半掛車生產(chǎn)線兩個(gè)典型工藝的改進(jìn)
2015-05-30 14:41:41李智方
科技創(chuàng)新與應(yīng)用 2015年25期
關(guān)鍵詞:工藝
李智方
摘 要:文章提出焊機(jī)送絲機(jī)構(gòu)懸掛兩項(xiàng)傳統(tǒng)方法的工藝改進(jìn)措施,經(jīng)過生產(chǎn)驗(yàn)證,均收到了良好的效果。對半掛車技術(shù)人員在工藝改進(jìn)及生產(chǎn)方面提供參考。
關(guān)鍵詞:掛車;底板;仰焊;平焊;工藝;送絲機(jī)構(gòu);彈簧平衡器
前言
半掛車生產(chǎn)中有兩個(gè)傳統(tǒng)的難題:(1)底板焊接時(shí)工人蹲在底架下仰焊,操作不便,焊縫成形差;(2)車間立柱上固定懸臂裝置,安裝CO2保護(hù)焊機(jī)送絲裝置,占用空間大、移動擺臂與線上的掛車產(chǎn)品干涉、更換焊絲較為麻煩、焊把線不夠長且移動起來不方便等。針對以上兩項(xiàng)問題,文章提出了較為可行的解決方案。
1 掛車底板由仰焊變平焊工藝改進(jìn)
傳統(tǒng)半掛車底板焊接時(shí)工人蹲在底架下仰焊,存在的問題是:(1)工人操作難度大、費(fèi)時(shí)費(fèi)工;(2)仰焊的焊縫成形差;(3)不易保證上翼板和W梁與底板的間隙1mm。
針對上述問題,文章提出了在底板焊接組安裝鏈?zhǔn)椒D(zhuǎn)機(jī)的技改方案,并設(shè)計(jì)了底架翻轉(zhuǎn)后保證底板貼合緊密的“氣缸頂緊工裝”。在安裝過程中對“導(dǎo)軌和鏈條干涉”、“翻轉(zhuǎn)機(jī)立柱調(diào)平”等問題均提出了解決方案。
1.1 半掛車工藝流程簡述
傳統(tǒng)半掛車的制作工藝流程為:邊板、前檔、后門總成焊接—腹板等離子下料—縱梁組對、焊接、校正—底架拼焊—附件(如工具箱、防護(hù)等)焊接—底板焊接—組對前檔—合圍(邊門、后門的上裝)—焊接—打磨—返修—擦洗、噴涂—裝配—調(diào)試—交檢入庫
