雙面提花圓機花型準備系統的設計
2015-06-10 00:51:35胡旭東揭由君彭來湖
紡織學報 2015年6期
胡旭東, 揭由君, 彭來湖
(浙江理工大學 浙江省現代紡織裝備技術重點實驗室, 杭州 浙江 310018)
?
雙面提花圓機花型準備系統的設計
胡旭東, 揭由君, 彭來湖
(浙江理工大學 浙江省現代紡織裝備技術重點實驗室, 杭州 浙江 310018)
為解決使用花型準備系統時繪圖效率低,鏈條動作輸入步驟繁多的問題,設計了一套花型和鏈條結合的圖形編輯系統。這個系統以命令模式和面向對象的設計思想為指導,給出了系統的總體架構和軟件的數據結構總體設計方案。針對三工位(成圈、集圈、浮線)的雙面提花圓機,提出花型位圖文件在連續浮線情況下的2種分解算法及分解數據的壓縮算法,實現了花型位圖文件到選針文件的轉換。并在輸入鏈條動作的過程中,采用了復合動作預設提前量方式,有效地降低了設計鏈條動作的繁瑣度,提高了花型的設計效率。
提花圓機; 花型數據準備; 面向對象; 算法
電子提花圓緯機采用的是電信號控制刀頭上下擺動的電動選針器,電信號即選針器的驅動信號,由計算機的數據提供[1],開機前的數據準備工作稱為花型數據準備。隨著計算機技術的發展,圓緯機電子提花系統因其花型范圍不受限制,更換花型迅速,產品設計周期短的優點,電子控制技術逐漸代替了機械式提花控制,在針織機上得到越來越廣泛的應用[2-3]。
目前,三工位(成圈、集圈、浮線)選針形式的花型制版系統中,日本島精公司(Shimaseiki)和德國斯托爾公司(Stoll)處于世界領先地位[4]。金天梭CDMJ型電腦提花圓機就采用了日本先進的電子選針系統和WAC Designer提花設計軟件,最大特點是上機操作簡便快捷,修改和更換花型快,產品設計簡單方便,可提高機器編織速度[5]。國內對提花圓機花型準備系統的研究在很大程度上仍依賴于模仿國外軟件的功能,很少有自己的優勢和特色。
本文通過綜合國內外先進的針織工藝,采用面向對象的設計思想,制定了提花圓機花型準備系統的設計方案。該花型準備系統主要包括圖形編輯和花型文件轉換這2部分。
