運載火箭擰緊力矩量化控制探索與實踐
2015-05-11 03:42:02陳智勇
質量探索 2015年3期
陳 克 陳智勇
哈爾濱工程大學航天與建筑工程學院, 哈爾濱,150001中國運載火箭技術研究院,北京,100076
運載火箭擰緊力矩量化控制探索與實踐
陳 克 陳智勇
哈爾濱工程大學航天與建筑工程學院, 哈爾濱,150001中國運載火箭技術研究院,北京,100076
面對航天運載火箭高密度發射的形勢,研究探索了運載火箭擰緊力矩量化控制的方法體系。本文重點對運載火箭擰緊力矩量化控制的工作思路、工作方法、控制要求、控制流程、控制重點以及改進方向進行了介紹。
擰緊力矩;量化控制;方法體系
l 引言
航天運載火箭發射伴隨著很高的固有風險,一旦發生事故,將造成科研、經濟、軍事甚至政治上不可挽回的損失。近年來,航天科技工業貫徹“零缺陷”管理和“第一次就把事情做好”的理念,遵循實現量化控制是推行“零缺陷”管理的前提和基礎的原則,在總結以往成功的技術風險分析和質量控制經驗的基礎上,明確了對高風險關鍵、重要過程采取量化控制措施的要求,通過這些年來的探索和實踐,推進運載火箭擰緊力矩量化控制,為確保航天運載火箭發射任務順利完成發揮了重要的作用,同時也積累了一些經驗,取得了一些收獲,并逐步形成了航天運載火箭擰緊力矩量化控制的方法體系。
2 擰緊力矩量化控制工作思路及方法
2.1 識別力矩基本概念,確保對力矩內涵的理解和認識一致
為保證力矩安裝及防松措施控制工作有效落實,在總結多年來運載火箭發射任務成功經驗的基礎上,對力矩量化控制工作的基本概念進行了識別和明確,主要目的是統一對力矩量化控制工作有關名詞的內涵理解和認識,在各項科研生產任務實施過程中,做到設計、工藝、總裝、檢驗以及質量檢查確認等方面理解一致,避免由于力矩內涵理解和認識方面的偏差,而帶來力矩量化工作實施結果的差異和不同。力矩量化控制相關主要名詞識別如下:
a.緊固件:是用于實現零、部件、單機、系統彼此之間相連的機械零件,緊固件具有連接和承載、傳力等作用。
b.擰緊力矩:是裝配時為了保證連接可靠而對連接件施加的力矩。
c.量化擰緊力矩:是通過理論計算和實際操作經驗而確定的施加擰緊力矩的范圍。
d.防松:是工程上用來預防螺紋連接松動的防松設計及防松裝置、方法。
2.2 規范力矩要素組成,明確力矩防松手段及方法
在識別和明確力矩量化控制基本概念的基礎上,對擰緊力矩的組成和防松方法進行梳理,并進行知識規范,主要目的是為設計、工藝以及總裝人員細化力矩控制工藝文件、量化力矩控制要求、采取有效防松措施并實施力矩量化精細化控制而奠定基礎。相關知識規范總結如下:
2.2.1 擰緊力矩的組成
緊固件的擰緊力矩是由螺紋副之間的摩擦力產生的力矩Mf、螺紋緊固件發生扭轉彈性變形產生的力矩Me和螺母與被連接件支承面之間的摩擦力產生的力矩Mr構成的,擰緊力矩M=Mf+Me+Mr,其中Mf和Me是由螺紋緊固件自身結構在擰緊過程中產生的,而Mr則是由螺母和被連接件支承面之間因摩擦產生的。為了準確地描述由螺紋結構決定的緊固件鎖緊能力,通常把螺紋副之間摩擦力產生的Mf和Me的合成力矩稱為緊固件的鎖緊力矩Ml,即Ml=Mf+Me。
2.2.2 擰緊力矩防松手段
螺紋連接是利用螺紋零件構成的可拆連接,由于螺紋的升角一般為1. 5°~3. 5°(小于當量摩擦角),連接具有自鎖性,再加上螺紋連接支承面上的摩擦力矩的存在,從理論上來說,螺紋連接在緊固件旋緊后不會自動松開,但實際情況并非如此,只有在靜載荷下,螺紋連接件才很少自動松脫。在動載荷作用下,特別是在沖擊載荷與振動情況下,螺紋連接件可能會失去自鎖作用而松動。因此,在工程上應采取實施其它防松手段及方法,來預防螺紋連接松動發生。防松方法大致可分為摩擦力防松、機械防松和永久防松三類。
