珩磨氣動螺旋線測量方法的研究
2015-06-12 01:57:42賈曉亮馬廣龍
機械制造 2015年8期
關鍵詞:測量
□ 喬 健 □ 賈曉亮 □ 馬廣龍
蘭州蘭石能源裝備工程研究院 蘭州 730050
在珩磨氣動測量中,若測量噴嘴是在珩磨頭往復運動和旋轉運動的工況下進行氣動在線測量[1],這種測量方式屬于螺旋線測量,不同的往復速度和旋轉速度的組合,會產生不同的螺旋線狀態。目前,就國內外參考文獻來看,關于此方面的研究基本屬于空白,珩磨氣動測量方法集中在截面法研究,但此測量方法與珩磨機在工作狀態下珩磨頭及對應噴嘴的實際工作軌跡并不相符[2],效率較低。本文通過實驗的途徑,基于銀川大河機床廠帶有自測功能的高檔數控珩磨機 (型號2MK2218YS)以及日本東京精密的氣動主動測量儀[3](型號PULCOM V4),采用差壓式氣動測量,對內孔直徑110 mm、高度210 mm系列的部分缸套進行了實驗,對不同的螺旋線工作狀態,在相同的工作環境下,以每隔0.05 s的采樣頻率對同一工件進行多次數據采集,旨在研究出最佳螺旋線測量狀態,并與目前常用方法比較,分析其優劣性。
1 螺旋線測量法中螺距的確定
珩磨頭在每一種往復速度和旋轉速度的組合工況下,都會產生一個與之對應的螺距,可以借助螺距來確定此時的氣動螺旋線測量狀態。再通過采樣數據的分析,可得出此時螺旋線測量的精度情況。
螺距s的確定可按式(1)進行計算:

式中:v為珩磨頭往復速度,m/min;ω為珩磨頭旋轉速度,r/min。
已知往復速度和旋轉速度時,即可直接代入式(1)計算得到螺距值。本文中所采用的6個方案及其對應的螺距值見表1。
目前珩磨氣動測量系統中普遍采用的是截面法,工廠中大多采用三截面測量法,但三截面只是采集了零件3個截面位置的信息,不能完整地反映零件的實際情況,而且效率較低。考慮到珩磨時測頭實際運行軌跡恰好為螺旋線,故該螺旋線測量方法能極大地提高測量效率[4]。筆者通過一系列的實驗、比較分析,獲取了螺旋線測量的相關數據,并與已經相對成熟的截面法進行比較。實驗數據(測量噴嘴與被測工件間隙值對應的壓力信號值)見表2。

表1 螺旋線工作狀態表
采樣數據的分析處理基于誤差理論與數據處理,在n次測量的等精度測量列中,算術平均值的標準差為單次測量標準差的1/,標準差δ值小,該測量列相應小的誤差占優勢,任一單次測量值對算術平均值的分散度就小,測量可靠性就大,即測量精度高[5,6]。故只需求出處理后數據的標準差就可知道其精度高低,標準差越小,精度越高,其技術路線如圖1所示。
針對表中數據,基于3δ粗大誤差判別準則,進行了粗大誤差數據剔除,對處理前和處理后的數據基于貝塞爾(Bessel)公式,求得與之對應的單次測量標準差和算術平均值標準差,并對算術平均值以及殘余誤差基于校核規則2進行了校核,可知計算結果完全準確。
殘余誤差代數和的絕對值應符合:
當n為奇數時,

式中:vi為殘余誤差,即各測量值與算術平均值的差值;A為實際求得的算術平均值末位數的一個單位,本次實驗處理中均取0.001。
當n為偶數時,

表2 螺旋線采樣數據表/Pa

▲圖1 技術路線

根據貝塞爾(Bessel)公式,可求得單次測量的標準差:

根據3δ粗大誤差判別準則,如果在測量列中,發現有大于3δ的殘余誤差的測量值,則可認為它含有粗大誤差,應予剔除,剔除后重新計算相關步驟。

表3 不同工況下的精度表
2 數據處理結果分析比較
針對實驗數據,根據上節理論,可得不同工況下的精度值,見表3。
基于Matlab軟件對現有結果進行擬合,可得此時螺距與實際測量精度之間關系滿足方程:

基于擬合圖像,可知規律變化曲線如圖2所示。
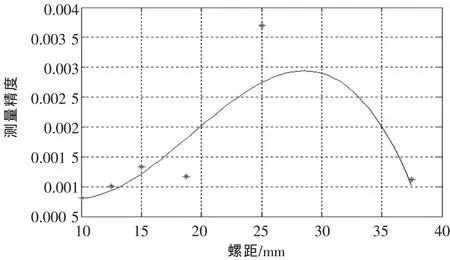
▲圖2 螺距與精度關系曲線
根據計算可得結論,不論原始數據狀態,還是經過處理后的數據狀態,模型六在基于氣動測量噴嘴處于往復速度3 m/min和旋轉速度300 r/min的組合狀態工況下,螺距為10 mm時,螺旋線測量法測量精度最高,此時實際精度值為0.000 811;根據圖2可知,螺距在10~26.5 mm的范圍內,精度隨著螺距的增大而降低,螺距在26.5~37.5 mm的范圍內,精度隨著螺距的增大而提高。通過與截面法的比較可知,螺旋線測量方法的精度值為0.000 811,截面法的精度值為0.000 859,兩種測量方法在測量精度方面相近,但螺旋線測量方法測量時間只要8 s,明顯優于截面法的30 s。因此,螺旋線法測量效率高,可以很好地實現實時動態在線測量,而且螺旋線軌跡與珩磨頭運行軌跡相同,更加適合珩磨工況。綜上所述,在珩磨氣動測量系統中,螺旋線測量法優于截面法測量。
3 結論
本文針對螺旋線測量方法和截面法,從精度、效率,結合珩磨氣動測量系統實際工況進行了分析比較,得出了螺旋線測量中螺距與精度之間的關系曲線及其關系方程,經比較兩種方法,得出珩磨工況下螺旋線測量方法優于現有的截面法,螺旋線法更適合動態在線測量。
[1] 于保華,胡小平,葉紅仙.內孔珩磨尺寸在線氣動測量系統[J].農業機械學報,2008,39(10):202-208.
[2] 張宏軍.“高檔數控機床與基礎制造裝備”科技重大專項課題可行性研究報告[R].寧夏:寧夏銀川大河數控機床有限公司,2009.
[3] 薛君英.PULCOMV4主動測量控制儀在數控珩磨加工中的應用[J].機電信息,2010(30):12-13.
[4] 馬廣龍.珩磨氣動測量中圓柱度誤差的測量與評定研究[D].蘭州:蘭州理工大學,2013.
[5] 費業泰.誤差理論與數據處理 [M].北京:機械工業出版社,2010.
[6] 費業泰,盧榮勝.動態測量誤差修正原理與技術[M].北京:中國計量出版社,2001.
[7] Lai H, Jywe W,Chen C K, et al.Precision Modeling of Form Errors for Cylindricity Evaluation Using Genetic Algorithms [J].Precision Engineering,2000,24 (4):310-319.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
