大部件調姿平臺的開發與設計
2015-11-24 06:38:34李樹軍秦現生楊根君吳軍豪
機械制造 2015年8期
關鍵詞:設計
□ 程 燕 □ 李樹軍 □ 秦現生 □ 楊根君 □ 吳軍豪 □ 范 斌
西北工業大學 機電學院 西安 710072
大部件調姿平臺的開發與設計
□ 程 燕 □ 李樹軍 □ 秦現生 □ 楊根君 □ 吳軍豪 □ 范 斌
西北工業大學 機電學院 西安 710072
設計了一種用于飛機大部段工件調姿的數字化調姿平臺,介紹了調姿平臺的機械結構并提出一種基于PMAC的數控系統,詳細介紹了數控系統的前端搭建結構及其控制方式,并通過激光跟蹤儀、干涉儀檢測整個平臺經補償后的運動精度和調姿效果,驗證了整個系統的實用性和穩定性。
數字化調姿 機械結構 PMAC 數控系統
傳統的飛機大部件對接主要靠工裝、標準模版、樣件、量規和工藝補償來保證大部件之間的協調[1],這種工作方法制造周期長、裝配環節多、工藝技術復雜,其可變性、可重構性差,已不能滿足現代飛機裝配的效能要求[2]。隨著機電一體化技術的迅速發展,設計一種用于飛機大部件自動對接的數字化調姿平臺是發展我國飛機制造業的迫切需求。
1 機械結構設計
由于大部件形狀偏向扁平化,其厚度小、長度大,扭轉剛度差,在調姿定位時,為保證其剛度,在部件的4個支撐角處設置2組4個立式自動定位器,實現部件的自動調姿。定位器與部件之間通過工藝平板連接,工藝平板通過對接孔與部件連接,如圖1所示。
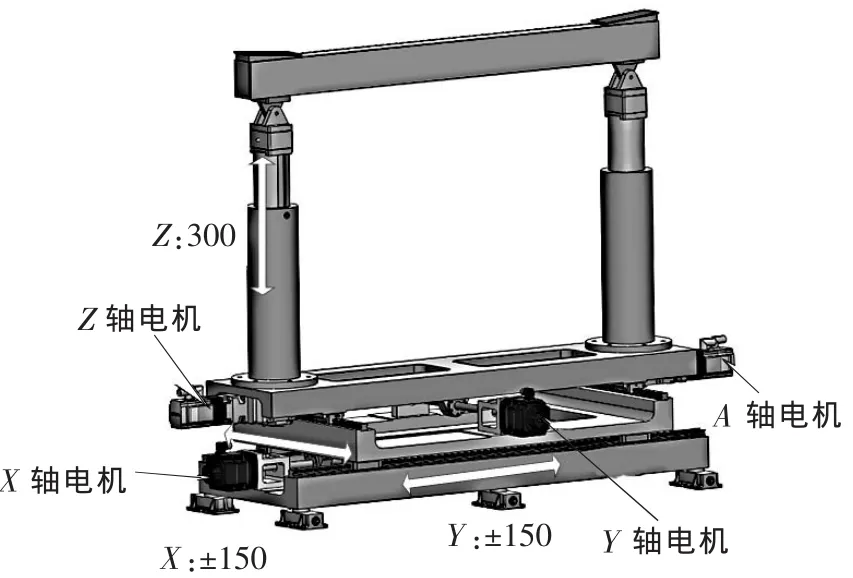
立式自動定位器可實現X、Y、Z 3個方向的運動,3個方向的運動均以伺服電機驅動精密滾珠絲杠帶動負載沿滾動導軌作往復直線運動來實現,每組Y方向共用一套導軌來保證定位器之間相對位置的精度,其結構組成及各坐標行程如圖2所示。
定位器最上端設計了鎖緊結構,保證部件調姿定位工作完成后,能可靠穩定地保持正確的姿態,鎖緊機構采用蝸輪蝸桿傳動,帶動滑塊鎖緊,鎖緊機構如圖3所示。為便于部件入位、調姿過程中力的檢測,定位器Z向安裝有三維力傳感器,傳感器上側有標準工藝球頭以鉸鏈形式與工藝平板相連。
