基于曲率的曲面等效磁性研磨策略研究
2015-04-25 01:43:22魏志強姚平喜高峰郭山國
機床與液壓
2015年8期
魏志強,姚平喜,高峰,郭山國
(1. 河北機電職業技術學院機械工程系,河北邢臺054048;2. 太原理工大學機械工程學院,山西太原030024)
磁性研磨是一種把磁場能應用于傳統的研磨技術中,開發出的一種新興的磨削加工技術。相較于其他表面光整加工技術,磁性研磨具有其獨特的優勢,例如具有很好的柔性和自適應性、很好的自銳性、適用范圍廣、研磨溫升小、加工效率高等,使得磁性研磨技術具有廣闊的應用前景[1]。這種加工方法適合于平面、球面、圓柱面和其他復雜形狀零件的加工,并能控制研磨效率和研磨精度。磁性研磨加工技術可以很好地與數控機床、加工中心和機器人技術結合,實現光整加工的自動化[2]。
國外前蘇聯自20 世紀60年代開始推廣并應用磁性研磨光整加工技術,之后多國對該技術進行研究并應用于生產實踐。我國關于磁性研磨的研究起步較晚,開始于20 世紀80年代末,實際推廣應用較少,開展磁力研磨加工技術的研究單位均自行研制開發出不同的磁力研磨設備并對不同的工件進行了實驗研究,取得了較好的加工效果。目前對曲面磁性研磨的加工主要在三坐標機床上進行,其基本原理是磁性磨料在磁場的作用下吸附在磁極上形成“磁刷”,并以一定的壓力作用在工件曲面上。當磁極與“磁刷”之間產生相對運動時,在接觸面上的磨粒將對工件發生接觸滑移、摩擦、擠壓、刻劃和切削等作用,使工件表面得到研磨,如圖1 所示。
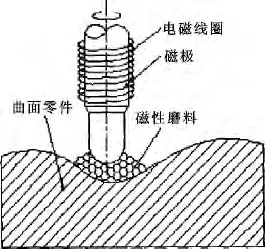
圖……
登錄APP查看全文
