鋼廠排氣裝置中專(zhuān)用法蘭加工工藝的設(shè)計(jì)與實(shí)踐
2015-06-12 01:57:44林榮娜李坤淑
機(jī)械制造 2015年8期
關(guān)鍵詞:工藝
□ 林榮娜 □ 李坤淑
萊蕪職業(yè)技術(shù)學(xué)院 山東萊蕪 271100
圖1為鋼廠排氣裝置中的專(zhuān)用法蘭零件,該零件的毛坯為模鍛件,材料為F91,含Cr量較高,還含有多種強(qiáng)碳化物,具有良好的抗氧化性能和較高的高溫蠕變強(qiáng)度,耐高溫高壓,切削加工性能好。零件的主要加工表面是:① φ170±0.2 mm與φ215mm之間的外圓錐面;②φ215mm的大端端面;③φ164的內(nèi)孔。要求φ164內(nèi)孔和大端端面對(duì)基準(zhǔn)A的圓跳動(dòng)公差均為0.02 mm,同時(shí)取外圓錐面的中心線為設(shè)計(jì)基準(zhǔn)。在以往的加工過(guò)程中,以外圓錐面作為精基準(zhǔn)加工的圓跳動(dòng)公差,精度很難保證。由于加工時(shí)精度要求和刀具的不同,采用數(shù)控車(chē)床加工反而沒(méi)有優(yōu)勢(shì)。為此,根據(jù)工藝要求考慮將整個(gè)工序分解,選用不同的車(chē)床和不同的刀具分別完成對(duì)零件的加工,既節(jié)省了裝夾、拆卸刀具的時(shí)間,又保證了零件上不同的精度要求。對(duì)此,筆者設(shè)計(jì)并實(shí)施了如下工藝方案,解決了精基準(zhǔn)定位難的問(wèn)題,提高了生產(chǎn)效率。
1 定位基準(zhǔn)的選擇

▲圖1 排氣裝置中專(zhuān)用法蘭零件圖
在分析工件定位時(shí),選擇定位基準(zhǔn)是制定工藝規(guī)程的一個(gè)關(guān)鍵問(wèn)題。在第一道工序中,按照粗基準(zhǔn)的選擇原則,首先選擇φ170±0.2 mm的外圓面作為粗基準(zhǔn),可保證各加工表面都有均勻的加工余量,然后選擇精度要求較高的內(nèi)孔φ164+0.10為精基準(zhǔn)。在無(wú)法實(shí)現(xiàn)基準(zhǔn)重合的情況下,為了更好地滿足φ164+0.10內(nèi)孔和大端端面對(duì)基準(zhǔn)A的圓跳動(dòng)公差 (0.02 mm)要求,將φ170±0.2 mm的外圓加工出5 mm長(zhǎng)的高精度凸臺(tái)作為輔助定位基準(zhǔn)。
2 工藝路線的擬定
鋼廠排氣裝置中專(zhuān)用法蘭零件屬于大批量生產(chǎn),由零件圖上的技術(shù)要求分析可知,其加工質(zhì)量要求較高,應(yīng)把整個(gè)加工過(guò)程劃分為粗加工階段、半精加工階段、精加工階段,分別由3臺(tái)車(chē)床、3位工人完成各道工序,這樣既可以保證加工質(zhì)量,合理使用機(jī)床,又能提高生產(chǎn)效率。其加工工藝路線見(jiàn)表1。
(1)粗車(chē)。本工序首先選擇了φ170±0.2 mm的外圓作粗基準(zhǔn),工件的毛坯為退火帶孔鍛件材料,表面凹凸不平,切削沖擊力較大,易導(dǎo)致刀具崩刃。在熱軋后的退火處理過(guò)程中,形成了一些硬而脆的氧化物,加劇了切削加工中的刀具磨損。因此,在粗車(chē)時(shí),刀具材料選用W18Cr4V。為保證刀具最大耐用度,使用標(biāo)準(zhǔn)乳化液,刀具前角 γ0選擇 0~5°,后角 α0選擇 5~8°,刀尖采用鈍圓,鈍圓半徑γβ=0.03 mm;切削速度v=50 m/min,切削深度ap=2 mm,進(jìn)給量f=0.3 mm/r。

