精密硬車削代替磨削加工的試驗研究
2015-11-24 06:38:36陳有光丁紅漢
機械制造 2015年8期
關鍵詞:工藝
□ 劉 亮 □ 陳有光 □ 丁紅漢 □ 趙 成
1.上海市軸承技術研究所 上海 201801
2.上海工程技術大學 機械工程學院 上海 201620
精密硬車削代替磨削加工的試驗研究
□ 劉 亮1□ 陳有光1□ 丁紅漢2□ 趙 成1
1.上海市軸承技術研究所 上海 201801
2.上海工程技術大學 機械工程學院 上海 201620
簡要介紹了精密硬車削在軸承行業的應用,以7016AC/TAP4軸承套圈為試驗對象,從試樣的加工精度指標和表面完整性分析精密硬車削的特點,證明了在軸承零件加工中精密硬車削工藝代替磨削加工的可行性。
精密硬車 尺寸精度 表面完整性 殘余應力 遺傳關系
硬車削是指使用多晶立方氮化硼(PCBN)或立方氮化硼(CBN)刀具、陶瓷刀具或涂層硬質合金刀具等在車床或車削加工中心上對淬硬鋼(55~66 HRC)進行切削加工,可以代替磨削的硬態切削加工方式。與磨削相比,硬車削具有良好的加工柔性、經濟性和環保性。
我國是軸承制造大國,但軸承制造的技術水平和質量并不高。國產軸承在尺寸精度方面(如圓度和粗糙度)與國外軸承有可比性,但軸承的壽命和可靠性不穩定,且加工離散性較大。近年來,為提高軸承的耐疲勞壽命和使用壽命,國內軸承行業開展了大量的試驗研究,其中,硬車削工藝作為一種探索研究,在國內軸承行業中的應用研究明顯增加。鐘萬勝[1]采用正交試驗法對切削速度、進給量和切削深度三個參數進行分析,得出了以硬車削加工代替磨削加工的可行性。謝華永[2]分析了精密硬車削終加工在選定參數下加工工件的各項精度指標,證明了精密硬車削在軸承零件加工中應用的可能性。肖露[3]從表面粗糙度、白層、殘余應力、側向塑性流動等方面對精密硬態切削已加工表面完整性的影響因素進行了分析。
由于受到機床精度的限制,硬車削加工工藝在國內軸承行業中的應用主要為粗硬車削 (代替粗磨),基本沒有精密硬車削工藝的應用。本文拋棄傳統的四道磨削加工(磨平面→磨外圓→磨孔→磨溝道),用一道精密硬車削代替,針對7016AC/TAP4內圈試樣以生產P4級軸承為指標,從試樣的加工精度指標和表面完整性分析精密硬車削的特點,驗證“以車代磨”的可行性。
1 工藝參數設置和試驗
1.1 樣件選擇
試驗選擇已經過熱處理的7016AC/TAP4內圈,試樣的硬度為60~64 HRC,基準面(磁性卡盤吸附面)平面度為0.2~1.0 μm。
1.2 試驗條件
硬車削選用荷蘭汗布雷格公司生產的機床,刀具選用進口的CBN刀具,其相關參數見表1。

表1 CBN刀具相關參數
1.3 工藝參數的設置
由于7016AC/TAP4試樣是淬火軸承鋼薄壁零件,采用磁性卡盤裝夾,以避免三爪卡盤帶來的裝夾變形,實驗過程中端面、孔徑和溝道采用不同的切削參數。
