基于煙支克重SD指標升級的工藝風力系統改造
2015-05-13 04:31:17周學斌李真
科技創新導報 2015年3期
周學斌 李真

摘 要:卷煙廠在煙支克重SD指標要求提升后,指標合格率降低,拉低了整體經濟效益。為解決這個問題:首先對生產現場采集的數據進行分析,探究卷接機組的工藝風力系統的風速穩定與煙支克重SD指標之間的關系;然后從提升卷接機組工藝風力質量著手,提出以加裝自動風壓平衡器為主要手段的工藝風力系統升級改造方案,并完成系統改造。實測數據表明,在配置了自動風壓平衡器之后,系統內單臺機組的風壓波動得到了明顯的抑制效果。提高了供給風壓的穩定性,提升了煙支克重SD指標的合格率。
關鍵詞:卷煙工藝風力 自動風壓平衡器 煙支克重SD指標 風壓波動
中圖分類號:TS4 文獻標識碼:A 文章編號:1674-098X(2015)01(c)-0086-02
Abstract:The Cigarette-weight SD indicator in the Factory has increased.This caused the qualified rate of Cigarette-making decreased,and the economic benefit of the entire factory has been reduced.To solve the problem:first,we analysis the data collected form the production field to inquired the relation between the Wind_pressure volatility and the Cigarette-weight SD indicator. Than in order to improve the Cigarette-weight SD indicator,we start from this convenient,put forward the upgrade scheme by using the Automatic wind pressure balancer,and complete this upgrade.The test data show that this instrument can restrain Wind_pressure volatility both in the system and a single unit.Increased the stability of the wind and improved the qualified rate of the Cigarette-weight SD indicator.
Key Words:Cigarette-making process wind power;Automatic wind pressure balancer;Cigarette-weight SD indicator;Wind_ pressure volatility
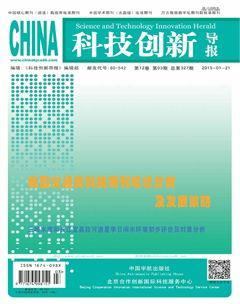
卷接機組是卷煙生產的重要設備。為了保證香煙的卷接質量以及生產效率,卷接機組工作時必須有穩定的負壓供應。在工藝風力系統中,工藝負壓由高壓離心風機通過管道統一供應。如圖1所示:
首先,系統管道阻力、卷煙機風道中的原料煙絲、碎煙絲、煙梗及各種塵埃均會引起管道中的壓力波動,對煙支生產帶來影響。其次,在生產過程中工況的切換導致閥門的開閉也會對管道內壓力產生影響。在卷接機臺內部,對于外部壓力的波動具有一定的抑制功能,但對于壓力較大幅度的波動,是無能為力的。
針對卷煙廠在實際生產過程中所遇到的問題,提出對工藝風力FC3系統進行升級改造。以改善煙支生產質量指標。
1 生產指標問題
在近三年的生產管理中,隨著對煙支克重(SD)控制的技術指標調整(由原0.025變為0.023),提高了煙支卷制的標準。在卷煙生產質量管理上,部分產品合格率指標下降,并且影響卷煙成品的優質等級。
在煙廠的FC3系統中,11#和14#生產混合型香煙,12#生產軟精品烤煙。在生產過程中發現:11#與14#的合格率較高,而12#的合格率較低。現懷疑是FC3系統的工藝風力供給出現了問題。
針對這一懷疑,進一步的對FC3系統進行了觀察并測量。部分測量數據如表1所示:
于此同時,對單個機臺的壓力和主管道內的壓力進行了監測。為了描述壓力波動變化的大小,引入了單位時間內壓力波動方差PSD這一概念。方差越大,表示在單位時間內,壓力的波動越大。方差越小,表示在單位時間內,壓力的波動越小。使用壓力波動方差的概念,我們將PSD值大于150的單位時間視為壓力供應不合格,得到的壓力供應合格率。