表1 鋼廠排氣裝置中專(zhuān)用法蘭零件工藝路線
(2)半精車(chē)。為了保證徑向圓跳動(dòng)公差要求,選擇了大端φ170 mm的止孔作為半精車(chē)的基準(zhǔn)。刀具材料選擇 YG8,刀具前角 γ0選擇 15~20°,后角 α0選擇 5~8°;切削速度 v=100 m/min,切削深度 ap=0.8 mm,進(jìn)給量f=0.2 mm/r。注意φ170±0.2 mm外圓的外端要留出1 mm的加工余量作為工藝凸臺(tái),既為精車(chē)提供精基準(zhǔn),又可提高夾緊剛度,減少夾緊變形。
(3)精車(chē)。為了解決基準(zhǔn)不重合的難題,在φ170±0.2mm外圓上加工出5 mm長(zhǎng)的凸臺(tái)作為輔助精基準(zhǔn),在一次定位裝夾下,將φ170±0.2 mm與φ2150-0.072mm之間的外圓錐面、大端端面和φ164+0.10mm的內(nèi)孔一起加工出來(lái),隨后定位夾緊φ2150-0.072mm外圓,車(chē)掉φ170±0.2 mm外圓上5 mm的凸臺(tái)。刀具材料選擇YT15,刀具前角 γ0選擇 15~20°,后角 α0選擇 5~8°;切削速度v=200 m/min,切削深度ap=0.2 mm,進(jìn)給量f=0.15 mm/r。
3 加工余量及工序尺寸
該法蘭零件采用模鍛毛坯,毛坯精度為3級(jí)精度,毛坯的質(zhì)量約3 kg。根據(jù)零件圖、技術(shù)要求和加工工藝等要求,對(duì)主要表面的機(jī)械加工余量、工序尺寸及毛坯尺寸確定如下。
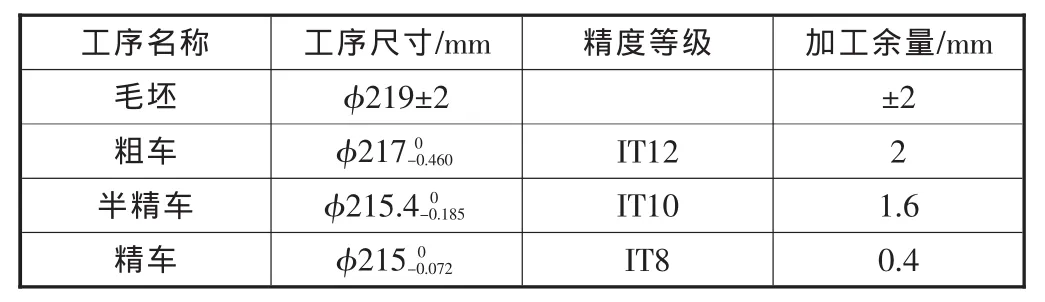
表2 外圓錐面加工余量

表3 內(nèi)孔加工余量
4 結(jié)束語(yǔ)
適合于排氣裝置中專(zhuān)用法蘭零件的加工方案與各參數(shù)的確定,是在加工實(shí)踐中對(duì)工藝方案幾次修改后得到的,該方案很好地保證了尺寸及位置精度要求,尤其是解決了工藝難題,提高了生產(chǎn)效率。目前該工藝方案已在生產(chǎn)中使用近半年,收效非常顯著。
[1] 張懷奎,楊斌.軸套加工工藝分析和工裝設(shè)計(jì)[J].機(jī)械,2013,40(6):68-70.
[2] 楊明軒,張毅.特殊深孔的推鏜滾壓加工[J].機(jī)械,2014,41(8):65-67.
[3] 傅曉峰.TC10噴料管嘴的切削加工工藝 [J].機(jī)械制造,2003,41(7):47-48.
[4] 程耀東.機(jī)械制造學(xué)[M].北京:中央廣播電視大學(xué)出版社,2001.
[5] 李坤淑.公差配合與測(cè)量技術(shù)[M].北京:機(jī)械工業(yè)出版社,2012.
[6] 朱煥池.機(jī)械制造工藝學(xué)[M].北京:機(jī)械工業(yè)出版社,1998.
[7] 江洪,孫清云.AutoCAD2008工程制圖[M].北京:機(jī)械工業(yè)出版社,2008.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
