探究臺階孔的數控加工
2015-06-12 01:58:24趙章民徐紅彥
機械制造 2015年8期
□ 趙章民 □ 徐紅彥
中航飛機股份有限公司長沙起落架分公司 陜西漢中 723200
1 問題描述
55-2121002-00下側撐桿是A340/A330飛機上的一項關鍵重要件,零件材料為300M,總長近1.5 m,熱處理后零件硬度為53~55 HRC,在立式加工中心上對φ89.05、R0.76及45°倒角的加工是難點,如圖1所示,而且在對φ89.05孔的加工過程中存在斷續切削,零件表面粗糙度要求較高,為Ra1.6 μm。
2 解決思路分析
2.1 零件的結構分析
圖2為零件的整體結構,兩孔中心距為1 388 mm。通過局部視圖1可看出:下方φ86.95孔與φ89.05孔的連接是靠45°倒角和R0.76圓滑過渡。耳片兩側的φ86.95孔小于需要加工的φ89.05孔,給刀具和進刀方式的選擇帶來了難度。
2.2 設備的選擇
根據零件的結構分析,最理想的加工方案是從φ86.95(1)號孔進刀,采用帶平旋盤的臥式加工中心加工,但由于本單位加工設備受限,只能在2軸半立式加工設備上想辦法解決。
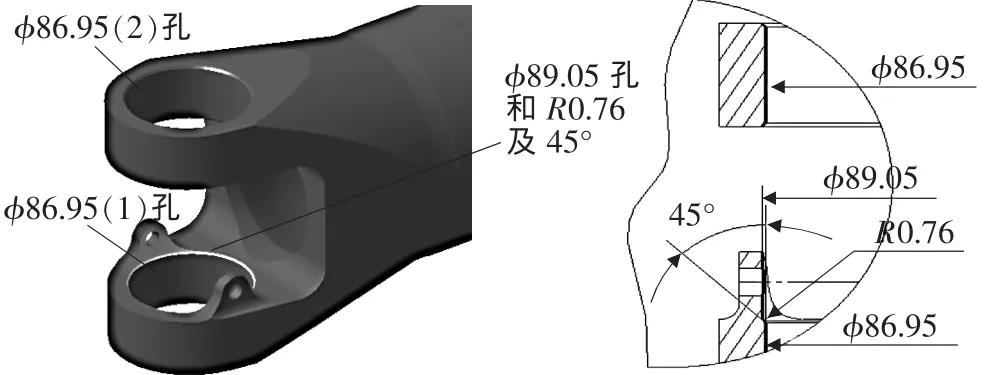
▲圖1 局部視圖及局部放大圖
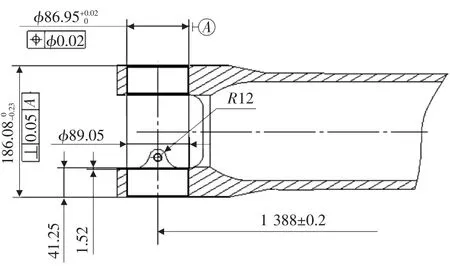
▲圖2 零件結構圖

▲圖3 刀具系列
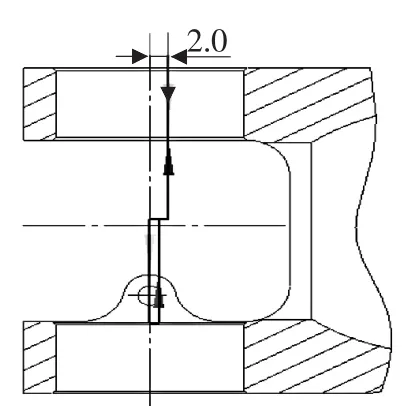
▲圖4 進退刀軌跡
2.3 加工方案分析
由于設備受限,只能采用刀具從φ86.95(2)號孔進刀方式,用精鏜刀一次加工到位,確保圖2所示位置度φ0.02 mm的要求。φ89.05孔采用先粗銑再精鏜,而兩孔之間的過渡45°倒角和R0.76,要利用刀具的成型刀片來保證。由于后加工的φ89.05孔大于進刀φ86.95(2)號孔,為防止在鏜刀進、退刀時對 φ86.95(2)號孔壁的拉傷,必須巧用M19功能使鏜刀刀尖在規定的位置、方向定向停止。
2.4 刀具的選擇
φ89.05孔的加工,先采用φ63R0.8方肩銑刀切除孔余量,再用刀片R0.8精鏜刀加工孔,保證Ra1.6 μm的表面粗糙度,最后用45°且尖角為R0.8的成型倒角刀加工到位,所用刀具系列如圖3所示。
3 解決途徑
3.1 確定鏜φ89.05孔的鏜削軌跡
根據零件的結構特征,分析了臺階孔的加工方案并確定了刀具,對于φ89.05最終孔加工,采用鏜刀鏜削保證,鏜削刀具軌跡如圖4所示。進刀時刀尖偏離孔φ86.95的中心2 mm,將鏜刀運動到內檔中心處,然后將刀具移動到φ89.05孔中心處,進行φ89.05孔的鏜削和根部R0.76的加工,加工完畢將鏜刀抬起移至內檔處,再偏移中心2 mm進行退刀。φ89.05鏜孔程序為:

表1 刀具及切削參數
%
(Z021039A--TK-ф89.05)
G40G69G80
G90
M19//主軸定角度
G00G90G54X0.0Y2.0//Y軸偏置2 mm(防止刀尖劃傷孔壁)Z200.0
Z5.0//加工平面抬5 mm
M03S120
G76X0.0Y0.0Z-52.4 R3.Q0.1F50//鏜削加工M05//主軸停轉
M19//主軸定角度
G01X0.Y2.0//Y軸偏置2 mm(防止刀尖劃傷孔壁)
G01Z150.0//Z軸抬高
G00G28G91Z0.0//Z軸回零G90
G80
M05
M02
%
筆者利用了M19(主軸定角度)指令,在此需要注意的是,對于不同的機床,由于機床參數的不同,主軸定角度后偏置的坐標軸是不一樣的(有的是X軸,有的是Y軸),運行該程序前一定要對機床的偏置方向弄清楚。同時要注意鏜頭刀桿的外徑尺寸,入口孔的半徑尺寸減去鏜頭刀桿的半徑尺寸,差值為鏜刀能偏置的最大值。
3.2 加工參數的確定
最初零件在加工過程中由于斷續切削,導致加工中振刀現象頻繁出現,嚴重影響零件的表面粗糙度,滿足不了圖紙的要求。后通過現場的多次試切削和參數的實驗調整,最終確定了合理的銑刀、鏜刀的切削加工參數,解決了振刀問題,保證了零件的表面質量。切削加工參數見表1。
4 總結
在數控設備受限的前提下,結合零件的加工特征,探索工藝方案以及工藝實驗,選擇合適的加工刀具,將刀具和FANUC數控系統的M19功能結合應用,確定合理的加工參數,解決了臺階孔的加工問題,最大限度地提高產品加工效率,降低加工成本。