本方案即是針對上述流程中“底板焊接”工位的工藝改進(jìn)提出的技改措施。
1.2 實(shí)施方案
1.2.1 設(shè)備名稱。360度鏈?zhǔn)椒D(zhuǎn)機(jī)
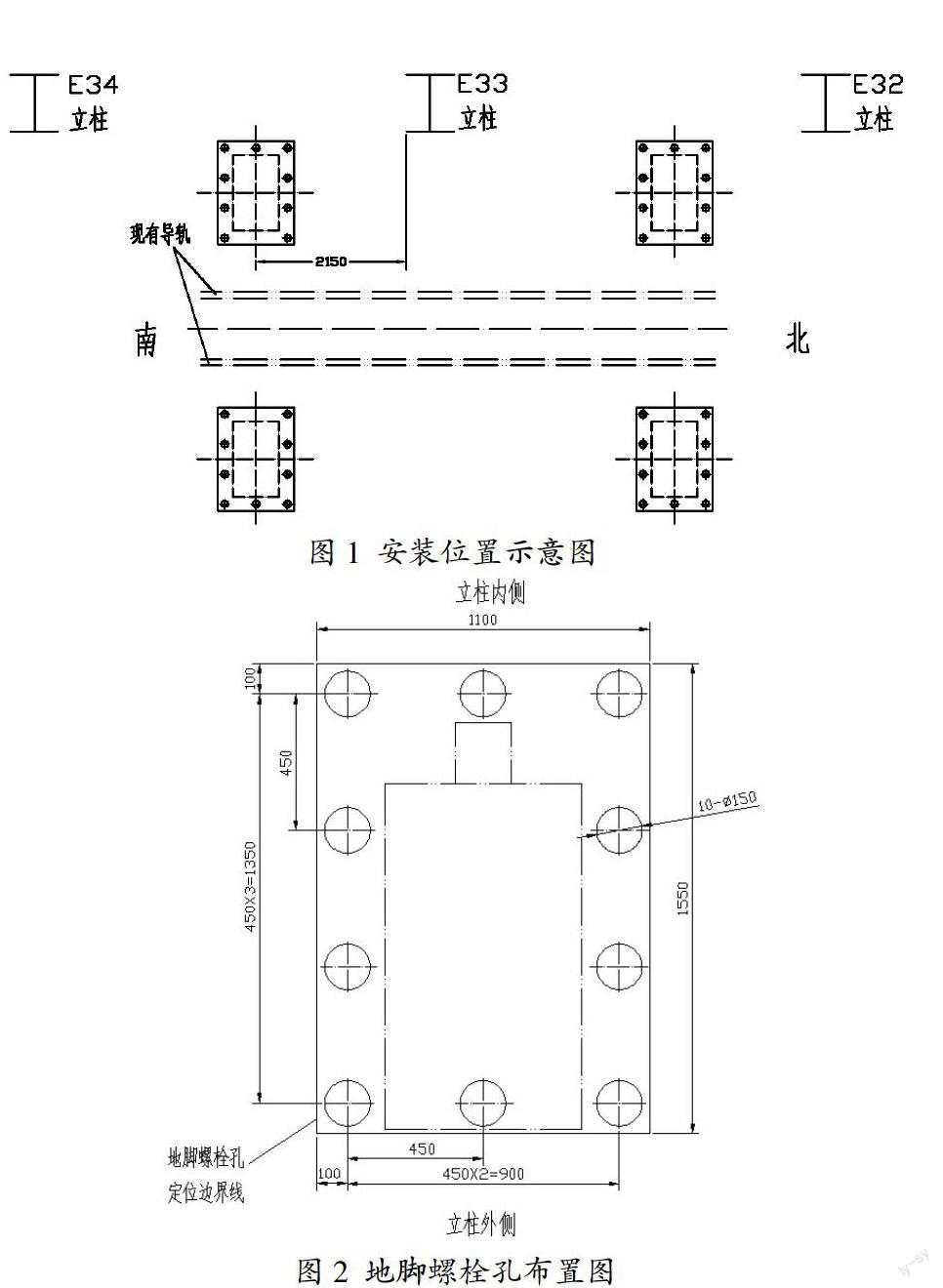
1.2.2 安裝示意。E32、E33、E34為車間的工字梁立柱,圖1為360度鏈?zhǔn)椒D(zhuǎn)機(jī)底座定位示意圖。
翻轉(zhuǎn)機(jī)的南側(cè)兩個(gè)立柱位于底板焊接組E33,E34車間立柱之間;北側(cè)兩個(gè)立柱位于E32,E33車間立柱之間。東西向立柱的中心線應(yīng)與導(dǎo)軌的中心線重合。導(dǎo)軌上放置有工藝小車,工藝小車上放置半掛車架,在生產(chǎn)線各工位流轉(zhuǎn)。定位時(shí)要保證翻轉(zhuǎn)機(jī)南北兩立柱的中心距為6m,東西兩立柱的中心距為4m,以便滿足最長13m的掛車翻轉(zhuǎn)。
1.2.3 安裝方式
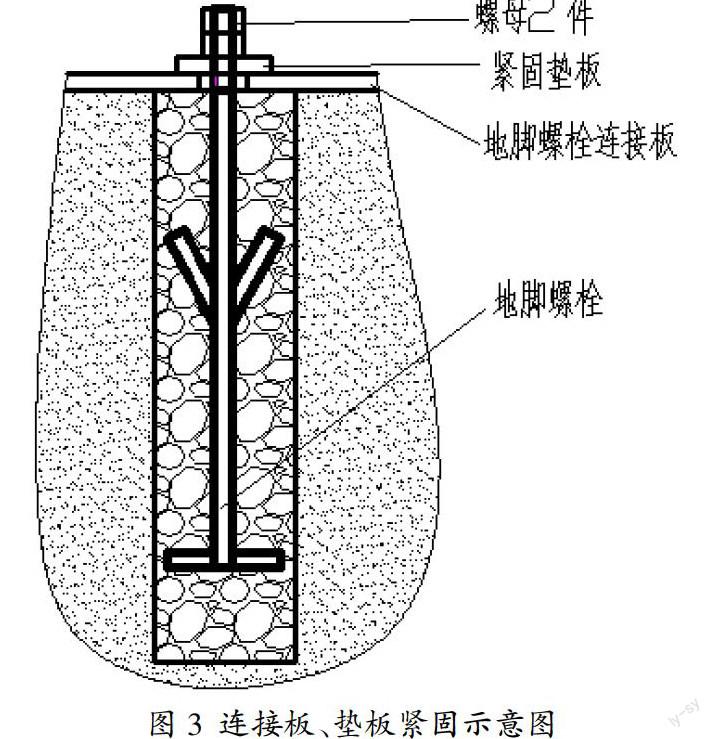
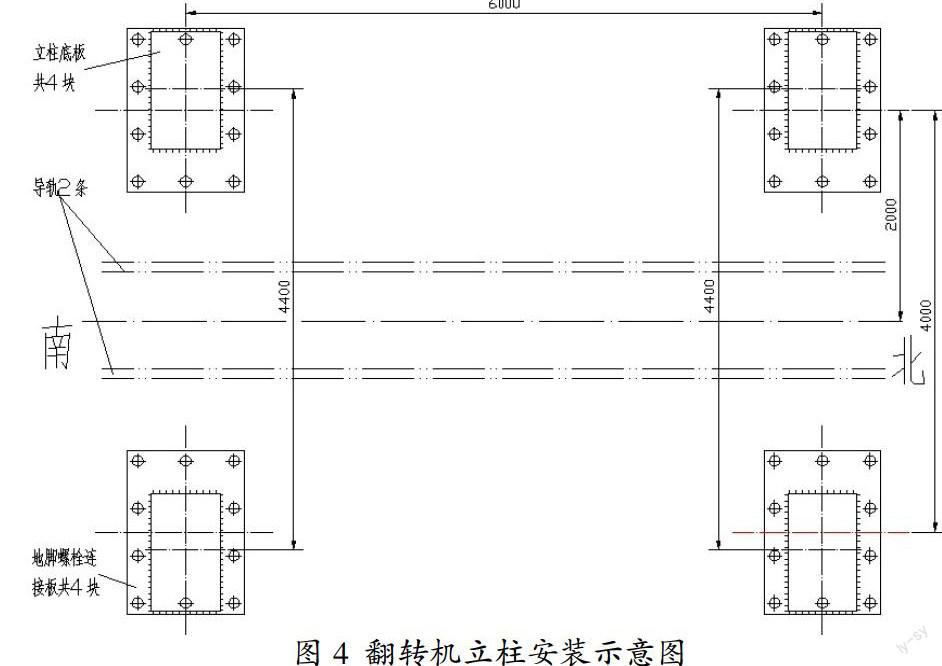
(1)立柱固定方式:安裝采用?覬150水鉆頭鉆孔,孔深600mm,每根立柱地埋10根地腳螺栓,利用地腳螺栓在水泥中地埋500mm深的拉力保證立柱不側(cè)傾。(2)地腳螺栓孔的布置方式:地腳螺栓孔采用矩形布置,見圖2。(3)地腳螺栓連接板:共4件,其作用是作為翻轉(zhuǎn)機(jī)立柱的支撐平臺。連接板通過緊固墊板的壓緊作用緊貼在地平面上。翻轉(zhuǎn)機(jī)立柱底板精確定位后需與地腳螺栓連接板焊死。連接板各孔中心要保證與地腳螺栓孔中心一致。(4)地腳螺栓:共40件,每根立柱用10件。作用是通過連接緊固墊板使地腳螺栓連接板與水泥地面牢固連接。見圖3。地腳螺栓伸出地平面85mm,地平面以下500mm與水泥一起澆筑。澆筑后要保證地腳螺栓的鉛垂度。(5)緊固墊板:共40件,壓緊地腳螺栓連接板用。見圖3。(6)地腳螺栓、連接板、緊固墊板、螺母緊固示意圖見附圖3。