1 系統的軟件結構及功能分析
1.1 系統的功能分析
雙面提花圓機的花型準備系統應該能新建或者導入外部的花型圖。以多色提花織物為例,人工設計時,用意匠圖表示織物,手工畫出花型圖案。要設計一幅較理想的圖案往往需要幾番修改,而且由于不具備色彩效應和準確的比例關系,所以圖案直觀效果差。采用制版軟件設計花型時,用鼠標將不同色彩依次填入,在顯示屏上便得到由彩色像素塊組成的圖案,如選擇的顏色與編織所用色紗相近,則可在屏幕上顯示出與成品效果相似的彩色圖案。花型經過圖形編輯并設置好工藝參數后,編譯成控制器需要的花型信號,包括選針文件和鏈條動作文件。其處理流程如圖1所示。
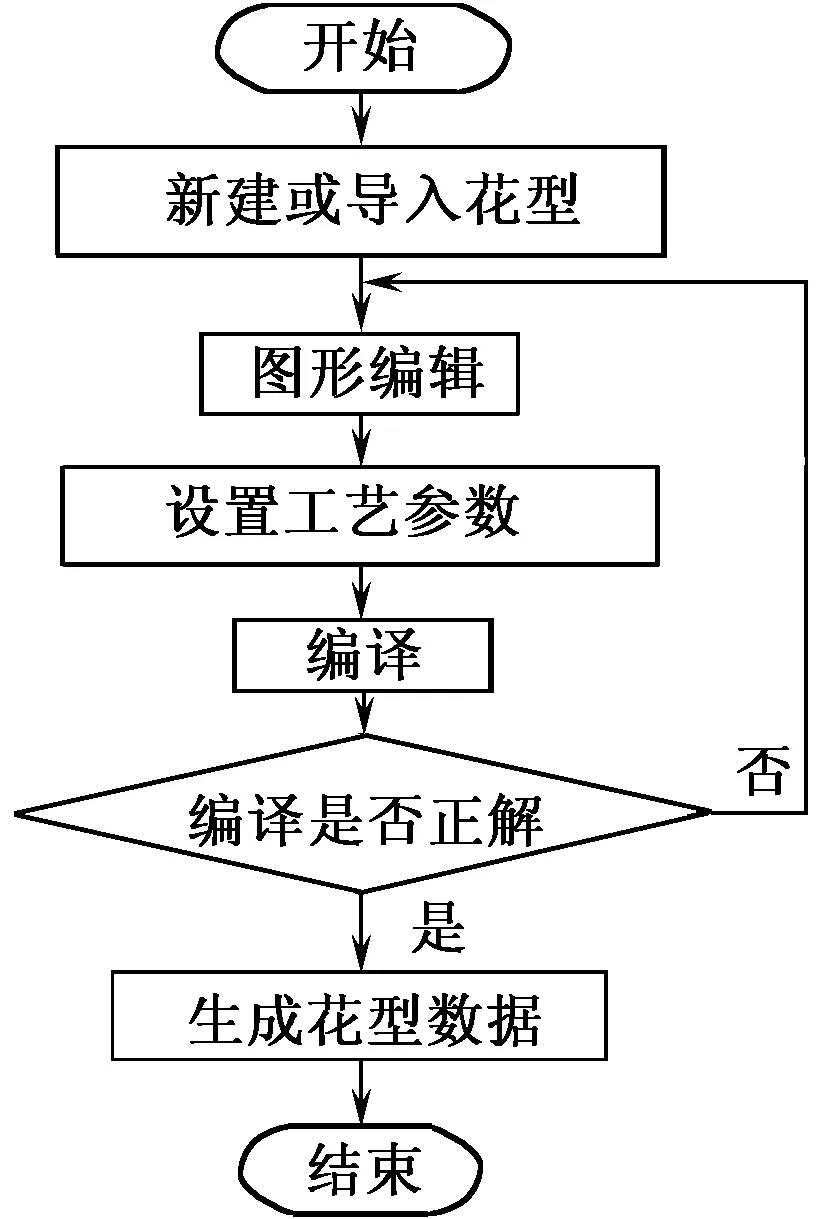
圖1 系統的基本流程圖Fig.1 Process flow chart of pattern preparation system
根據處理流程圖,該系統不僅能新建花型圖,也能接受外部導入的花型圖,并且提供選針器參數的設置、花型繪制、花型文件編譯的功能。系統的功能圖如圖2所示。
花型繪制功能包括了各種圖形輔助設計的功能,如局部花型圖案的陣列重復、移動、旋轉等等,并且給許多編輯操作設置了符合用戶使用習慣的快捷鍵,使用戶能夠方便快捷地完成花版的設計工作,大大提高了花型設計的效率。為避免用戶出現編輯失誤,提供了撤銷/恢復功能。選針器參數的設置主要是設定選針器分組和出針信息,以供后續編譯花型文件使用。編譯功能將意匠圖編譯成控制器可識別的二進制選針文件,其中包括意匠圖分解和編譯2部分。

圖2 花型準備系統功能圖Fig.2 Function of pattern designer system
1.2 系統的界面設計
界面設計是為滿足軟件專業化標準化的需求而產生的對軟件使用界面進行美化優化規范化的設計分支。其中最復雜的是軟件的框架設計,因為涉及軟件的使用功能,應該對軟件產品的程序和使用比較了解,以設計出友好的、獨特的、符合程序開發原則的軟件框架,同時也要符合視覺流程和用戶使用心理[6]。
