煉鋼廠脫硫攪拌液壓系統完善優化
2015-04-25 01:44:16方濤肖礦榮李宏磊
機床與液壓
2015年8期
關鍵詞:系統
方濤,肖礦榮,李宏磊
(武鋼股份設備維修總廠,湖北武漢430083)
某煉鋼廠采用機械攪拌脫硫法實現爐外鐵水脫硫,用于攪拌的攪拌頭靠液壓馬達驅動,從投產至今已使用近40年,最終于2011年對脫硫液壓站進行改造。因之前攪拌馬達為單向旋轉,但改造后所選主泵的變量控制機構在失電狀態下會出現負滿偏全流量輸出情況,不能滿足現場實際工作要求。文中主要介紹如何克服現有缺陷,經濟、安全、高效地對液壓系統進行優化設計。
1 脫硫攪拌液壓系統控制原理簡介
脫硫攪拌系統原理見圖1。
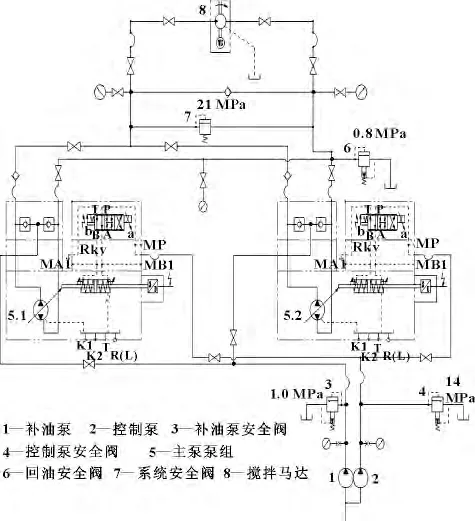
圖1 脫硫攪拌系統原理示意圖
設備升級改造后的系統為斜盤式軸向柱塞變量泵和低速大扭矩定量液壓馬達組成的閉式系統。實際運行過程中主泵一用一備,均接受來自雙聯泵提供的補油和控制油。其中元件1 為補油泵,工作壓力為1 MPa,元件2 為控制泵,工作壓力為13 MPa,元件5為主泵,為力士樂A4VSG 系列斜盤式軸向柱塞變量泵,攪拌時工作壓力為15 MPa 左右。補油泵1 的作用在于給閉式系統低壓腔補油,用于彌補閉式系統的油液泄漏,保證系統的正常工作。控制泵2 的作用主要驅動主泵斜盤傾角變量,從而改變主泵排量,最終改變油馬達轉速,主泵斜盤傾角可從-15°增到最大值15°,實際工作時斜盤傾角嚴格在0° ~15°之間。
2 脫硫攪拌液壓系統存在的缺陷及解決方法
2.1 缺陷
從控制原理可知,主泵斜盤傾角可從-15°增到最大值15°。但根據現場生產實際情況,該脫硫攪拌馬達僅為單向旋轉,因而一直靠比例閥放大器的電壓來保持中位,嚴格要求生產中主泵斜盤擺角在0 ~15°之間,一旦比例閥放大器損壞或出現其他故障,主泵斜盤傾角立即回到-15°位置。……
登錄APP查看全文
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
通信電源技術(2016年6期)2016-04-20 06:21:32
智能系統學報(2015年4期)2015-12-27 09:37:59