(7)安裝翻轉(zhuǎn)機(jī)各立柱、鏈條及附件等,立柱安裝見圖4。四個(gè)立柱底板按圖穿入對應(yīng)的地腳螺栓后用墊板壓緊并緊固。立柱底板與地腳螺栓連接板四周滿焊,焊角高15mm。
安裝時(shí)要保證翻轉(zhuǎn)機(jī)四個(gè)立柱的南北向中心線與現(xiàn)有兩導(dǎo)軌的中心線重合。
(8)立柱底板的調(diào)平:立柱到位后,先調(diào)整南北和東西方向,滿足要求后對立柱的鉛垂度進(jìn)行調(diào)節(jié)。
具體方法為:先在原立柱底板四角內(nèi)六角螺栓孔處各焊M18螺母1個(gè),然后旋入螺栓,通過調(diào)節(jié)四角每個(gè)螺栓的旋入深度來調(diào)節(jié)立柱的鉛垂度。立柱的鉛垂度用吊鉛垂線的方式檢測。
1.2.4 鏈條與導(dǎo)軌干涉問題
安裝完成后,針對拖地鏈條與導(dǎo)軌的干涉,特提出如下解決方案:
按圖5對導(dǎo)軌進(jìn)行改造。改造完成后,在翻轉(zhuǎn)時(shí)可以去掉活動導(dǎo)軌蓋,實(shí)現(xiàn)對車架的順利翻轉(zhuǎn)。翻轉(zhuǎn)完成后蓋上導(dǎo)軌蓋即可實(shí)現(xiàn)工藝小車在導(dǎo)軌上的滾動流轉(zhuǎn)。工人操作起來非常方便。
1.2.5 底板壓緊裝置
為了能使底架翻轉(zhuǎn)后底板與W梁和主縱梁貼合的更加緊密,保證1mm的工藝間隙,本方案特設(shè)計(jì)了氣缸頂緊工裝,見圖6。
具體為:底架翻轉(zhuǎn)后放置于兩個(gè)工藝小車上,將圖6所示的氣缸頂緊工裝放置于兩工藝小車中間,該工裝可以在導(dǎo)軌上任意移動。利用氣缸的頂緊力和底架的自重將底板緊密貼合與底架上,從而保證了主縱梁和W梁與底板的間隙達(dá)到工藝要求。該工裝經(jīng)投用,使用效果良好。
1.3 實(shí)施效果
