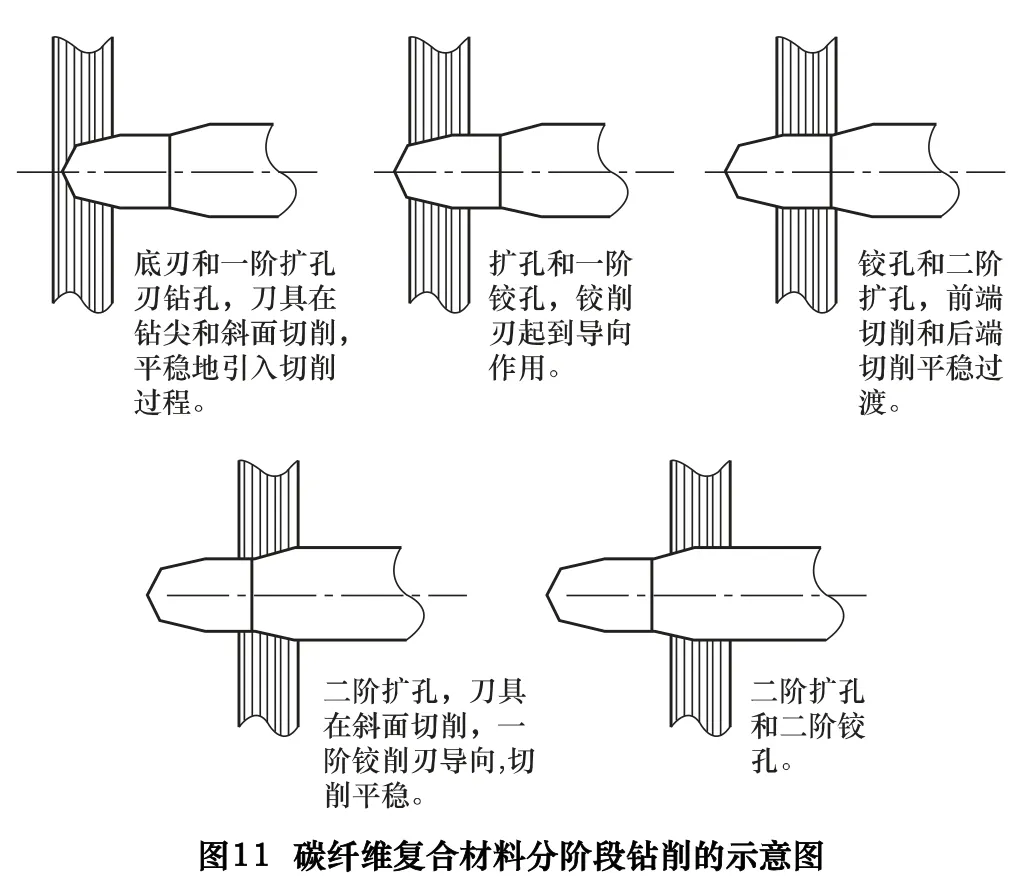
鉆擴鉸復合刀具采用多刀刃設計,切削刃由刃尖、底刃、1 階擴孔刃、1 階鉸削刃、2 階擴孔刃和2 階鉸削刃6 個部分組成,可實現CFRP 的鉆、擴、鉸一體化加工,如圖10 所示。鉆削時復合刀具的刃尖先接觸到復合材料,主要起定心作用,隨即底刃開始鉆孔,先在復合材料上形成一個定位錐孔。緊接著1 階擴孔刃進入切削,碳纖維復合材料被逐步切除;然后1 階鉸削刃進入切削,鉸削過程中,鉸削刃在將前端鉆削時產生的缺陷切除的同時,對孔壁起到了修整作用,為后續2 階擴孔起了到良好的過渡作用。隨后2 階擴孔刃和2 階鉸削刃繼續擴孔和鉸孔,最終形成尺寸合格、表面質量優異的鉆削孔,如圖11 所示。由于新型復合刀具在鉆削過程中采用多次分階段逐層切削,切削過程更加平穩,相比普通硬質合金麻花鉆頭,大大增加了切削刃的長度,從而減小切削刃上的單位切削力,延長了切削刃的鋒利性,提高了鉆孔質量和加工效率[12]。
新型鉆頭鉆削CFRP 時表面質量明顯優于傳統的硬質合金鉆頭,配以耐磨損的刀具涂層(TiAlCrN/Ti-SiN 或金剛石涂層),可顯著提高刀具使用壽命。其中W 型鉆頭適合鉆削厚度小于5 mm 左右的薄板,而鉆擴鉸一體鉆頭更適合鉆削厚板,所加工的板厚甚至可達18 mm。
4.2 銑削CFRP 的新型硬質合金立銑刀
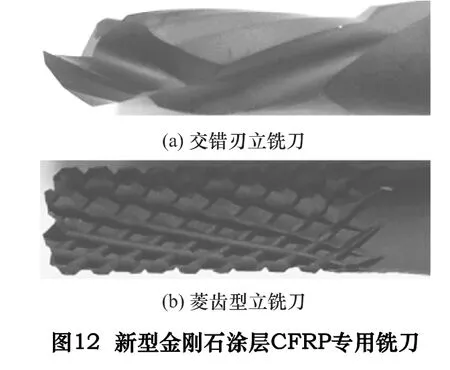
CFRP 的銑削加工主要體現在將成形后復合材料板材周邊的多余部分切削去除以及將大塊的CFRP 板材切削加工成小塊或將CFRP 板材按設計要求銑削成形。圖12 所示為兩種新型的銑削CFRP 專用刀具:交錯刃立銑刀和菱齒型立銑刀。
4.2.1 交錯刃立銑刀
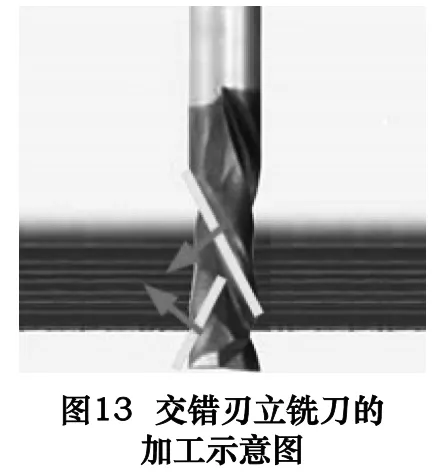
交錯刃立銑刀的切削刃分為上下兩個部分,采用近端部刃右旋、近柄部刃左旋的交錯設計,下端右旋切削刃用于銑削工件下表面,工件下表面受到了向上的切削分力;而上端左旋切削刃用于銑削工件上表面,工件上表面受到了向下的切削分力,切削合力始終指向工件材料板厚的中心,如圖13 所示。銑削過程中,材料上、下表面的纖維層容易完全被切斷,從而避免了工件上、下表面撕裂、毛刺、分層等加工缺陷的產生。交錯刃立銑刀主要用于側面銑削CFRP 的半精和精加工,加工時應使左右螺旋切削刃的交匯處始終保持在復合材料板厚的中間位置。

4.2.2 菱齒型立銑刀
圖14 所示為菱齒型立銑刀的刃型示意圖。菱齒型立銑刀每一個切削刃都由右旋切削刃和左旋切削刃組成,在任一截面均有右旋刃和左旋刃同時參與切削加工,在較高切削速度的作用下,工件表面層纖維材料同時受到了向上和向下切削力的作用,類似于剪刀原理,纖維材料被輕易剪斷,可以有效地防止工件上、下表面撕裂、毛刺等加工缺陷的產生,提高復合材料的加工質量。同時由于菱齒型立銑刀在切削CFRP 時,參與切削的刃數比交錯刃立銑刀多,從而顯著減小了單位切削力,可以實現高效加工。通過改變切削刃的數量和寬度,菱齒型立銑刀可以實現CFRP 的粗加工、半精加工和精加工。
