淺談動車組輪對制造工藝要點
2015-05-30 06:37:10閆道宇
東方教育 2015年3期
閆道宇
【摘要】通過對某型動車組輪對設計要求及結構特點,對某型動車組輪對制造工序進行工藝分析,并根據生產實際情況,設計了合理的輪對制造工藝方法及關鍵質量控制措施。
【關鍵詞】動車組;輪對制造;工藝要點
1前言
某型動車組是根據目前鐵路發展趨勢和動車組系列產品的特點,為進一步提高快速應對市場需求的能力,降低研發、制造以及售后成本,結合和諧號動車組樣車研制的研究成果,研制的既能滿足持續高速運營、又能滿足站站停運營模式動車組。
某型動車組轉向架在高速動車組轉向架基礎上,結合實際情況,進一步提高零部件國產化率,降低制造成本而研發出來的新型動車組轉向架。
2輪對軸箱主要結構特點
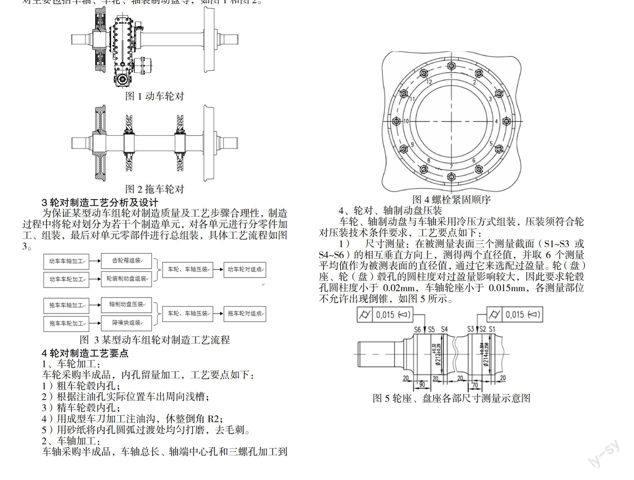
某型動車組輪對軸箱組成主要分為動車輪對和拖車輪對兩種;動車輪對主要包括車軸、車輪組成、齒輪箱等,拖車輪對主要包括車軸、車輪、軸裝制動盤等,如圖1和圖2。
3輪對制造工藝分析及設計
為保證某型動車組輪對制造質量及工藝步驟合理性,制造過程中將輪對劃分為若干個制造單元,對各單元進行分零件加工、組裝,最后對單元零部件進行總組裝,具體工藝流程如圖3。
4輪對制造工藝要點
1、車輪加工:
車輪采購半成品,內孔留量加工,工藝要點如下:
1)粗車輪轂內孔;
2)根據注油孔實際位置車出周向淺槽;
3)精車輪轂內孔;
4)用成型車刀加工注油溝,休整倒角R2;
5)用砂紙將內孔圓弧過渡處均勻打磨,去毛刺。
2、車軸加工:
車軸采購半成品,車軸總長、軸端中心孔和三螺孔加工到位,車軸入廠后需進行外圓精加工,工藝要點如下:
1)精車軸頸、輪座、齒輪箱座(動車車軸)、制動盤座(拖車車軸)、防塵板座和各圓弧尺寸;
2)滾壓軸頸卸荷槽圓弧;
3)磨削軸頸和防塵板座;
4)磨削輪座、齒輪箱座(動車車軸)和制動盤座(拖車車軸);
5)對車軸各圓弧進行拋光,去除棱角毛刺,過渡處打磨圓滑。
3、輪裝制動盤組裝
動車車輪加工后需進行輪裝制動盤的組裝,制動盤組裝與城際160公里相同,工藝要點如下:
1)車輪、制動盤整備:檢查車輪、制動盤外觀,車輪、制動盤不平衡位置及數值標識清晰,對制動盤與車輪的螺栓孔、定位銷孔、制動盤上的定位銷槽安裝面用軟布進行擦拭,在車輪及制動盤接觸表面均勻涂抹一層摩擦劑;
2)制動盤組裝:組裝時應保證車輪和制動盤不平衡點成150°~210°之間,車輪定位銷孔與制動盤定位銷槽對中,螺栓及螺母的螺紋用潤滑油潤滑,制動盤預組后先用70±5N.m的扭矩按照1、5、9、2、6、10、3、7、11、4、8、12的順序交叉緊固所有螺栓,如圖4,然后用140±5N.m的扭矩仍按照1、5、9、2、6、10、3、7、11、4、8、12的順序交叉緊固所有螺栓;
4、輪對、軸制動盤壓裝
車輪、軸制動盤與車軸采用冷壓方式組裝,壓裝須符合輪對壓裝技術條件要求,工藝要點如下:
1) 尺寸測量:在被測量表面三個測量截面(S1~S3或S4~S6)的相互垂直方向上,測得兩個直徑值,并取6個測量平均值作為被測表面的直徑值,通過它來選配過盈量。輪(盤)座、輪(盤)轂孔的圓柱度對過盈量影響較大,因此要求輪轂孔圓柱度小于0.02mm,車軸輪座小于0.015mm,各測量部位不允許出現倒錐,如圖5所示。
圖5輪座、盤座各部尺寸測量示意圖
2)工件選配
車輪壓裝過盈量應在(0.212~0.296)mm,,制動盤壓裝過盈量在(0.229~0.304)mm之間;車輪須滿足如下配臺要求:
a. 同一車軸上組裝的兩個車輪輪輞寬度差應≤2mm;
b. 同一輪對兩車輪直徑差≤0.3mm;同一轉向架兩車輪直徑差≤0.5mm;同一車輛兩車輪直徑差≤1mm。
3)打磨、清洗
為增大壓裝配合面摩擦力,且車輪(制動盤)壓裝不合格注油退卸時液壓油需有滲出間隙,因此需對車輪輪座(制動盤座)及車輪(制動盤)進行打磨處理具體操作如下:
用120至200目棕剛玉砂紙打磨輪座倒角部位,使其圓滑過渡。使用80至120目棕剛玉砂紙沿與縱向軸線成45°方向交叉打磨輪座(制動盤座)表面,見圖2所示,往復打磨動作時要求單程均勻用力打磨。打磨后紋理盡量均勻。
4)輪對壓裝
a.壓裝準備。壓裝前在軸頸上涂抹少量變壓器油,用壓裝保護套對軸頸進行防護。為降低壓裝過程中對接觸表面劃傷程度,用毛刷蘸取適量潤滑劑均勻涂抹在輪座(盤座)及輪轂孔(盤轂孔)表面及倒角部位。
b.壓裝。將預組后的輪對上料后使用液壓數控壓力機進行壓裝。
c.壓裝效果。通過壓力曲線圖作為判斷壓裝后配合面是否完好的參考,壓力曲線應均勻平穩上升,不得有配合面嗆傷導致的陡升,且壓力曲線應全部在曲線起點與終點處壓力的連線以上(注油溝處曲線除外),車輪最大壓裝力應滿足831kN~1229kN,制動盤最大壓裝力應滿足263kN~450kN。
c.尺寸檢測。輪對組裝后,檢查輪對各部尺寸,各部尺寸要求見表2.
6結論
通過對上述某型動車組輪對制造工藝措施的實施,保證了生產過程中輪對設計性能的實現,也保證了該類型輪對的制造質量,彌補了在此速度等級動車組轉向架研發制造上的空白,提高了國內在該速度等級動車組轉向架研制上的競爭力。
參考文獻:
[1] EN 13260:2009,鐵路應用 輪對和轉向架 輪對生產要求[S].
[2] TB/T 1718-2003,