通過實(shí)施以上方案,可以使傳統(tǒng)半掛車生產(chǎn)線中的底板焊接由仰焊變?yōu)槠胶福_(dá)到了工藝改進(jìn)的目的。
2 車間立柱懸臂懸掛CO2焊機(jī)送絲裝置的工藝改進(jìn)設(shè)計(jì)
掛車生產(chǎn)線改造中遇到的較為棘手的問題是:靠近車間立柱的生產(chǎn)線可以利用“立柱懸臂安裝送絲機(jī)構(gòu)”的方式實(shí)現(xiàn)CO2焊槍的來回移動,但靠近安全通道一側(cè)的生產(chǎn)線則沒有可以利用的立柱來實(shí)現(xiàn)以上功能。
為了解決以上問題,該方案設(shè)計(jì)了一種整體解決辦法:
(1)在掛車生產(chǎn)主線的兩側(cè)根據(jù)實(shí)際情況安裝立柱,立柱的上端焊接斜撐用于安裝KBK導(dǎo)軌;(2)在斜撐上安裝KBK型導(dǎo)軌及吊掛裝置、彈簧平衡器等;(3)選用型號與送絲裝置重量匹配的彈簧平衡器掛起送絲裝置,實(shí)現(xiàn)送絲裝置的上下、前后移動;(4)此方案能實(shí)現(xiàn)掛車主線兩側(cè)送絲裝置的方便移動,為送絲裝置的設(shè)置提供了更好的懸掛方法。具體見圖7、8。
該方案經(jīng)車間驗(yàn)證后,比傳統(tǒng)方式減少了立柱懸臂,節(jié)省了很大空間。KBK導(dǎo)軌及彈簧平衡器能實(shí)現(xiàn)送絲裝置前后上下的方便移動。提高了生產(chǎn)效率,更換焊絲也更為便捷,達(dá)到了設(shè)計(jì)目的。
參考文獻(xiàn)
[1]卞學(xué)良.專用汽車結(jié)構(gòu)與設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,2007.
[2]徐達(dá),叢錫堂.專用汽車構(gòu)造與設(shè)計(jì)[M].北京:人民交通出版社,2008.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