新型硬質合金立銑刀銑削CFRP 時可以顯著提高工件表面質量和加工效率,配以高硬度、耐磨損的金剛石涂層又可顯著提升刀具壽命,很好地滿足了CFRP優質高效的加工要求。
5 展望
由于碳纖維復合材料具有其它金屬材料不可比擬的優勢,在航空航天、風力發電葉片、汽車部件等領域的應用將越來越廣泛,碳纖維復合材料在廣泛應用的同時也遇到切削加工的難題。通過新型整體硬質合金鉆頭和立銑刀的開發,可有效解決碳纖維復合材料在鉆削和銑削加工中的技術難題,有助于推動碳纖維復合材料更加廣泛的工程應用。
[1]趙稼祥.民用航空和先進復合材料[J].高科技纖維與應用,2007(4):6 -10.
[2]張新元,何碧霞,李建利,等.高性能碳纖維的性能及其應用[J].棉紡織技術,2011(4):65 -67.
[3]李威,郭權鋒.碳纖維復合材料在航天領域的應用[J].中國光學,2011,4(3):201 -212.
[4]吳良義.先進復合材料的應用擴展:航空、航天和民用航空先進復合材料應用技術和市場預測[J].化工新型材料,2012(1):4 -9.
[5]Doug Smock.波音787:復合材料革命的代表[J].工業設計,2007(9):46 -48.
[6]楊小平,黃智彬,張志勇,等.實現節能減排的碳纖維復合材料應用進展[J].材料導報,2010(2):1 -5.
[7]張厚江,陳五一,陳鼎昌.碳纖維復合材料(CFRP)鉆孔出口缺陷的研究[J].機械工程學報,2004,40(7):150 -155.
[8]Tsao C C,Hocheng H.Evaluation of thrust force and surface roughness in drillingcomposite material using Taguchi analysis and neural network[J].Journal of Materials Processing Technology,2008(203):342-348.
[9]鮑永杰.C/E 復合材料制孔缺陷成因與高效制孔技術[D].大連:大連理工大學,2010.
[10]Devi Kalla,JamalSheikh -Ahmad,JanetTwomeya.Prediction of cutting forces in helical end milling fiber reinforced polymers[J].International Journal of Machine Tools&Manufacture,2010(50):882 -891.
[11]楊小璠,李友生,鄢國洪,等.新型刀具鉆削碳纖維復合材料的可行性研究[J].制造技術與機床,2014(12):165 -167,176.
[12]楊小璠,李友生,鄢國洪,等.鉆擴鉸一體加工對提高碳纖維復合材料表面質量的研究[J].福州大學學報:自然科學版,2015,43(1):89 -93.
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16