a.摩擦力防松:采用彈簧墊圈、雙螺母、自鎖螺母進行防松。
b.機械防松:采用開口銷、止動墊圈、串聯保險、單耳止動墊圈和雙聯止動墊圈、外舌止動墊圈、帶鍵螺母(非標螺母)進行防松。
c.永久性防松:采用焊死,或對螺栓的螺紋沖口、打豁,使螺母無法松動,達到防松的目的,這種固定方法僅用在一次性使用不拆卸的連接部位上。
2.3 總結經驗,固化確定緊固件擰緊量化方法
2.3.1 擰緊力矩控制法:在緊固件擰緊時,當達到規定力矩值時擰緊過程即停止的方法,是根據擰緊力矩大小和軸向力之間存在的關系所制定的控制方法。
2.3.2 扭矩-轉角控制法:扭矩-轉角法就是在擰緊時達到規定的貼合扭矩后,再轉動螺紋件達到規定角度,扭矩-轉角法的優點是擰緊一致性較好,螺紋件摩擦因素對擰緊質量的影響較小。
2.4 形成規范,明確擰緊力矩量化控制要求和控制流程
2.4.1 擰緊力矩量化控制要求
2.4.1.1 單機設計負責明確單機內部緊固件擰緊力矩量化控制和防松要求,結合單機產品驗收對緊固件擰緊力矩量化控制和防松措施落實情況進行檢查確認,負責向分系統傳遞單機產品擰緊力矩量化控制數據。
2.4.1.2 分系統設計負責明確單機之間擰緊力矩量化控制和防松要求,結合分系統產品驗收對緊固件擰緊力矩量化控制和防松措施落實情況進行檢查確認,負責向總體傳遞單機產品擰緊力矩量化控制數據。
2.4.1.3 總體設計負責明確分系統之間擰緊力矩量化控制和防松要求,在科研生產任務主要控制節點階段對緊固件擰緊力矩量化控制和防松措施落實情況進行檢查確認,并明確結論。
2.4.1.4 生產單位負責按照設計明確的單機、分系統及總裝裝配過程中涉及的緊固件擰緊力矩量化和防松要求,進行細化并分解落實到質量控制文件中,實施緊固件量化力矩安裝和防松操作,并對過程產生的數據及資料進行整理和保管,納入產品數據包中,以便在進行產品驗收時提供進行質量檢查確認。
2.4.2 擰緊力矩量化控制流程
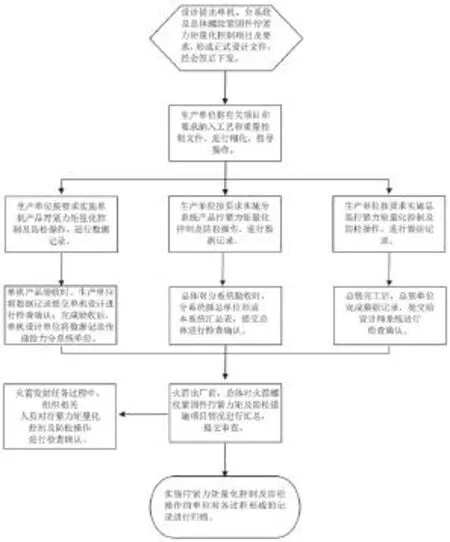
2.4.2.1 設計師系統明確單機、分系統及總裝緊固件擰緊力矩量化控制項目、防松措施及要求,詳細說明緊固件用途、安裝位置、數量、緊固件標準/規格/材料、擰緊力矩數值以及防松措施等要素,經相關實施操作的生產單位會簽后,以設計文件形式下發。
2.4.2.2 生產單位將有關項目和要求納入工藝和質量控制文件,對安裝位置、數量、緊固件標準/規格/材料、擰緊力矩數值、防松措施、裝配方法等進行詳細說明,指導操作。
2.4.2.3 生產單位按要求實施擰緊力矩量化控制及防松操作,操作完成后進行實測數據記錄,建立產品量化力矩專項數據包,提交上級設計單位進行質量檢查確認。
2.4.2.4 總體負責對單機、分系統及總裝各環節產生的擰緊力矩量化控制及防松操作記錄內容進行匯總和確認,作為產品質量驗收的主要內容,接受各級審查。
2.4.2.5 實施擰緊力矩量化控制及防松操作的單位對各過程形成的結果記錄,按相關管理規定進行歸檔。
螺紋緊固件擰緊力矩量化控制流程圖如下:
3 摸索總結,明確擰緊力矩量化工作重點及后續改進方向
3.1 要合理確定恰當的擰緊力矩范圍,以保證螺紋得以旋緊而不致使螺紋或螺母有所損害,旋緊扭矩要介于旋入扭矩及極限扭矩之間,因此需要通過計算或試驗確定螺紋的強度以得到極限擰緊力矩。此外,在擰緊力矩量化實施過程中,既要考慮連接件的性能也要考慮被連接件的性能,在螺栓安裝過程中要防止力矩過大,造成被連接零件的破壞。