系統采用了Office 2007的界面風格,因為Office的使用比較普及,采用Office風格的界面易學、易操作、穩定并且高效。
主界面分為:標題欄、選項卡行、功能區、調色板、狀態欄。標題欄顯示文件的標題,左側有撤銷、恢復、保存按鈕;選項卡行包括畫圖、編譯、高級3個選項卡;功能區中的內容隨著用戶選中的選項卡的改變而改變,畫圖選項卡下的功能區主要包括進行圖像編輯的一些按鈕,例如剪切、復制、粘貼、畫直線、畫矩形、旋轉、插入行、刪除行、縮放等。編輯選項卡下的功能區包括選針器信息的輸入框和編譯按鈕。高級選項卡下的功能區則包括界面的皮膚選擇和系統的語言選擇鍵;調色板提供了9種可供選擇的畫筆顏色;狀態欄實時顯示坐標信息、顏色信息、縮放倍數。
2 圖形編輯系統的數據結構
圖形編輯系統實現了花型的繪制、編輯、顯示的功能,為用戶提供了一個花版制作的平臺。針對提花圓機花型準備系統的功能特點,實現二維矢量圖的繪制和較好的位圖顯示,該系統采用以面向對象設計思想為指導的基于GDI+(graphic device interface)的二維圖像庫的結構框架。
軟件設計其實就是類的設計工作,類設計的結果對軟件有著直接影響。易理解性、易改變性、重用性良好的系統實現起來沒有任何特殊的困難,簡明扼要而經濟。本系統軟件根據面向對象的思想,采用命令模式(command pattern),將系統主要分為圖元類、工具類、命令類、文檔類4個大類。其中圖元類、工具類和命令類是3個基類。
2.1 圖元類
圖元類封裝了描述一個圖元所需要的基本數據結構。
CDrawObject:圖元基類,封裝了圖元的基本特征。
CDrawRect:矩形圖元類,由圖元基類派生,描述直線、矩形、圓、橢圓等可用矩形來描述的矢量圖元的特征。
CDrawSelectedBMP:選中的位圖圖元類,由圖元基類派生,描述被選中的一塊位圖的特征。
2.2 工具類
CDrawTool:工具基類,提供繪制圖元需要用到的數據及處理方法。
CRectTool:矩形工具類,繼承工具基類,提供繪制矩形特性的圖元的方法。
CSelectTool:選擇工具類,繼承工具基類,提供選擇圖形時的操作方法。