2 試驗結果分析
2.1 尺寸精度分析
對工藝試驗后的樣件進行檢驗,主要精度檢測指標見表2。
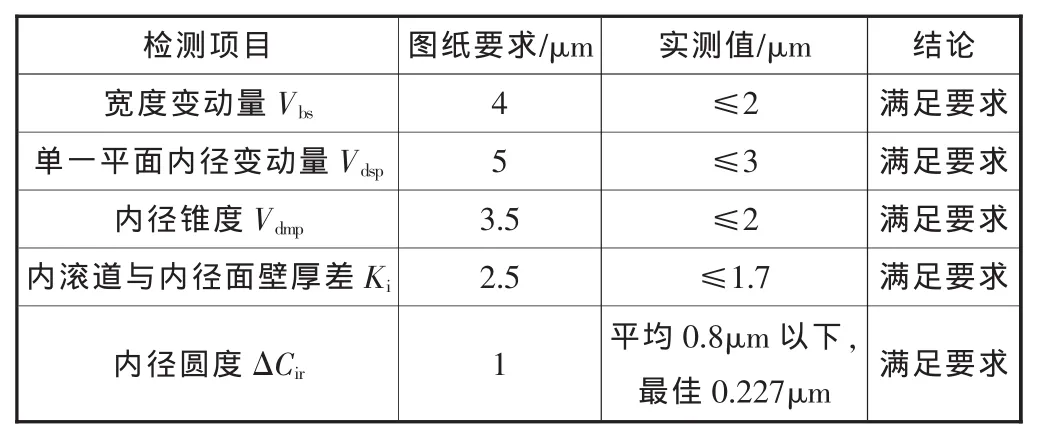
表2 精密硬車削后尺寸精度
從檢測結果可知,精密硬車削加工的尺寸精度達到了磨削加工的尺寸精度要求,且一定程度上優于磨削加工精度,滿足軸承P4級的加工要求。從加工精度方面考慮,精密硬車削完全能代替磨削加工工藝。
2.2 表面完整性檢測及分析
表面完整性是對工件表面質量的綜合評價,包括工件的表面粗糙度、硬度、硬化層深度、熱損傷和殘余應力等指標[4]。表面粗糙度的優劣直接影響軸承的裝配精度和潤滑;燒傷會導致軸承表面組織發生嚴重的損壞,加速軸承在工作過程中的疲勞和磨損,降低軸承的耐腐蝕性能,影響軸承的使用壽命;殘余應力不僅影響零件的加工精度,而且影響其疲勞性能。因此,良好的表面完整性能改善軸承的抗疲勞壽命和使用壽命。
對硬車削后的樣件進行表面完整性檢測,檢測結果見表3,表中1#、2#、3#為其中的3件示例樣件。

表3 套圈表面完整性檢測結果
提高工件表面殘余壓應力有利于提高工件的耐疲勞性能和使用壽命,而殘余拉應力則降低了其耐疲勞性能并縮短使用壽命[5,6]。圖1表示磨削加工和硬車削加工后表面殘余應力的變化情況[7,8],磨削后工件的最大壓應力主要集中在工件表面,其殘余壓應力深度較淺,在磨削過程中,砂輪與工件接觸面的冷熱交替和熱循環使壓應力與拉應力交替變化,導致離散性較大。而硬車削克服了磨削加工的這些缺點,其殘余壓應力值較大,深度較深,可控性好。
根據對軸承套圈的表面完整性測試分析可知,用超精密硬車削工藝加工的試樣表面粗糙度Ra為0.1 μm左右,精密硬車削工藝的工件表面顯微硬度幾乎無變化,在工件深度方面對硬度無影響,切削表面無燒傷,殘余應力為壓應力,可控。
2.3 樣圈基準面平面度對溝道圓度的影響
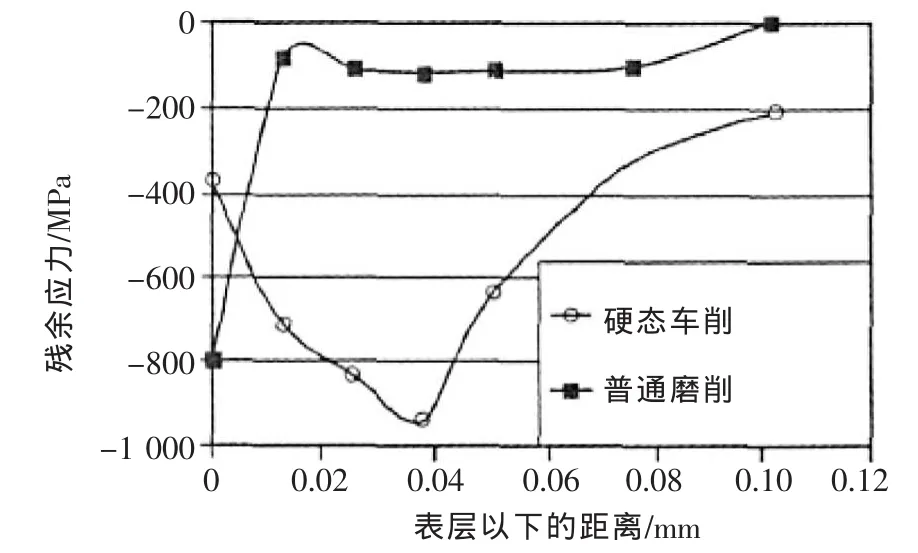
▲圖1 硬車削與磨削的表面殘余應力對比圖
選取平面度不同的兩組試樣,采用相同的切削參數加工,樣圈的基準面平面度和加工后溝道圓度測量結果見表4。

表4 試樣加工前后基準面平面度和溝道圓度檢測結果
由表4可知,基準面的平面度對精密硬車削加工試樣溝道圓度有直接影響,試樣平面度越小,精密硬車削加工后試樣溝道圓度越小。這是由于基準面平面度越大的試樣,其基準面與吸盤的接觸面積較小,在加工過程中易發生微振動。另外,當試樣的基準面平面度較大時,可能會出現溝道軸線與卡盤吸附面的夾角為銳角的情況,在此狀態下加工溝道時,刀尖與溝道的接觸面是橢圓,故精密硬車削加工后試樣溝道的圓度較差。
3 結論
采用精密硬車削加工軸承套圈,突破了傳統的采用多道磨削加工的方法,精密硬車削的工藝試驗表明如下。
(1)采用精密硬車削工藝,通過合理選擇切削用量,試樣的加工精度能達到磨加工精度要求,且具有良好的表面完整性,證明以車代磨的可行性。