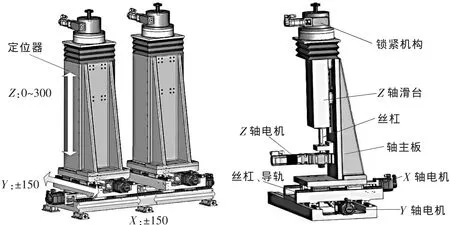
▲圖2 端肋處自動定位器
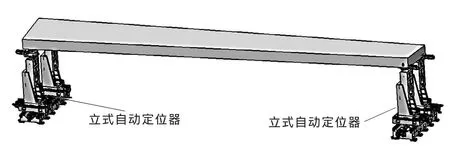
▲圖1 部件端肋調姿定位部分
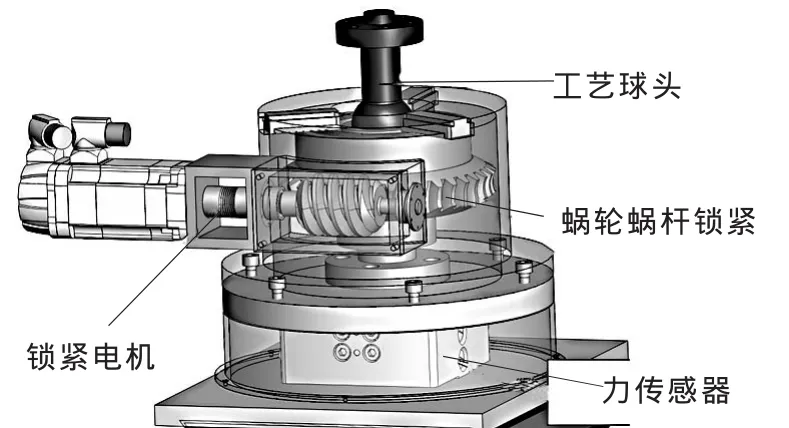
▲圖3 鎖緊機構
在大部件自動調姿定位過程中,由于部件跨度較大,為防止在裝配過程中部件發生形變,同時考慮滿足銑削、制孔時產品的剛度要求,在部件的下接觸面各設置幾組部件姿態輔助調整工裝(托架),使被調姿部件具有正確的姿態和足夠的剛度,如圖4所示。
輔助調整工裝(托架)具有X、Y、Z、A 4個坐標的
運動,X、Y軸分別采用伺服電機驅動精密滾珠絲杠副帶動負載沿高精度導軌運動,實現較高的運動精度。因部件跨度較大,Z、A方向設計了兩套調整裝置,采用帶制動器的伺服電機驅動精密絲杠拖動導向柱運動,當部件姿態滿足要求后,托架的驅動電機實現抱閘,托架結構如圖5所示。
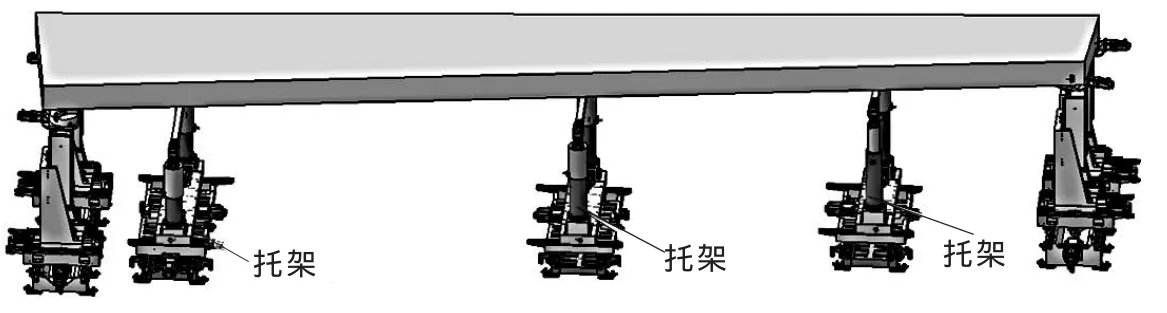
▲圖4 部件姿態輔助調整部分
▲圖5 輔助調整托架
2 控制系統設計
為了控制大部件的快速精確定位,實時反映當前整個系統的運行狀態,保證運行安全,提供靈活方便的操作,大部件調姿平臺的控制系統設計如圖6所示。
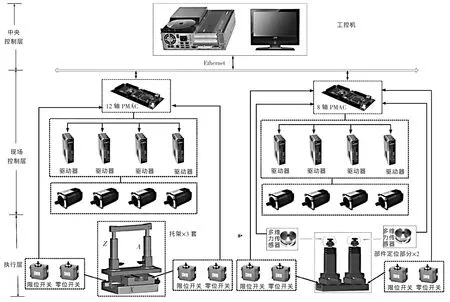
▲圖6 數控系統總體方案
大部件調姿平臺控制系統主要分為3個層面、2個部分,中央控制層實現離線編程功能,結合運動控制器的運動軌跡控制功能,完成對執行層的運動控制,執行層實時向控制層反饋運動位置及外部受力等信息,進而完成精確的位姿調整。