2.3 命令類
該系統采用命令模式實現圖形編輯的undo/redo操作。命令模式結構如圖3所示。

圖3 命令模式結構圖Fig.3 Structure of command pattern
所有工具對圖元的操作都抽象成一個命令,Command類負責管理工具的操作命令,每步操作都要提交一個命令,通過命令類降低了命令發送者(Invoker)和接收者(Receiver)的耦合度[7]。每次操作的歷史信息存儲在命令歷史鏈表中,實現多次撤銷和重做。
該系統的undo/redo實際上只有4種事務:添加、刪除、移動、旋轉,故派生出CCommandAdd、CCommRemove、CCommandMove、CCommandRotate 4個具體命令(ConcreteCommand)子類,基類中提供undo()和redo()接口,派生類具體實現了命令類中的undo()和redo()方法。
2.4 文檔類
為滿足類設計的單一職責原則,一個類只有一個中心目的[8],讓窗體類只接收用戶的輸入和顯示文檔類的數據,讓文檔類保存并處理相關數據。
文檔類保存與整幅花型相關的數據,實現對數據的操作。文檔類中保存了花型的位圖文件、圖元列表和命令歷史鏈表,花型的存取、修改,圖元的添加、刪除、移動,命令歷史鏈表的維護都是在文檔類中實現的。
3 意匠圖到選針文件的轉換
花型準備系統之所以用位圖來表示花型,是因為用位圖中的一個像素來代表意匠圖中的一格,能夠很好地代替意匠圖。在針織工藝里,從工藝的實現上考慮,織物的顏色數量基本都在5種以下[9],所以,該系統提供了10種顏色,其中0~7號色表示成圈提花的顏色,控制織針編織成圈,8號色控制織針集圈動作,9號色控制織針不編織,即浮線動作。
編譯花型位圖文件的最終目的是為生成機上可執行的二進制的選針器動作文件,選針器動作文件中存儲了選針器的驅動信號,控制選針器的出針動作,完成成圈、集圈、浮線三工位選針編織,在機器上編制出相應的圖形。
編譯花型文件實際上包含了分解花型位圖和編譯選針文件2個過程。
3.1 花型位圖的分解