(2)前道工序的加工質量對后續工序的加工質量有直接影響,即加工過程的遺傳關系,在加工過程中應重視每道工序的加工質量。
(3)一道精密硬車削代替傳統的四道磨削加工的工藝改進,一方面減少了軸承套圈的加工工序,具有更高的加工效率和更低的能量消耗,降低了生產成本,簡化了生產系統;另一方面裝夾次數的減少,提高了套圈尺寸一致性,大大提高了經濟效益。
[1] 鐘萬勝,喬東旭.硬車削在滾動軸承套圈加工中的應用[J].軸承,2010(12):10-12.
[2] 謝華永,董漢杰,張玉玲.精密硬車終加工工藝試驗[J].軸承,2014(7):22-24.
[3] 肖露,文東輝.硬態切削已加工表面完整性分析[J].三峽大學學報,2009,31(5):57-59.
[4] 岳彩旭,劉獻禮.硬態切削與磨削工藝的表面完整性[J].工具技術,2008(42):13-18.
[5] 李振,張相琴.軸承鋼硬切削表面殘余應力對滾動接觸界面疲勞壽命的影響[J].上海交通大學學報,2011,45(1):50-53.
[6]Domenico Umbrello.Influence of Material Microstructure Changes on Surface Integrity in Hard Machining of AISI
52100 Steel[J].The International Journal of Advanced Manufacturing Technology,2011,54(9-12):887-898.
[7]Smith S,Melkote S N,Lara-Curzio E,et al Effect of Surface Integrity of Hard Turned AISI 52100 Steel on Fatigue Performance [J].Materials Science and Engineering:A 2007,459(1-2):337-346.
[8]Poulachon G,Albert A,Schluraff M,et al.An Experimental Investigation of Work Material Microstructure Effects on White Layer Formation in PCBN Hard Turning[J]. International Journal of Machine Tools& Manufacture,2005,45:211-218.
(編輯 丁 罡)
TH161;TG51
B
1000-4998(2015)08-0054-03
2015年1月
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