定位器部分采用2套8軸PMAC(Programmable Multi-axis Controller)可編程多軸控制器,分別控制4個定位器的16個電機,在大部件姿態調整過程中,安裝在每個定位器上的三維力傳感器不斷將當前的受力狀態傳遞給控制器,控制器實時對各個力傳感器的數據進行分析評估,得到當前各個對接球頭對大部件的支撐力是否合適的結論,在不合適的情況下,PMAC運
動控制器在執行中央控制器相應算法時會實時地計算各個定位器的運動數據,PMAC根據該運動數據發送指令給電機驅動器,控制電機進行運動到指定位置,保證在姿態調整過程中定位器部分受力是合適的。
托架部分采用1套12軸的PMAC運動控制器,分別控制3組輔助調整托架的12個電機,在大部件姿態調整過程中,中央控制器根據定位器的位置反饋信息,通過調姿算法實時分析各個托架的當前理論位置,并計算托架各電機的移動數據,PMAC根據該移動數據發送指令給電機驅動器,控制電機運動到指定位置。
3 控制系統關鍵硬件選型
四大部件調姿平臺執行單元要求數控系統必須同時控制多個運動軸的精密聯動和定位,故而運動控制器必須具有以下特點:①比較高的伺服控制精度;②軟件接口具有極強的開放性;③種類足夠多且易于擴展的接口模塊;④具有足夠的數字量I/O模塊和PLC(Programmable Logic Controller)邏輯運算能力。考慮到價格和功能等多種因素,選用PMAC多軸運動控制器是一項較為合理的選擇,如圖7所示。
伺服系統執行元件的電機種類很多,在高精度場合運用的主要是步進電機、直流伺服電機和交流伺服電機[3]。合理地選擇伺服執行單元對控制系統的動態和穩態特性有較大的影響,考慮到調姿定位平臺設計參數、技術要求和經濟性,本平臺伺服裝置全部選用安川系列。所選伺服電機型號[4]:X、Y方向電機不具備制動功能,選用伺服型號為SGMGV-09A3A2C(電機)+ SGDV-7R6A01A(驅動器);豎直方向及鎖緊電機選用帶抱閘功能的伺服裝置:SGMGV-09A3C6C(電機)+ SGDV-7R6A01A(驅動器)。
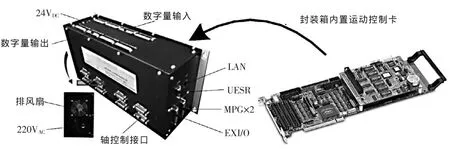