花型繪制完成后,要設置選針器參數,給出圓機上的選針器總數即成圈系統數S,一般S選擇72,因為72是1、2、3、4、6、8的倍數,易等分圓周,且編織效率較高。從提花工藝上來看,若織物色彩數為C,則每組由C個選針器數組成,每種色彩的紗線通過一個選針器進入[10]。選針器總數和每個選針器對應的顏色設置完畢后,有了這些信息,就能進行花型的分解了。
圖4為花型意匠圖。對于圖。中所示花型寬度W=8,高度H=8,色彩數C=4的意匠圖,綠色、紅色、藍色、黃色分別是顏色1、顏色2、顏色3、顏色4。
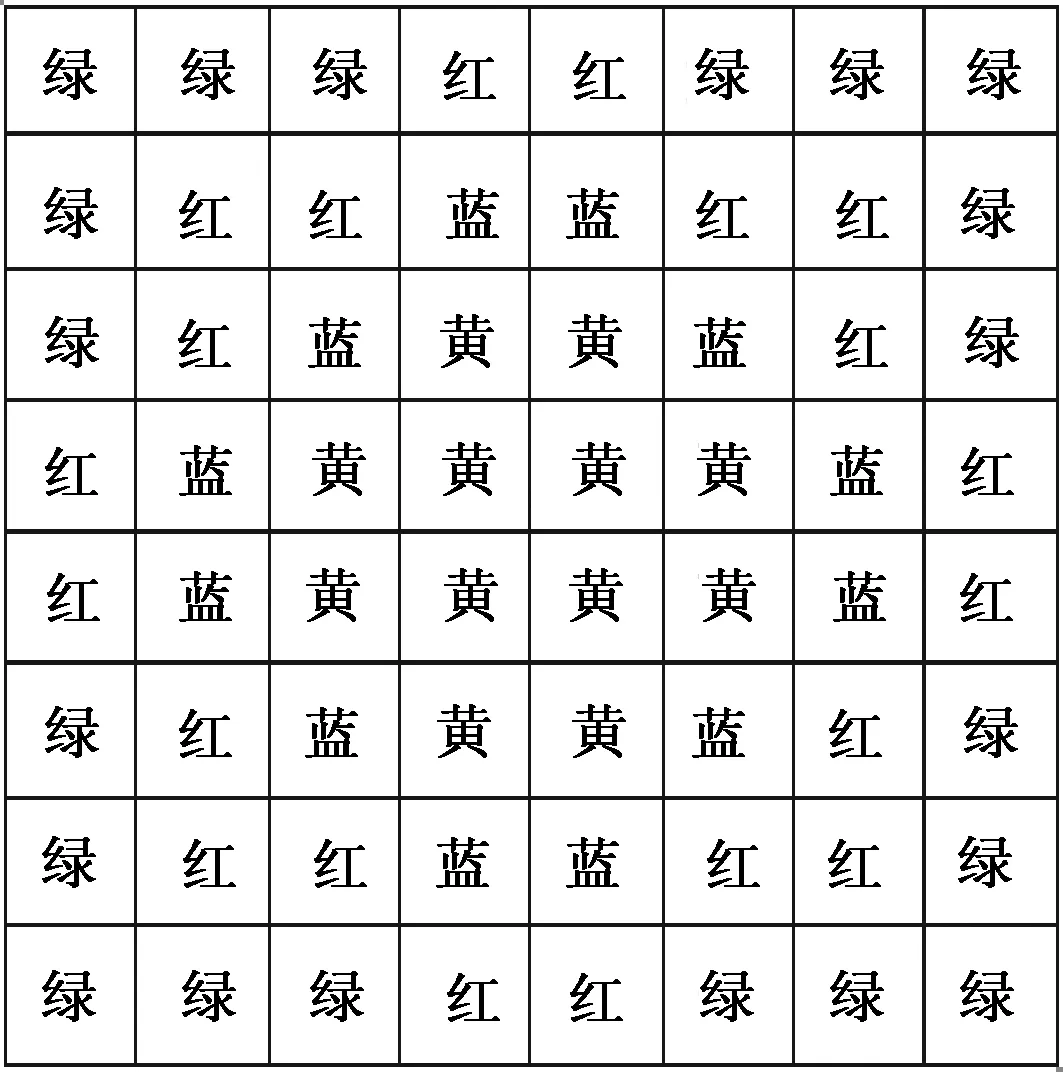
圖4 花型意匠圖Fig.4 Jacquard design
用行向量組D來表示圖4,則為
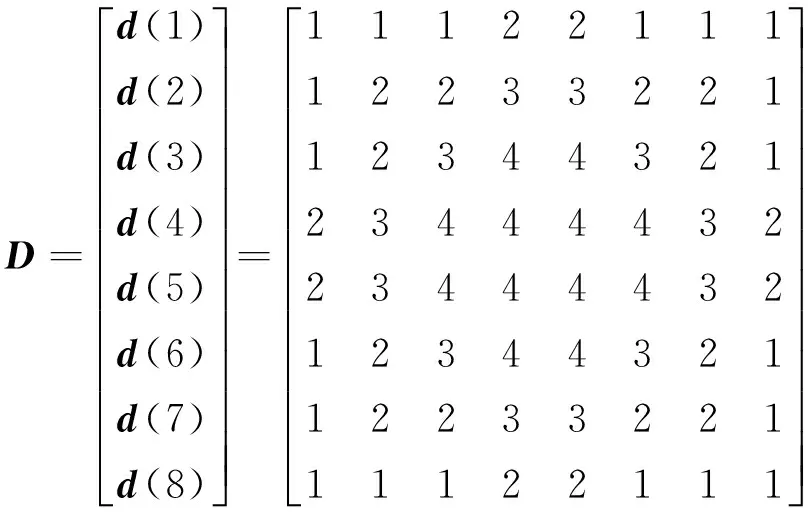
式中,d(i)=(c1,c2,…,cW) 表示各行向量;cj代表對應位置的顏色號,cj=1,2,…,C;i=1,2,…,H。
色彩數C=4,故每組有4個選針器,定義選針器號為A1,A2,A3,A4,分別對應顏色1,顏色2,顏色3,顏色4,對于第3行d(3)的成圈情況如表1。

表1 選針器成圈情況表
注:9代表浮線,其他數字代表成圈的顏色號,每列僅有一個非9的數字。
創建一組列向量,E1=(1,9,9,9)T,E2=(9,2,9,9)T,E3=(9,9,3,9)T,E4=(9,9,9,4)T
表1的分解數據其實就是對d(3)行向量中的每個元素進行擴充。定義編織行向量khj,h表示織物行號,h=1,2,…,H;指標j代表選針器號,j=1,2,…,C。
上例中d(3)的擴充向量組K(3)為:
類推可知道織物的所有編織行向量khj的值,共有C×H個行向量,即
此時基本完成了花型位圖文件的分解。
3.2 連續浮線的處理
雙面提花圓機用來織單面提花織物時,即只有針筒織針工作時,織物的反面易形成較長的浮線,但實際生產中浮線長度不應太長,一般不超過4針。也就是說編織行向量khj中連續出現“9”的次數應不超過4個,所以在分解成編織行向量khj時需加入集圈的工藝轉換,在某些“9”處插入集圈,插入集圈的位置按“步步高”或“步步低”的方式進行。