3.2 擰緊力矩值的量化和明確為緊固件的連接防松奠定了堅實的基礎,也有助于控制產品安裝質量的一致性,而其它防松措施則根據產品實際情況不同對于緊固件防松也具有重要作用,對重要環節涉及的螺紋緊固件產品,在實施緊固件擰緊力矩量化控制的同時,也要結合產品連接實際情況采取其它螺紋連接防松措施。
3.3 對重要環節緊固件要優先實施量化控制,多年來運載發射任務的成功經驗與失利教訓表明,能夠對發射任務成敗產生嚴重影響的螺紋連接主要集中于具有關鍵作用的環節,該類環節具有兩方面的特點,緊固件數量少,失效后影響大。設計人員應率先對篩選出的重要環節所涉及的緊固件產品,100%明確其安裝力矩量化控制和防松措施要求,不允許出現重要環節涉及的緊固件產品既無安裝力矩值要求又無防松措施的情況出現。
3.4 基于目前技術手段,無法實現定力矩安裝的螺紋連接部位,必須明確防松措施要求,針對小直徑以下的螺紋緊固件的擰緊量化控制,由于其直徑過小,受力矩扳手等工具體積和精度的局限性,目前難以使用擰緊力矩控制法進行操作,因此應采用旋入圈數、轉角法等其它擰緊控制方法保障其安裝質量,同時也要明確防松措施。
3.5 生產單位對實施螺紋緊固件定力矩安裝的工具、方式和方法要進行充分驗證,確保操作過程和結果符合國家及行業有關標準,滿足產品設計要求。
3.6 針對產品技術狀態變化或完善設計,引起緊固件材料、規格和數量的變化,以及為了適應緊固件狀態變化或為了提高安裝可靠性引起的預緊力矩和防松措施變化等方面,要作為重點環節進行分析,對擰緊力矩量化的數據、操作的工具及方法、檢查確認的手段等要進行符合性調整,并佐以相關的試驗進行驗證,確保擰緊力矩量化工作的針對性和有效性。
3.7 開展先進適用力矩施加工具和方法的研究與應用,可以采用電動、氣動等方式代替人工操作,采用數字和自動化工具代替老式表盤和人工控制工具,提高力矩裝配效率和準確性。
3.8 利用信息化手段,結合擰緊力矩自動施加工具,開發數據自動記錄、自動保存及傳輸歸檔等功能和軟、硬件產品,建立產品擰緊力矩量化控制數據包及數據庫,便于適時進行檢查確認和數據查詢,進而構建全面有效的產品緊固件安裝量化控制系統。
3.9 要加強擰緊力矩量化控制實施力度,加強對實施手段的研究和實施工具的配備工作,為實現緊固件100%量化控制奠定基礎。同時,對于有量化但未經充分試驗驗證的緊固件控制措施,要加強力矩控制理論分析,加強試驗驗證工作,加強使用規范研究工作。
4 結束語
運載火箭擰緊力矩量化控制工作,是航天運載火箭質量與可靠性工作的核心之一,是確保航天運載火箭發射圓滿完成的有效保證措施。后續改進方向將聚焦在擰緊力矩識別的全面性、擰緊力矩控制的有效性、擰緊力矩量化與航天工業科研生產結合的緊密性等方面,并深入研究,積極探索,充分總結,持續改進,實現運載火箭擰緊力矩量化控制的跨越,最終實現100%的量化控制,為航天運載火箭發射奠定堅實的基礎。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
中學生數理化(高中版.高考理化)(2020年3期)2020-05-30 12:26:24
豬業科學(2018年4期)2018-05-19 02:04:38
廣東飼料(2016年5期)2016-12-01 03:43:23
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
Coco薇(2015年1期)2015-08-13 02:23:50
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
