鎂合金等溫鍛造與超塑性成形
2015-06-22 14:19:01付傳鋒南車戚墅堰機車車輛工藝研究所有限公司胡亞民重慶理工大學材料學院劉艷雄武漢理工大學汽車學院
鍛造與沖壓 2015年21期
關鍵詞:變形
文/付傳鋒·南車戚墅堰機車車輛工藝研究所有限公司胡亞民·重慶理工大學材料學院劉艷雄·武漢理工大學汽車學院
鎂合金等溫鍛造與超塑性成形
文/付傳鋒·南車戚墅堰機車車輛工藝研究所有限公司胡亞民·重慶理工大學材料學院劉艷雄·武漢理工大學汽車學院
等溫鍛造提高了加工金屬的塑性,能夠模鍛出有小模鍛斜度或無模鍛斜度的鍛件、有明顯階梯截面的鍛件、過渡半徑較小的鍛件和小切削加工余量的鍛件;還可以成形出形狀復雜的高精度鍛件。
等溫鍛造與超塑性成形
等溫鍛造是指在鍛造時把模具加熱到與坯料變形溫度相同或相近的溫度,在較低的應變速率下,使熱坯料與模具溫度基本保持不變的一種鍛造方法。
超塑性成形是指將金屬在接近正常再結晶的溫度下熱變形(擠壓、軋制或鍛造等)獲得超細晶粒組織,然后在超塑溫度和適當的應變速率下,在預熱到一定溫度的模具中成形為所需形狀的一種成形方法。
等溫鍛造的應用范圍比超塑性變形要廣得多,把模具與金屬加熱到一定的溫度是保證金屬獲得良好超塑性狀態所必需的條件。等溫鍛造時,在很寬的溫度—速度范圍內以及坯料在任一原始組織狀態下都可以減少壓力和提高其金屬塑性。這主要由于在降低應變速率的條件下,軟化過程時間延長。超塑性效應在相當窄的溫度—速度范圍內出現,對材料的原始組織狀態要求相當嚴格。
等溫鍛造工藝的特點
等溫鍛造通常在液壓機上進行,與950℃下普通熱模鍛比較,慢速等溫鍛造時,金屬材料的變形抗力大大減小,可使用功率較小的設備,節省設備占地面積和電能。采用等溫鍛造還可以簡化設備的結構和構件,用整體大鍛件代替小鍛件組合件。
等溫鍛造提高了加工金屬的塑性,這是由于在等溫鍛造過程中軟化過程比較充分,較低的變形速度能使鍛件內部的顯微裂紋愈合。等溫鍛造能夠模鍛出有小模鍛斜度或無模鍛斜度的鍛件、有明顯階梯截面的鍛件、過渡半徑較小的鍛件和小切削加工余量的鍛件;還可以成形出形狀復雜的高精度鍛件,而用普通模鍛很難實現。等溫鍛造制造高精度鍛件有以下優勢:
⑴降低了坯料的金屬變形抗力,減小了模具系統的彈性變形,提高了現有設備的生產能力。
⑵提高了鍛造材料的塑性,甚至達到超塑性,使低塑性材料的成形成為可能。
⑶操作簡單,技術條件易于控制,減小了變形溫度的波動,使體內及表層溫度均勻、變形均勻,使鍛件的組織性能均勻,幾何尺寸穩定。
⑷降低了鍛件的殘余應力,減少了鍛件在冷卻和熱處理時的變形量。
使用保護—潤滑玻璃涂層,降低了變形溫度,減小了熱金屬與周圍介質的相互作用,減薄了氧化皮和其他缺陷層的厚度,改進了表面質量。
超塑性成形工藝的特點
超塑性成形的條件是:工件材料是均勻等軸細晶材料,成形過程中工件溫度保持均勻恒定并等于工件的超塑性溫度,工件各點的應變速率盡量保持均勻恒定并等于工件材料的超塑性應變速率。
超塑性變形的微觀機理是在最佳超塑性條件下,以晶界滑動為主,擴散蠕變和位錯蠕變協調作用。在低應變率區,擴散蠕變作用增強;在高應變率區,位錯蠕變為主要變形機制。
理想的超塑性成形的宏觀特征為能夠產生大變形、無應變硬化,變形抗力低和高應變率敏感性;微觀組織特征對晶粒度及晶粒形狀敏感,伴隨發生晶粒長大、動態再結晶及孔洞損傷等,微觀組織發生變化。