設置浮線長度小于3,即插入集圈位置的間隔SSP=3,在插入集圈的位置用數字“8”代替。
對于“步步高”形式,每個khj插入集圈位置的公式為[col-1+(h-1)*C+j-1]Mod(SP+1)=0,col為元素的列號,col=1,2,…W,此時第3行d(3)的擴充向量組
對于“步步低”形式,每個khj插入集圈位置的公式為[col-1+(H-h+1)×C-(j-1)]Mod(SP+1)=0,此時第3行d(3)的擴充向量組
雙面提花圓機用于生產雙面提花織物時,針筒針和針盤針都參與編織。實際生產中多采用一面提花,即正面提花,而反面則根據色紗數及正面花紋組織的特點,進行反面織物結構設計。反面最常采用的是“小芝麻點”結構,即每一路在針盤上一隔一地吃紗。反面采用“小芝麻點”的花紋,可使正面花紋清晰,避免織物露底。
3.3 數據的壓縮
繪制一條長度和織物寬度相等的顏色1的直線時,編織行向量khj的元素將會是W個“1”。當圖形有大量相同色塊的時候,會存儲許多相同的顏色信息,若對連續浮線不進行集圈處理時,也會存儲許多元素“9”,有時這些重復的顏色信息會占用大量的內存資源。采用節約指令壓縮存儲重復的元素將在一定程度上節約內存。
編織行向量khj中所有的元素取值范圍為0~9,故節約組指令只要不是0到9中的值就可以。定義下列節約組指令如表2所示。

表2 節約組指令表
k″31可改寫成二進制數據 01 5A 03 09 08 09 09 01,k″32可寫成 09 02 5A 03 09 08 02 09,k″33可寫成5C 02 09 09 03 08 09 類推可得到所有khj的節約格式的二進制數據,按行號依次存入文件中便得到最終的選針器動作文件。
4 動作鏈條文件的解析
雙面提花圓機包含上針盤和下針筒。選針文件給控制器提供下針筒的選針信息,動作鏈條文件則包括紗嘴數據、三角數據和密度電動機數據。