▲圖7 Turbo PMAC2 Clipper集成控制器
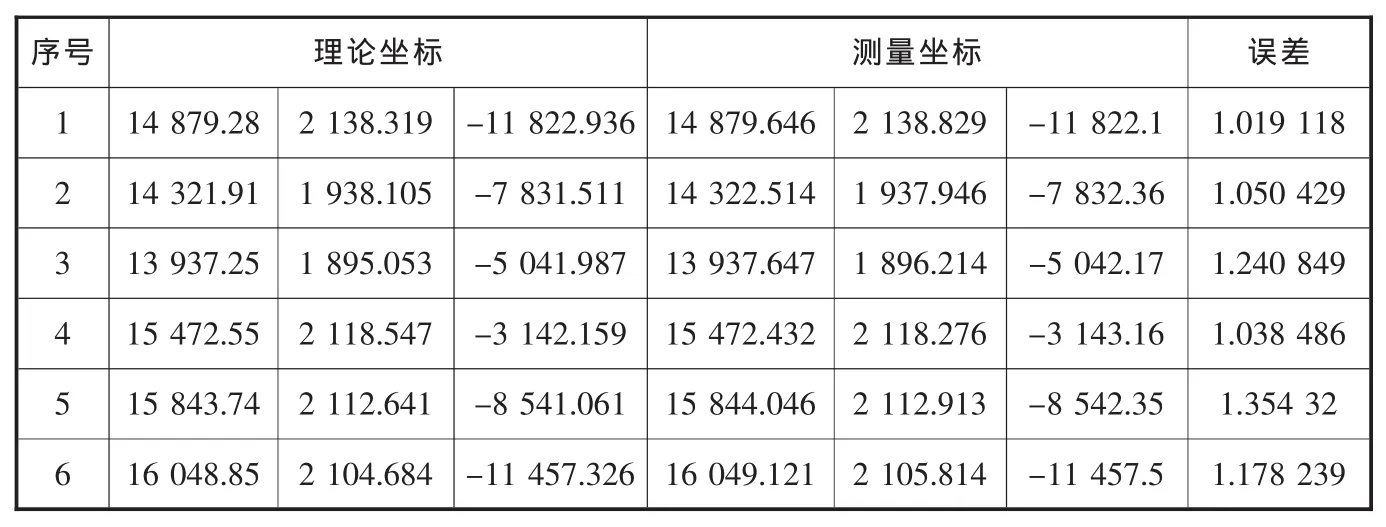
表1 測量點坐標誤差/mm
4 系統穩定性驗證
根據大部件工藝要求,調姿定位器及托架運動軸定位精度及重復定位精度分別為:0.05 mm、0.015 mm。大部件6個調姿測量點理論坐標誤差應控制在2 mm以內,筆者欲通過測量該調姿平臺的各個軸的運動精度以及大部件調姿測量點的空間坐標,驗證整個系統的穩定性和實用性。
驗證過程如下。
(1)測試地點:某鈑金制造廠。
(2)測試時間:2014年8月17日。
(3)測試設備:ML10激光干涉儀、AT901激光跟蹤儀;測量環境溫度:23℃。
(4)測試結果:各軸運動定位精度在0.012~0.043 mm之間,重復定位精度在0.002~0.013 mm之間,均滿足工藝要求;大部件調姿完成后,6個測量點空間坐標的誤差值均在允許范圍內,測量點坐標誤差見表1。
5 結束語
筆者對大部件調姿平臺進行了詳細設計,闡述相關機械結構及控制原理,并通過檢測調姿平臺的運動精度及大部件調姿結果,驗證系統的實用性和可靠性。通過理論分析、設計計算、實驗驗證,該數控調姿平臺能夠滿足大部件調姿的工藝要求和性能指標。
[1] 范玉青.現代飛機制造技術[M].北京:北京航空航天大學出版社,2001.
[2] 鄒冀華,劉志存,范玉青.大型飛機部件數字化對接裝配技術研究[J].計算機集成制造系統,2007(7):1367-1373.
[3] 金鈺,胡佑德,李向春.伺服系統設計指導[M].北京:北京理工大學出版社,2000.
[4] 株式會社安川電機.安川電機AC伺服驅動器&運動控制器[Z].2010.
(編輯 小 前)
TH122;TP23
A
1000-4998(2015)08-0042-03
2015年1月
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
