G72指令在數控車床加工復雜溝槽的研究
2015-05-12 21:14:04洪超吳萍
智能制造
2015年4期
洪超 吳萍
對 G72指令在數控車床加工編程方法的研究,分析了數控車床各種溝槽的不同加工方法,比較了 G72、G73和G75指令加工溝槽的特性,分析了編程加工時的注意事項。結合加工實例,闡明了 G72指令在數控車削復雜溝槽零件時的編程方法和技巧。G72加工復雜溝槽的獨特效能證明,熟練掌握和靈活運用編程指令,是提高加工效率的重要途徑。
一、引言
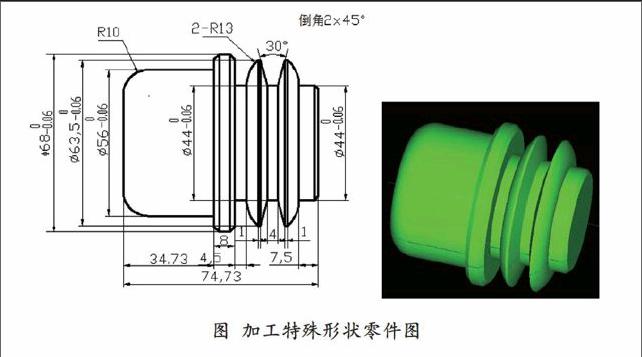
FANUC系統數控車床在生產加工中已得到廣泛使用,零件編程加工時,常用循環指令:G71、G72和 G73指令,使用時比較簡單實用。在生產加工中 ,溝槽加工也是數控車常見的加工方法之一,加工中會遇到各種形狀的溝槽。在 FANUC數控系統中,切削溝槽常使用 G75循環指令,但是 G75只適合切削簡單的直溝槽。當加工需一次完成斜槽或者槽肩和槽根處有倒角、倒圓角的復雜槽型時 ,G75指令就不再適合,無法加工了。G73指令可加工復雜溝槽,但由于加工時刀具是沿工件表面輪廓層層深入加工,空行程很多,加工效率極低。宏程序也可加工復雜溝槽 ,但編程復雜,使用不方便。G72指令卻可以簡單方便完成復雜溝槽加工。
二、G72指令溝槽加工
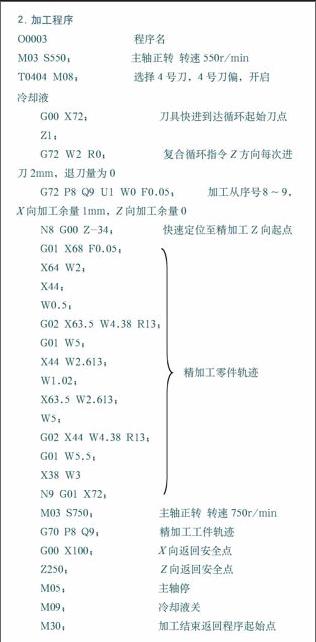
FANUC-0i系統數控車床 G72代碼指令是端面復合循環加工指令 ,主要用于盤類零件的加工,是軸向進給,徑向切削的端面的加工循環指令。G72指令的功能,根據加工工件、刀具不同,加工范圍也不同。在實際生產中,通常采用切削刃平行與軸線的 90°偏刀,對軸向尺寸精度相對要求較高、徑向尺寸精度要求較低,零件輪廓外形是單調遞增或單調遞減,直徑相差較大的盤套類零件毛坯進行車削加工。……
登錄APP查看全文
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
輪胎工業(2021年10期)2021-12-24 17:23:35
輪胎工業(2020年9期)2020-03-01 18:58:44
制造技術與機床(2019年12期)2020-01-06 03:17:48
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
制造技術與機床(2017年4期)2017-06-22 11:18:05
江西理工大學學報(2015年3期)2015-12-22 05:26:21
機床與液壓(2015年3期)2015-11-03 07:02:03
制造技術與機床(2015年10期)2015-04-09 07:05:42