為使動作鏈條數據的輸入更加直觀,系統將多個分解的機械動作復合成一個直觀動作。以紹興某精密機械廠HYQ-DJ-02型的雙面提花機為例,紗嘴的添紗動作實際上經過了半擊、全擊、打開紗嘴、紗嘴復位、半退、全退一系列動作,三角的全擊動作實際上經過了三角半擊的動作再到三角全擊。欲在指定的針位完成紗嘴添紗動作,需給各個分解動作依次設置提前量,在第500針完成添紗的分解動作提前量及實際動作針位如表3所示。
假設復合動作的動作針位為POS,分解動作的提前量為pre,則分解動作的實際動作針位pos=POS-pre。
采用復合動作輸入的方式降低了設計人員對機械動作的要求,減少了對同一動作的針位重復計算量,提高了設計效率。
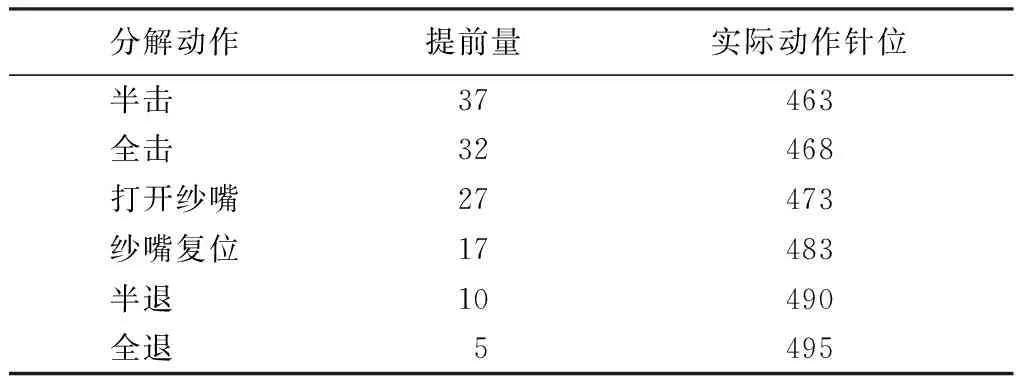
表3 添紗動作的提前量
花型和鏈條配合,生成控制器可讀的二進制文件。圖5示出提花織物運行效果圖。圖中顯示花型最下面黑色底色,并有一個個色點的是羅口部分,一般有1~7圈的羅口起口,然后編織20圈左右的羅口,編織羅口的機械動作的指令需要在鏈條中輸入。羅口上面就是提花的花樣,選針器則按照花型解析過后的選針文件進行動作。
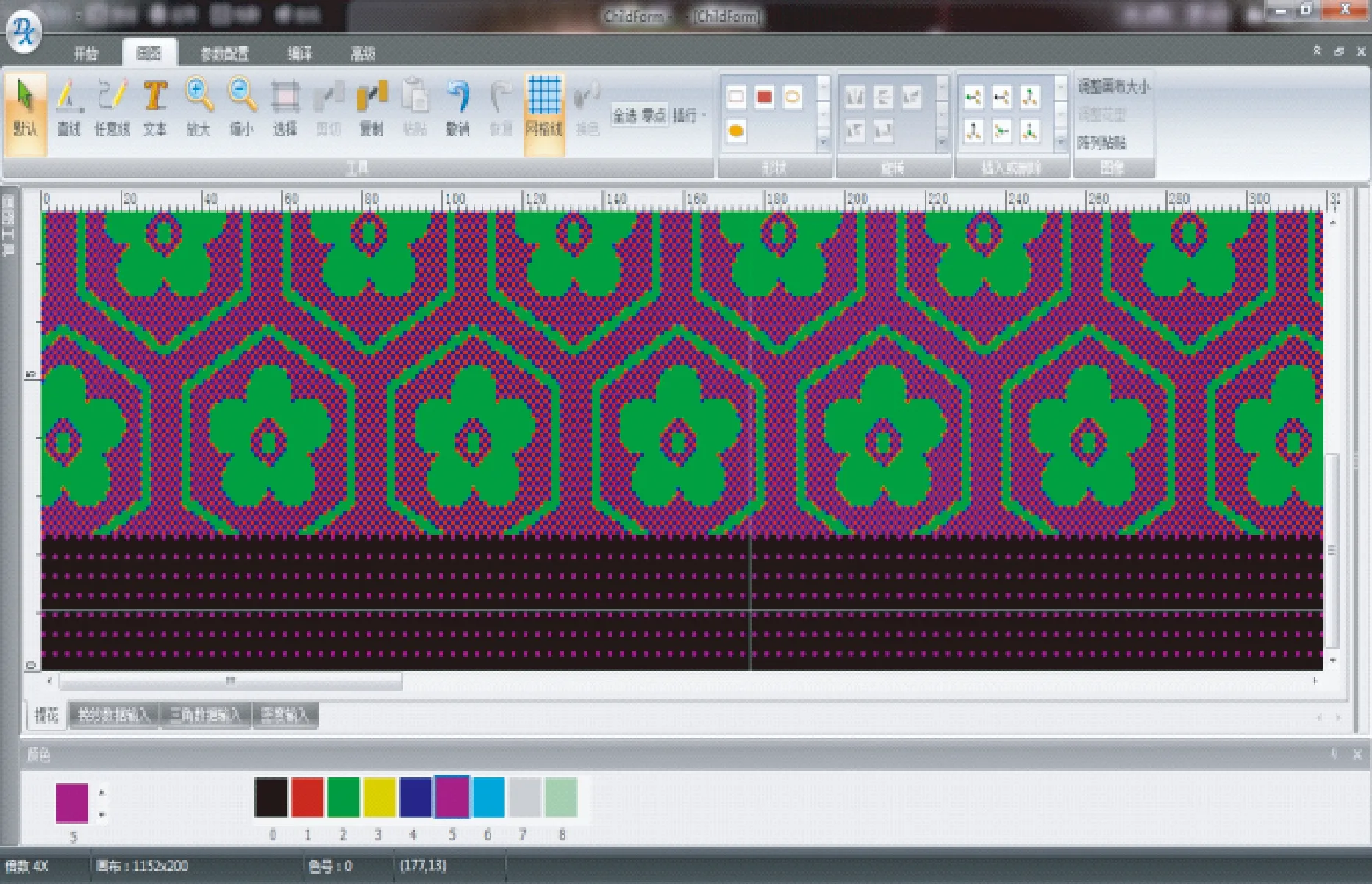
圖5 提花織物運行效果圖Fig.5 Running effect of pattern
5 結束語
以VS2008為開發工具,采用面向對象的思想設計了雙面提花圓機的花型準備系統,從軟件開發上分析了提花圓機花型準備系統的系統功能及軟件結構,從圓機的提花工藝上論述了花型的數據準備過程,提出2種連續浮線處理的算法,采用復合動作預設提前量的方式降低了鏈條動作的設計復雜度。該系統生成的選針器動作文件經過上機編織,花型完全一致,能夠滿足生產上的需求。
FZXB
[1] 龍海如. 電腦圓形針織機技術發展動態[J]. 上海紡織科技, 2006(11):46-48. LONG Hairu. Recent technical developing trend of computerized circular knitting machine[J]. Shanghai Textile Science & Technology, 2006(11):46-48.
