數控加工中多零點自動設置的參數編程方法研究與應用
2015-06-14 09:14:04卞福強吳維設
機械制造 2015年7期
□ 卞福強 □ 曹 彧 □ 吳維設 □ 李 明
中國空空導彈研究院 河南 洛陽 471099
采用臥式加工中心加工零件時,經常需要在一道工序中對多個表面進行切削,為了編程、調試和加工的方便,必須使每一個被加工的平面與機床主軸垂直,并設置一個對應的加工坐標系,通常的方法是用測量工具逐一找正得到,但這種方法存在如下缺點。
(1)占機時間較長,因為必須對每一個加工面的坐標系原點進行找正和計算來確定與設置。
(2)零件的裝夾必須有準確的定位,因為一旦被加工的零件定位有誤差,就必須對每一個加工面的坐標系原點重新進行測量和設置,所以要求有較復雜的工裝夾具來保證零件的準確定位。
(3)有加工余量的表面無法直接測量得到。
(4)較多地使用了專用工裝夾具,增加了加工成本和準備周期,特別是在單件小批量零件的加工中,表現得尤為突出。
因此,如何在零件重復裝夾定位精度不高的情況下,利用較簡便的測量找正方法,快速而準確地確定與設置各加工表面的坐標系原點即工件零點,將是提高加工精度和加工效率的關鍵問題之一。
1 坐標系自由轉換方法
1.1 工件坐標系幾何模型的建立
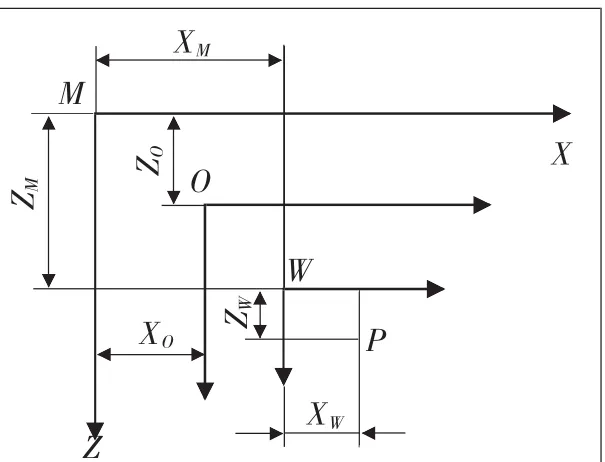
在數控機床的加工區域內,存在如圖1所示的幾個點:M為機床坐標系原點,O為數控工作臺旋轉中心,W為工件坐標系原點(即工件零點),其中M、O為機床固定的坐標位置。
工件一旦被固定在工作臺上,其相對工作臺的位置也就被固定下來,而工件各表面的加工是靠回轉工作臺攜工件同時轉動來完成的,因此工件上各點相對NC轉臺中心的距離始終固定,也就是說,工件在回轉工作臺攜帶下轉至另外某一位置時,工件上各點是同時轉動的。顯然,各點在工件旋轉前和旋轉后,都與回轉工作臺中心坐標有著直接的關系。如果確定了任意一個工件零點在旋轉坐標系XOZ中的坐標位置,通過坐標換算將會得到其余各點在旋轉坐標系XOZ中的坐標位置,而利用坐標旋轉可計算出各點繞轉臺中心旋轉后,各點在機床坐標系中的坐標位置。
總的來說,如果確定了工件上某一點(如A點稱為基準點)在機床坐標系中的坐標位置,通過坐標變換計算,便可以得到其它相應被加工表面坐標原點的位置,即零偏值。
1.2 零偏值的確認過程
零偏值的確定與設置過程如下。
(1)已知回轉工作臺中心在機床坐標系XMZ中的坐標位置 XO、ZO。
(2)確定工作臺上某一工件坐標系零點作為基準點,通過測量與找正的方法,將該基準點確定在機床坐標系XMZ中,作為工件基準點的零偏值;當工件重復裝夾定位精度要求較高時,可用任何一種測量與找正方法和量具測得首件之基準點的零偏值;當工件無法準確定位時,則每件必須確定一次基準點的零偏值。
(3)計算出工件其它被測點相對于工件基準點的坐標數值。
(4)根據已知的上述幾種數值,應用坐標轉換公式,計算出相應各被加工表面坐標系原點在機床坐標系中的坐標值。
(5)將各被求得的零偏值存入零偏值存儲器中,以便加工相應表面時調用。
在確定的 X、Y(法向軸)、Z、B(旋轉軸)各坐標值中,當基準點的零偏值被確定之后,其它各點零偏值中只有X、Z坐標值發生坐標旋轉,而Y、B坐標值只發生坐標平移。
1.3 轉換公式的推導