成形溫度是超塑性成形中的最重要的技術參數。原則上超塑性成形的溫度必須是鍛件材料的超塑性溫度,但這個溫度不是固定不變,而是隨鍛件材料晶粒度和應變速率變化而變化,它有一定的變化范圍。由于在實際鍛造過程中的鍛件各部位應變速率的不均勻性以及鍛件內各處晶粒可能出現的大小和形狀的變化,所選擇的成形溫度不可能與坯料各部位的最佳超塑性溫度完全一致,與最佳超塑性溫度相差越小,超塑性能越好。因此,在考慮超塑性成形溫度時應參考坯料的初始晶粒度以及相應的應變速率,盡量使超塑性成形溫度與實際情況一致。
超塑性成形具有如下優勢:
⑴最大程度保持了鍛件內部變形和微觀組織的均勻性,消除了低溫區容易產生裂紋、開裂缺陷與高溫區的粗晶和過燒缺陷。
⑵提高了材料塑性和降低了變形抗力,有利于充填模具型腔、降低成形載荷,在低載荷下實現復雜形狀零件的近凈成形。
⑶超塑性成形件的綜合力學性能全面提高,使用壽命高于普通成形件。
超塑性技術還可生產加工難度大、工序多、精鍛、精鑄技術難以滿足精度、強度等力學性能要求的各類黑色、有色金屬零部件。
鎂合金的等溫鍛造與超塑性成形
鎂合金的等溫鍛造
鎂合金的鍛造溫度范圍窄,而其導熱系數大,其導熱系數大約是鋼的2倍。鍛造時如果模具溫度低、坯料降溫快、塑性降低、變形抗力增大、變形率低,變形過程中坯料易形成裂紋甚至開裂,所以鎂合金一般采用等溫鍛造。鎂合金的等溫鍛造一般把加熱到稍高于鍛造溫度的鎂合金坯料置入加熱到鍛造溫度的模腔里,并使熱毛坯和模具溫度基本保持不變,或將模具加熱到稍高于鍛造溫度,再把室溫下的鎂合金坯料置入模腔,加熱到鍛造溫度,并保溫一定時間,施加適當壓力,保壓一定時間,使毛坯以低應變速率變形。
在YAW-500kN微機控制電液伺服壓力試驗機上利用該等溫鍛造裝置開發鎂合金電動螺絲刀套筒等溫擠壓成形工藝(擠壓溫度為350℃;加載速度為0.1mm/s;潤滑劑為SW/TM綠色環保脫模劑),成功試制出符合設計要求的AZ31B鎂合金電動螺絲刀套筒擠壓件,實物如圖1所示。

圖1 鎂合金電動螺絲刀套筒擠壓件
為了簡化試驗設備和降低成本,設計了鎂合金等溫鍛造裝置(圖2),將鎂合金坯料放在模具里直接加熱,“模膛“就是“爐膛“。
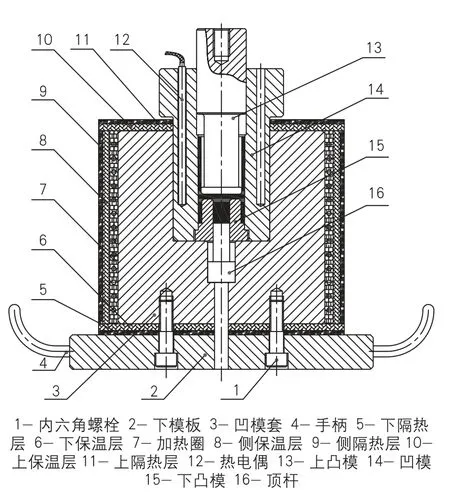
圖2 鎂合金等溫鍛造模具簡圖
GUOTU螺塞擠壓件,材料為AZ31B鎂合金。在YAW-500kN微機控制電液伺服壓力試驗機上進行了較低應變速率的等溫擠壓試驗,分別在300℃、330℃和365℃的溫度下,以0.05mm/s、0.1 mm/s、0.25 mm/s、0.75 mm/s和1mm/s的加載速度進行等溫擠壓成形鎂合金GUOTU螺塞。不同溫度和加載速度下的力—位移曲線如圖3所示,由圖3可知,在相同加載速度0.1mm/s時,隨著擠壓溫度的降低,擠壓力顯著上升;在擠壓溫度相同的條件下,隨著加載速度的減小,擠壓力逐漸降低。300℃等溫擠壓時,擠壓件表面出現裂紋。經多次不同擠壓溫度的對比試驗得知,在365℃的溫度下,以不同加載速度等溫擠壓成形的GUOTU螺塞,表面品質良好,沒有產生裂紋。裂紋缺陷的產生是由于300℃時鎂合金的塑性相對較差。
隨著現代汽車節能減排要求的不斷推進及車輛輕量化的發展要求,用鎂合金輪轂取代鋁合金輪轂已成為一種發展方向。采用壓鑄成形的鎂合金輪轂,產生的縮孔、疏松等缺陷降低了零件的力學性能,應用受到限制。
某型號汽車輪轂零件輪輻表面有凹槽及通孔,輪輞形狀類似于變截面雙杯形,壁厚較薄且孔深較大。該輪轂成形過程分為擠壓和脹形兩部分,由于變形程度很大,需要正擠壓和復合擠壓工序實現成形。成形過程路線為:下料→正擠壓→復合擠壓→脹形→機加工連皮及余料→熱處理及表面處理。