[2] 許為民, 張方華. 從電腦提花圓機的研制看我國針織工業的技術創新[J]. 紡織學報, 2000, 21(4): 60-62. XU Weimin, ZHANG Fanghua. Knitting industry technology innovation of our country base on development of the computer jacquard knitting machine[J]. Journal of Textile Research, 2000, 21(4): 60-62.
[3] 羅冰洋, 莫易敏, 郭艷. 電腦橫機花型準備系統的設計[J]. 紡織學報, 2007, 28(7): 116-120. LUO Bingyang, MO Yimin, GUO Yan. Design of pattern prepareation system of computerized flat knitting machine[J]. Journal of Textile Research, 2007, 28(7):116-120.
[4] 張方強. 針織物花型計算機輔助設計系統的研制[J]. 紡織學報, 1998,19(3):53-55 ZHANG Fangqiang. The development of the knitted fabric pattern computer aided design system[J]. Journal of Textile Research, 1998, 19(3): 53-55.
[5] 陳紹芳. 單面電腦提花圓機花型設計[J]. 紡織科技進展, 2013(1):66-69. CHEN Shaofang. The pattern design of single computerized jacquard circular knitting machine[J]. Progress in Textile Science & Technology, 2013(1):66-69.
[6] 王文玉, 程杰. 基于MFC的實用圖形軟件的開發[J]. 微機發展, 2005(9):45-47. WANG Wenyu, CHENG Jie. Development of applied graphics software based on MFC[J]. Microcomputer Development, 2005(9):45-47.
[7] GAMMA E, HELM R,JOHNSON R, et al. Design Patterns Elements of Reusable Object-oriented Software[M]. New York:Adison-Wesley,1995:36-38.
[8] 黃逸民, 袁繁, 王樹青. 利用設計模式實現電力圖形編輯系統(iSee3.0)中的Undo/Redo功能[J]. 計算機工程與應用, 2003(11):126-128. HUANG Yimin, YUAN Fan, WANG Shuqing.Designing Undo/Redo in a design-pattern-based computer-aided eledtrical graphics editing system (iSee3.0)[J]. Computer Engineering and Applications, 2003(11):126-128.
[9] 游達章. 電腦提花CAD/CAM系統整體設計[J]. 針織工業,2006(3):12-14. YOU Dazhang. The overall design of computer jacquard CAD/CAM system[J]. Knitting Industries, 2006(3):12-14.
[10] 許呂崧,龍海如. 針織工藝與設備[M].6版.北京:中國紡織出版社,1999:75 XU Lüsong, LONG Hairu. The Knitting Technology and Equipment[M]. 6th ed. Beijing: China Textile & Apparel Press, 1999:75.
Design of pattern prepare system of double-faced jacquard circular knitting machine
HU Xudong, JIE Youjun, PENG Laihu
(Zhejiang Provincial Key Lab of Modern Textile Machinery Technology, Zhejiang Sci-Tech University, Hangzhou, Zhejiang 310018, China)
A drawing edition system that combines pattern with chain is designed in order to solve the problems on low plotting efficiency and complicated input steps of the chain action while a pattern preparation system is applied. Based on command mold and object orientation as guidance, the system proposes, the system general structure and overall design scheme of software data structure. Here presented are 2 decomposition algorithms of pattern bitmap in the case of long floating line and compression algorithm of dissociated data for three-position (knitting, tucking and floating) double-faced jacquard circular knitting machine, and implemented is the conversion from pattern bitmap file to actuator file. The combined action is used to effectively reduce complexity of the designed chain action and greatly improve the design efficiency of patterns.
jacquard circular knitting machine; pattern data preparation; object orientation; algorithm
10.13475/j.fzxb.20140404006
2014-04-14
2014-10-15
國家科技支撐計劃項目(2013BAF05B00)
胡旭東(1959—),男,教授,博士。主要研究方向為紡織機械機電控制技術。彭來湖,通信作者,E-mail:laihu@zstu.edu.cn。
TP 311;TS 184.4
A
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
家庭影院技術(2017年9期)2017-09-26 03:41:45
Coco薇(2017年7期)2017-07-21 07:16:04
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
