CO2氣保焊焊接工藝在鍋爐生產中的運用淺談
2015-04-29 18:00:51賈尚誼
中國機械 2015年10期
關鍵詞:焊接質量
賈尚誼
摘?要:隨著我國科技的迅猛發展,二氧化碳氣保焊在各大小鍋爐中得到了越來越廣泛的應用。通過以往大量的實踐結果表明,二氧化碳氣保焊與傳統的焊條電弧焊相比較而言不僅所耗費的成本更低,而且焊接質量也有明顯的提高。由此可見,二氧化碳氣保焊可以在鍋爐生產中得到推廣。我們通過對比當前使用得比較普遍的幾種焊接方法,通過結果我們可以得出這樣一個結論:不管是從力學性能或者產品質量,二氧化碳氣保焊都可以最終達到鍋爐生產工藝的預期目標,值得采用。
關鍵詞:二氧化碳;氣保焊工藝;鍋爐;生產效率;焊接質量
之所以二氧化碳氣體保護焊能夠得到各大鍋爐企業的青睞,是因為這種工藝本身具有效率高、焊接后無明顯變形、抗銹能力強等眾多傳統電弧焊所無法做到的特性。但是萬物都不可能十全十美的,它也有著自身的一些不足之處,主要表現為:通常情況下只能使用直流電源而無法使用交流電源進行生產和制造,然后在焊接過程中飛濺物質多(特別是采用短路過渡形式的過程中尤為明顯),這樣一來會損失數量巨大的金屬資源浪費,讓清潔人員需要花費更多的時間進行清潔和打掃,同時還會造成熔敷率出現一定程度的降低。除此之外,飛濺還會導致電弧的不穩定,如果是這樣的話對焊接質量將會構成嚴重威脅。但是我們經過權衡之后發現,這種工藝比起傳統的電弧焊比較而言,還是利明顯要大于弊的,我們依然堅持使用,與此同時也要根據實際需要想方設法解決上述這些工藝問題。
1.焊前所需要做的準備性工作
從以往的經驗表明,在使用電保焊之前我們應當做好以下幾件事情:(1)準備好焊接過程中要使用到的試件。具體地說,鍋爐企業最好是選用鍋爐壓力容器的鋼板母材(六塊)型號為Q245R。板對接試件規格的長寬高分別為300毫米×125毫米×12毫米;T型角接試件(各三件)規格為250毫米×125毫米×12毫米、250毫米×60毫米×12毫米;(2)準備好相應的焊材:就目前而言,使用得最多也是最好的焊絲型號當屬ER70S—6,焊條型號為E4303。二氧化碳純度不得小于百分之九十九點五;(3)清除坡口及左右兩側二十毫米范圍內的油污與鐵銹等一些雜物。與此同時還要用角磨機打磨得發光的程度才算完成;(4)保證所提供的二氧化碳一定要干燥。首先將氣瓶倒置來達到水分下沉的目的,然后每隔半個小時放一次水,通常情況下需要放兩至三次即可。
2.合理制定焊接操作工藝
通過以往大量的實踐已經得到證明,需要從以下幾個方面進行。
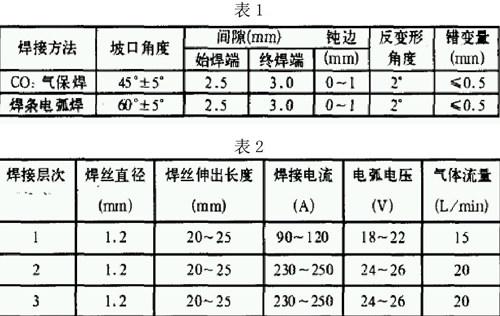
(1)試件的組對與定位焊。如下表所示(表1),相關工作人員需要在試件的左右兩端采取定位焊的方式,定位焊長度為十到十五毫米最為合適,定位焊完成之后用角磨機將定位焊縫的兩側打磨成斜坡狀,然后將坡內的飛濺金屬以及雜物清理干凈。
(2)合理選擇二氧化碳氣保焊焊接參數的(如表2所示)
(3)焊接。要想做好這一點,需要從以下幾個方面進行操作:①打底焊:要讓焊槍與焊件之間形成七十至八十度的夾角。值得大家注意的是,在電弧引燃后沒有必要對電弧進行下壓操作,而應當使用焊槍沿斜坡朝著坡口根部位置不斷推進,一直到坡口根部位置后作幅度比較小平行方向的擺動,并在坡口的左右兩側略微進行停頓。通過觀察表明,熔孔直徑比坡口間隙要大零點五至一毫米,然后根據變化情況適時調整焊槍的焊接速度。值得注意的是,在焊接過程中電弧在距坡口根部兩到三毫米位置要進行燃燒,使打底焊縫厚度保持在四毫米左右最為合適;②填充焊。要進行這項工序首先要保證打底焊層表面的絕對清潔(無飛濺物),然后根據需要將焊接電流和電弧電壓調整到適合操作的范圍之內。需要引起工作人員注意的是,焊絲的伸出長度應當大于打底焊的一至二毫米。通過觀察發現,填充層焊完后,焊縫表面與試件表面距離一至一點五毫米是最為合適的(在不破壞坡口邊緣棱角的前提下);③釜面層。在這項工藝操作的過程中,焊槍角度以及焊槍橫向擺動方法與填充焊一模一樣,與此同時還要保證焊槍在坡口的左右兩側擺動的過程中一定要遵循均勻緩慢的原則進行。這樣做的好處在于可以有效防止咬邊現象的發生。另外,如果遇到特殊情況中途需要中斷焊接.要做到滯后停氣,從而避免熔池氧化的情況出現。
3.、結束語
綜上所述,隨著近些年來鍋爐生產效率日益提高的情況下,傳統的電弧焊已經無法滿足當前的需要,我們應當更多的采用二氧化碳氣保焊進行焊接,不僅僅成本更低,而且效率更高,質量更好。但是使用這種工藝也存在著自身的一些不足需要我們在準備以及生產過程中加以妥善處理,從而更好的讓這項工藝為我們所用,創造更多的經濟效益和社會效益。
參考文獻:
[1]甘輝.CO2氣保焊焊接工藝在鍋爐生產中的運用[J].科技資訊.2010,(28).
[2]龔巍巍.CO2氣保焊短路過渡過程的熔滴與熔池行為的仿真研究[D].合肥工業大學:材料加工工程,2011.
[3]賈德潔.鉸刀頭的焊接工藝與防裂措施[J].熱加工工藝.2012,(11).
[4]邱霞飛,黃本忠.汽車車架CO2氣保焊焊接工藝設計及變形的控制[J].焊接技術.2013,(21).
猜你喜歡
現代電子技術(2017年5期)2017-04-01 23:29:20
科學與財富(2016年27期)2017-03-24 11:00:43
成才之路(2016年33期)2016-11-19 17:22:40
中國科技博覽(2016年12期)2016-05-09 04:07:19
科技與創新(2016年8期)2016-05-05 11:10:25
科技與創新(2016年4期)2016-03-16 09:21:01
科技與創新(2016年1期)2016-01-19 09:28:33
科技與創新(2015年12期)2015-07-21 07:03:34
中國高新技術企業(2015年8期)2015-04-13 18:04:25
中國高新技術企業(2015年11期)2015-03-27 21:11:43