經過等溫擠壓與脹形生產鎂合金輪轂實驗,確定了主要擠壓—脹形過程參數:坯料加熱及模具預熱溫度均為350~400℃,擠壓加載速度為0.2mm/s,脹形坯料及模具溫度均為200~250℃。采用此擠壓技術參數成形出表面品質良好的鎂合金輪轂,成形樣件輪輞的抗拉強度σb、屈服強度σ0.2及延伸率δ分別為338.4MPa、190MPa和14.1%,鑄態試樣相應部位的力學性能分別為229.7MPa、101.5MPa和9.1%;相對于鑄態試樣,其性能有較大提高。
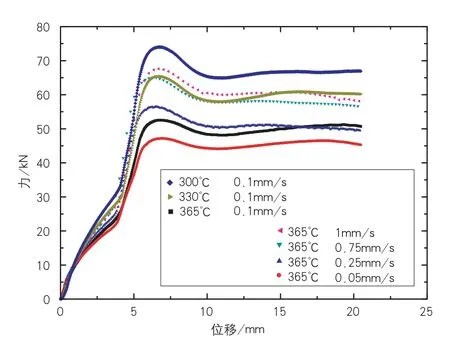
圖3 不同擠壓溫度和加載速度下的力—位移曲線
某航天AZ80鎂合金殼體零件外徑為φ260mm,側表面和底表面的壁厚非常薄,僅為1mm,外底部帶有凸緣。經過下料→直接等溫擠壓成形工藝方案與下料→鐓粗→等溫擠壓成形工藝方案比對試驗,表明下料→鐓粗→等溫擠壓成形工藝方案可行。并對其進行工藝優化,將鐓粗改為預成形,成形出擠壓件底部的錐面和外凸緣,外凸緣在終擠模內便可以將坯料準確定位。
坯料去除掉油污、毛刺后,在420℃下保溫12h,空冷一定的時間;將模具預熱到360℃,保溫4h;均勻化處理的坯料加熱到380℃保溫1~2h進行預成形;預成形后的坯料回爐繼續預熱到380℃,保溫1~2h等溫擠壓成形,擠壓件如圖4所示。

圖4 AZ80鎂合金殼體擠壓件
鎂合金的超塑性成形
鎂合金的塑性成形技術發展相對緩慢,高性能的鎂合金結構件應用較少。鎂合金超塑性成形改善了這一現狀,實現了壁薄、變形量大、用常規鍛造工藝難以生產的鎂合金零部件的成形。
當應變速率為5.56×10-4/s時,在較低溫度范圍(300~340℃)變形時,溫度升高,伸長率急劇增大;在較高溫度范圍(340~420℃)變形時,變形溫度升高,伸長率緩慢降低;340℃時伸長率達到峰值。
在340℃不同應變速率下,當應變速率小于5.56×10-3/s 時,MB15鎂合金的伸長率隨應變速率的增大而緩慢增加,增加的幅度較小;當應變速率大于5.56×10-3/s 時,伸長率隨著應變速率的增加而降低。
在340℃,應變速率為5.56×10-4/s條件下進行超塑性拉伸,MB15鎂合金的伸長率隨著壓下量的增大而增加,當壓下量為80%時,伸長率達到297%;壓下量在50%~60%時,伸長率急劇變化。其原因是當壓下量小于50%時是單向壓縮變形,變形不均勻,而當壓下量大于50%時,隨著壓下量的進一步增加,變形趨于均勻,而均勻變形有利于提高MB15鎂合金高溫伸長率。
擠壓態AZ80鎂合金的超塑性拉伸試驗研究表明,擠壓態AZ80鎂合金經過超塑性變形之后,晶粒得到明顯細化;在變形溫度為623K,變形速度為0.001mm/s時,AZ80鎂合金的延伸率最高,達到了450.53%。金相觀察表明AZ80鎂合金的超塑性機制為動態再結晶輔助的晶界滑移機制;斷口掃描表明擠壓態的AZ80鎂合金是以晶間空洞的形式開裂的,沿晶界斷裂特征明顯。
結論
雖然鎂合金等溫鍛造與超塑性成形產品有很多優點,但其成形工藝較復雜、生產效率較低、成本較高,離規模化的工業生產與應用還有一段距離。應著手開發以下鎂合金的等溫鍛造與超塑性成形技術:
⑴研究鎂合金在較高應變速率下的超塑性成形,提高其生產效率。
⑵開發和推廣鎂合金的近等溫鍛造技術,即坯料和模具溫度一致,加載速度和普通模鍛一樣,但變形抗力比普通模鍛低60%~70%,提高生產效率。
⑶研究鎂合金坯料組織不滿足或不完全滿足超塑性成形要求情況下,在等溫變形過程中組織得到細化和球化,實現超塑性成形。
⑷研究鎂合金在較低溫度下(0.5Tm以下或更低)的超塑性變形。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36