從以上表格中可以發現以下幾點:
(1)煙支克重SD指標與卷煙類型即煙絲結構存在一定程度上的關聯。
(2)壓力波動值有較大改善空間。
(3)管路中的實際壓力,未達到設定壓力。
因此,針對于以上提出的卷煙工藝風力系統的不足,提出了一套能夠改善壓力波動、精密追蹤設定值的升級方案。
2 解決方案提出
在FC3系統中,為提升煙支克重SD指標的合格率。從以下兩個方面考慮,對系統進行升級改造:工藝風力的改進、煙絲結構的改善。具體改造方案為:
2.1 工藝風力的改進
每臺卷接機組經由VE支管與MAX支管與主管路相連,獲得卷煙生產所需要的工藝風力。如下圖所示:
其中,VE管與卷煙機相連,為卷煙機提供卷煙負壓。MAX管與接嘴機相連,為接嘴機鼓輪提供接嘴負壓。這兩根管路上的壓力需求是不一樣的:VE管壓力一般需穩定在8600~8800Kpa的負壓,而MAX管一般需要9000~10000Kpa的負壓。通常情況下,通過閥門開度的調節,可以使兩根支管分別達到相應的壓力范圍。然而在壓力的穩定性上,VE管的需求非常高,需要達到偏差在±2%,而MAX管的要求較低,波動范圍在±5%即可。
原有系統中,VE平衡閥采用氣動蝶閥。氣動蝶閥對于信號響應較快,壓力反應較為靈敏。但同時,由于閥門結構的原因,在閥門動作的同時會對管路前后端產生并傳播壓力波動。在以往的生產中,由于煙支克重SD指標要求較低(0.025),卷煙過程中對于VE管的壓力波動容忍度較高。此次提高煙支克重SD指標(0.023),使得VE管壓力的穩定性在一定程度上不能滿足生產需要。
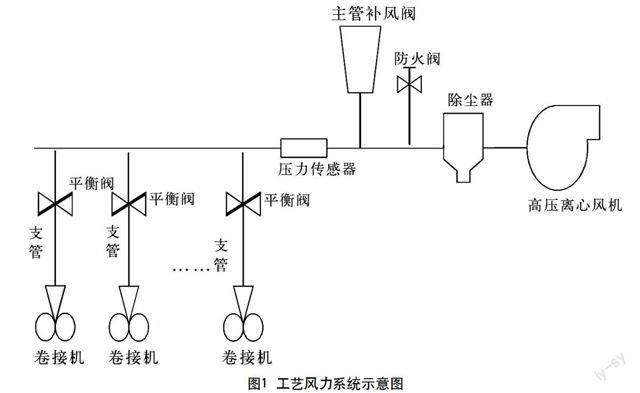
為改善VE部分的風壓平衡,在FC3系統中的每臺卷煙機的卷煙支管(VE)上安裝自動風壓平衡器。如圖3所示:
同時,在VE除塵支管上安裝自動風壓平衡器,系統通過壓力傳感器實時檢測支管壓力的變化、并根據設定壓力值通過自動風壓平衡器調節支管壓力,實現自動調節、穩定VE部分的壓力和風量。并可根據卷接機氣室的開閉狀態,控制平衡器的開度,降低通風量,減少因更換吸絲帶或檢修時,該點風壓風量的變化對整個風力系統的影響。
由于自動風壓平衡器的中空腔體設計,使得其在開度調整過程中的動態性能較之氣動蝶閥而言有較大的改善。使得壓力的波動情況得到改善。
2.2 煙絲結構的改善
除煙絲品牌所使用的煙絲無法改造外,在風力送絲系統中:提出采用煙絲送絲單元控制器,來改善煙絲送絲過程中的纏繞結團和造碎現象,用以改善被送煙絲的質量,使得在煙支成型時密度均勻。其最終目標就是實現卷煙機輸送煙絲的安全可靠和風速穩定,以達到煙絲的平穩輸送。使煙絲在合理的速度下輸送,盡量降低煙絲在輸送的過程引起的煙絲造碎。
2.3 增配人機界面檢測控制參數
在每組卷煙機上配置一塊人機界面(工業控制顯示屏),方便機組作業人員了解閥門工作情況、控制各風力工藝參數。卷煙機組工藝風力風壓平衡系統的自動控制,需要準確的機臺工作信號;而卷煙機組操作人員對該機組的工藝風力參數也需要方便直觀的設置與了解。
每臺卷接機組的VE與MAX除塵支管上安裝了壓力傳感器,監測兩除塵支管上的壓力值。VE除塵支管上安裝有自動風壓平衡器,通過檢測到的支管壓力的變化自動調節穩定壓力和風量。
在機組檢修時,可根據氣室的開閉狀態,控制平衡器的開度,降低通風量,減少因更換吸絲帶或檢修時,該點風壓風量的變化對整個風力系統的影響。MAX除塵支管上裝有氣動調節閥,通過檢測卷煙機的原風機信號和烙鐵信號,來控制該氣動調節閥開度,實現單臺卷接機組的工藝風力平衡供給。當單臺卷接機組工藝風力平衡供給之后,則整個系統的風力供給也趨于穩定。
3 結果分析
在今年6月份,對本廠的FC3系統進行了系統性的升級改造。主要改造內容為:在VE支管加裝自動風壓平衡器、在風力送絲系統加裝送絲單元控制器、每個卷煙機組配備人機界面、更換負壓風機。
在穩定生產后的近兩個月時間里,持續對FC3系統中的機臺中的技術指標進行測試、統計,見表2。
總體來說:該項目的建設時間短,應用效果較明顯。能有效地改善了卷煙機的壓力穩定性與煙絲輸送穩定性,對FC3系統中的12#機臺,顯著地提高了煙支克重SD指標的合格率。能夠提高卷煙生產的效率,提升經濟效益。
參考文獻
[1] 劉杰,張晉,高云,王彬.卷煙機VE供絲部的有關工藝參數對卷煙質量穩定度的影響[J].中國煙草科學,2009(4).
[2] 黃深海,周奇峰,馬臣,張振峰,袁國安.卷接機組集中工藝風力系統的改造與應用[J].湖南文理學院學報(自然科學版),2013(3).
[3] 孟慶濤,邵國洋,張振華,孟振偉.基于過程控制的卷接機組高壓風機變頻改造[J].工業控制計算機,2013(5).
[4] 趙曰利.卷煙煙支重量與其它重要物理化學指標的關系[J].輕工科技,2014(4).