▲圖2 坐標轉換幾何關系示意圖
如圖2所示,已知:A 點在 X′OZ′坐標系中的坐標值 (X1′,Z1′),將坐標系 X′OZ′逆時針旋轉θ至坐標系XOZ時,求A點在坐標系XOZ中的坐標值(X1,Z1)。
如圖所示,利用A點在各坐標軸上的投影,求得A 點在坐標系 XOZ 中的坐標值:X1′=OE,Z1′=AE。

當坐標系按順時針旋轉一個角度后,可得到:

因θ角逆時針旋轉為正,順時針旋轉為負,且:


故可得到坐標系按任意方向旋轉時的X1、Z1:工件安裝在工作臺上后(如圖3所示),以回轉工作臺中心軸 (即B軸)為其回轉中心,以W點為工件坐標系原點,可建立工件坐標系為 XWZ,回轉坐標系 XOZ,機床坐標系 XMZ,工件上任一固定點P在工件坐標系中的坐標值為(XW,ZW),通過找正可得出W點在機床坐標系中的坐標為(XM,ZM),轉臺中心O的機床坐標值為常數 (XO,ZO), 則P點在回轉坐標系XOZ中的坐標值為:
▲圖3 通用公式推導圖

根據ISO/841數控機床坐標系統標準中數控機床轉軸的右手規則規定,B軸逆時針旋轉為正,B軸順時針旋轉為負,所以B軸坐標值與θ角方向相同且大小相等。設B軸初始值為BO,當工作臺旋轉BW(=θ)時,該被求點在機床坐標系中坐標值為:B=BW+BO。
將式(5)、BW=θ 代入式(4)中,得到某被求點 P 隨工作臺旋轉BW角后在XOZ坐標系中新的坐標為:

利用坐標平移的方法可得到:點P隨回轉工作臺旋轉一個BW角后,在機床坐標系(XMZ)中的坐標值為:
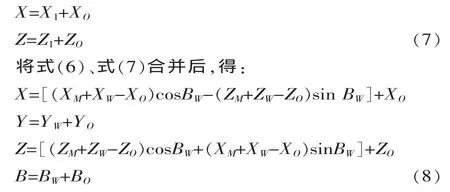
其中XO、ZO對于某一特定的機床其值為常數。
式(8)即為工作臺上任一坐標點旋轉BW角度后的在機床坐標系中坐標值的通用公式。
2 轉換方法的使用
由于該多零點設置方法需要使用旋轉工作臺,所以該方法僅在具有參數編程和傳遞功能的臥式數控機床上使用,且在進行參數程序計算前,必須確定NC轉臺中心在機床坐標系中的準確位置,以確保計算精度。本文以西門子840D系統為例,其NC子程序如下。
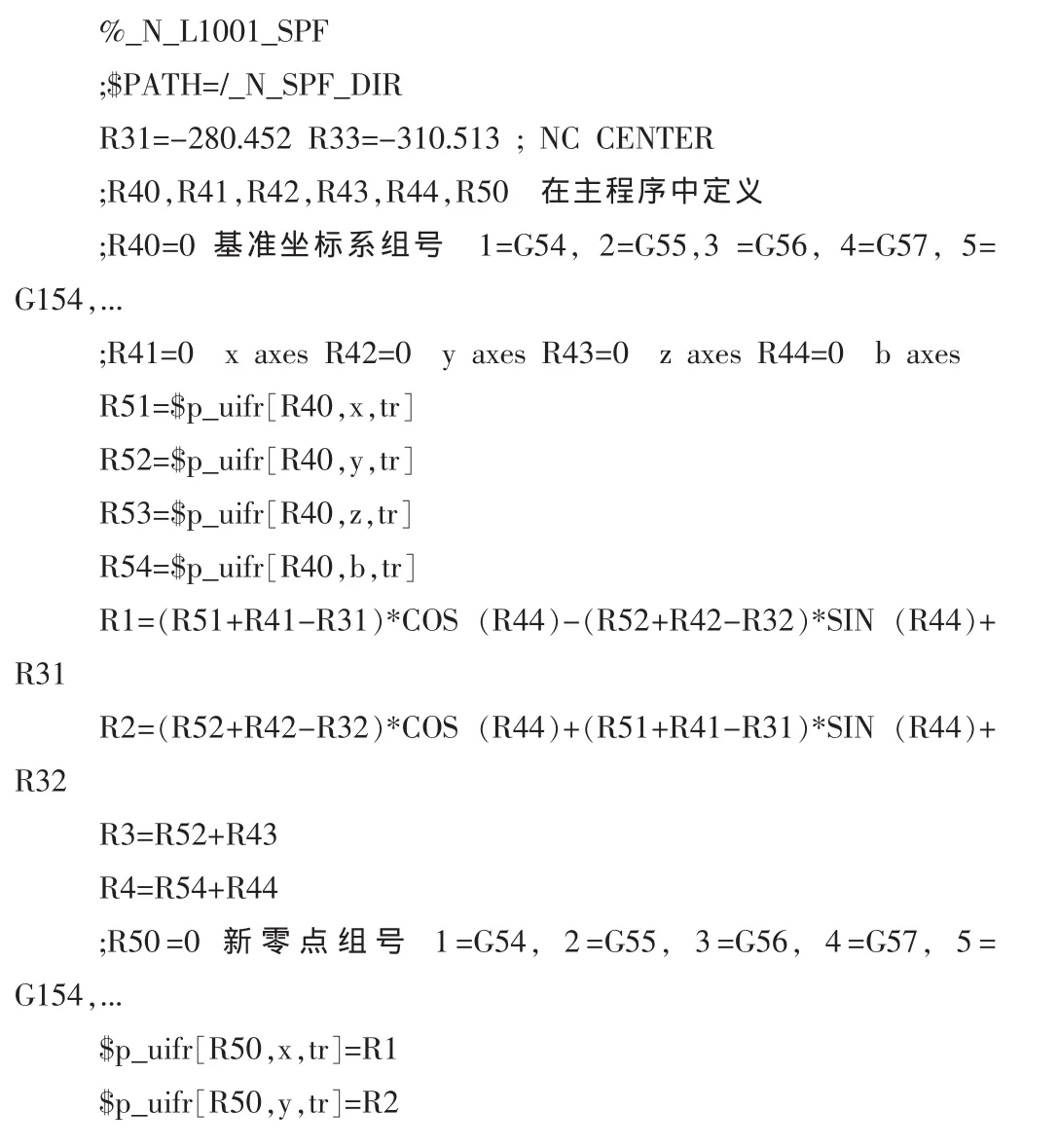

在實際加工中,需要在主程序中設置好各項參數,調用該子程序即可實現零件坐標系的自動轉換。主程序中使用方法如下。

其中R40為初始零點 (G54),R41~R43分別為 P點的工件坐標值 (XW,YW,ZW),R44 為工作臺旋轉角度,R45為轉換后的零點(G55),執行程序后,G55中的零點數值會自動設置完畢。
3 典型零件加工
在實際生產中,用該多零點參數設置方法可大幅縮短生產準備時間,提高加工效率。如圖4所示,散熱片零件要求加工R43.2mm弧面、4-M2.5mm螺紋、三處4mm寬散熱槽。以往的加工方法通常是用立銑刀側銑、立銑刀端銑或球頭銑刀插補的方法加工R43.2mm弧面、4-M2.5mm螺紋底孔和螺紋,如果想一次加工得到,就必須使用工裝夾具將零件R43.2mm弧面軸線安裝在回轉工作臺的中心上,才能進行鉆孔和攻絲,如果設計專用工裝,不僅會提高生產成本,還會延長制造周期。而通過使用多零點設置參數編程方法,利用零點自動計算方法,僅采用虎鉗裝夾、立銑刀端銑等常用生產工具,就可以完成零件的加工。
用φ8mm硬質合金銑刀完成R43.2mm弧面精加工程序如下。

▲圖4 散熱片零件工序圖


4 結論
本文介紹的數控機床多零點自動計算方法,適用于臥式加工中心上使用,通過宏程序控制,避免了專用工裝夾具的使用,從而大大地降低了專用工裝的制造成本和周期,為單件小批量生產提供了良好的工藝方法。
[1]陳志雄.數控機床與數控編程技術(2版)[M].北京:電子工業出版社,2007.
[2]楊剛.數控銑及加工中心編程[M].重慶:重慶大學出版社,2007.
