激光跟蹤儀在測量工件尺寸及形位誤差上的應用
2015-05-04 10:40:46楊建新楊玉洲
科技創新與應用 2015年13期
楊建新 楊玉洲
摘 要:文章通過對TrackerCal 4型激光跟蹤儀的基本結構和工作原理的簡單介紹,結合其對工件尺寸及形位誤差的測量方法、測量結果分析以及誤差補償分析,從而掌握了激光跟蹤儀在測量中的使用技巧,進而達到提高測量效率和測量精度的目的。
關鍵詞:激光跟蹤儀;形位誤差;尺寸;誤差補償
引言
目前我國機械加工單位用來檢測工件尺寸及形位誤差的工具大都還是使用千分尺,游標卡尺等配合使用數控機床打表的傳統方法來測量。傳統方法雖然也能很好的檢測工件誤差精度,但有很多檢測問題是用傳統方法解決不了的,且費時費力,效率低下。隨著對工件加工精度要求的提高,傳統的檢測方法在提高檢測精度上有一定的局限性,因此使用激光跟蹤儀檢測工件不僅可以提高測量精度而且簡便快捷,大大的節省了人力物力。
1 基本結構和工作原理
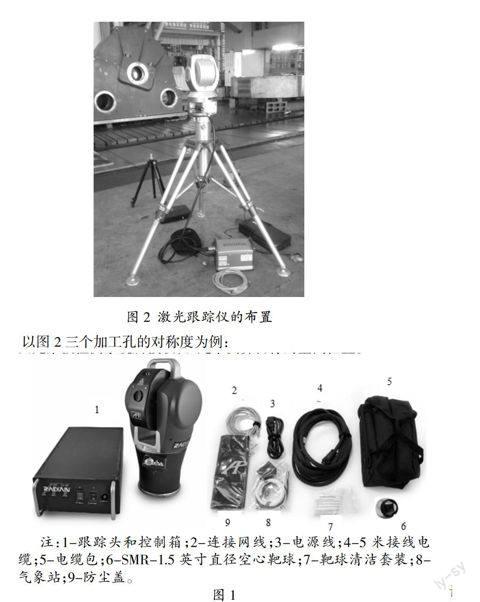
TrackerCal 4型激光跟蹤儀由Radian 跟蹤頭和控制箱、5米接線電纜、氣象站(含1根1.5米連接線、1個空氣溫度傳感器、1個材料溫度傳感器、一個大氣壓力傳感器)、連接網線、SMR-1.5英寸直徑空心靶球、電纜包、防塵蓋、校準三腳架、系統軟件等構成。激光跟蹤儀是在激光干涉儀的基礎上結合先進的伺服控制技術得到目標點相對于跟蹤頭的位置,工作基本原理是在工件被測位置上放置靶球(充當反射器),跟蹤頭發射出來的激光射到靶球上,并返回到跟蹤頭,當靶球移動時,跟蹤頭實時的轉動來對準目標,與此同時,返回光束被檢測系統所接收,以此來測算目標的空間位置。
注:1-跟蹤頭和控制箱;2-連接網線;3-電源線;4-5米接線電纜;5-電纜包;6-SMR-1.5英寸直徑空心靶球;7-靶球清潔套裝;8-氣象站;9-防塵蓋。
圖1
2 工件尺寸的測量
以測量加工孔的直徑為例:
(1)首先把激光跟蹤儀各部件連接起來布置好位置,擺放位置必須保證被測加工孔能夠接收跟蹤頭發出的光束且光束不中斷。如圖2所示。
(2)打開控制器上的電源開關,對激光跟蹤儀進行預熱,預熱時間大約半個小時。預熱期間,跟蹤頭上的紅燈一直處于閃爍狀態,等待預熱完成后,紅燈穩定,此時打開伺服開關(兩個開關打開次序不能變)。
(3)調整三腳架的高度以適應被測部位,并對激光跟蹤儀進行系統檢查和校準,此時靶球必須放在鳥巢位置上。首先進行前、后視精度檢查,確認角度偏差優于0.003度。當結果超出規定時,相應的超標項會回被標紅提示,此時必須做“快速立體式補償”,直到補償后的結果達到要求的精度為止。
(4)將靶球拿下,保證光束不中斷的情況下將靶球貼放在被測加工孔的加工面上,對于便于采點的部位,采用空間連續掃描方式進行采點,采點過程中,跟蹤頭上的綠燈一直處于閃爍狀態,采點結束時,人工遮擋光束,此時綠燈滅。
(5)運用跟蹤儀配備的空間分析軟件(SA)對采集到的點進行處理,進行擬合圓柱操作。圓柱擬合結束時,圓周的直徑隨之被計算出來。
(6)將電腦計算出來的直徑與圖紙要求的直徑進行比照,便可得知加工孔的精度。
3 工件形位誤差的測量
以圖2三個加工孔的對稱度為例:
(1)重復上述2(1)-(3)的步驟,因為在進行每一次新的測量工作之前都要進行系統檢查和校準。
(2)按上述2(4)步驟進行操作,對三個加工孔分別進行空間連續掃描,并分別擬合圓柱。
(3)運用空間分析軟件,將三個加工孔的中心軸線顯現出來。之后做一基準面,該基準面由下面兩個加工孔的中心軸線確定。最后將上面加工孔的中心軸線投影到該基準面上,計算投影線到基準面上兩中心軸線的距離。
(4)比較兩段距離相差多少,判斷對稱度。
4 檢測結果及誤差補償分析
在測量過程中,若發現每次測量之后的測量數據變化浮動較大,或測量數據始終達不到預想的效果,則應檢查氣象站。打“數據診斷窗口”找到“空氣溫度”、“空氣壓力”、“材料溫度”確認這些數據是激活的而且是更新的,確保對環境溫度、壓力、材料溫度進行補償。同時在采點的整個過程中應保證光束不被中斷,因為中斷后再接收的光不再是AMD光,否則對測量結果也會產生不利影響。由于激光跟蹤儀屬于高精密儀器,所以在使用過程中應盡量避免嘈雜,避免機床運轉造成的震顫等環境。
5 結束語
當今傳統的測量方法還占據著主流地位,但隨著對加工精度要求的一步步提高,好多測量問題是傳統方法無法解決的,但應用激光跟蹤儀可以輕松的解決這些問題。通過它我們可以對加工件的尺寸和形位誤差進行檢測、評定及誤差補償。通過對檢測結果的分析,可以幫助我們了解誤差產生的原因。激光跟蹤儀的實用價值很高,我們應該充分的使用它來提高加工件的檢測精度,幫助我們生產出更高精度的工件。
參考文獻
[1]TrackerCal4激光跟蹤儀用戶手冊(版本4)[Z].
[2]SMX公司.SMX激光跟蹤儀產品介紹[Z].2001.
[3]張春富,張軍,唐文彥,等.激光跟蹤儀在大尺寸工件幾何特性參數測量中的應用[J].工具技術,2002,36:26-28.
作者簡介:楊建新,女,漢族,一重集團天津重工有限公司,助理工程師。
楊玉洲,男,漢族,河北省送變電公司。
