異形環件徑軸向近凈軋制成形工藝與應用
2015-06-22 14:19:01戴玉同張家港海陸環形鍛件有限公司鄧加東武漢理工大學材料與工程學院
鍛造與沖壓 2015年21期
關鍵詞:工藝
文/戴玉同·張家港海陸環形鍛件有限公司鄧加東·武漢理工大學材料與工程學院
異形環件徑軸向近凈軋制成形工藝與應用
文/戴玉同·張家港海陸環形鍛件有限公司鄧加東·武漢理工大學材料與工程學院
異形環件徑軸向近凈軋制成形工藝對于成形異形環件具有顯著優勢,可直接成形出與目標環件形狀尺寸相仿的異形環鍛件,減少了大量材料與能源的浪費。本文以外臺階環件成形為例,采用基于理論分析、模擬實驗與實際試制的方法來闡述該工藝的應用方法,這對于提高異形環件軋制效率、確保產品質量、節能節材等具有重大意義。
環件可分為簡單的矩形截面環件和復雜形狀的異形截面環件兩大類,相對于矩形環件而言,異形環件成形更為復雜,其應用也更加廣泛。目前,工業應用較多的典型異形截面環件有溝槽截面環件(內溝槽、外溝槽、雙溝槽截面環件等)和臺階截面環件(外臺階、內臺階、外凸臺、內凸臺截面環件等),它們廣泛應用于汽車、機械、航空航天、能源等眾多工業領域。
環件軋制又稱環件輾擴或擴孔,它是借助環件軋制設備軋環機使環件壁厚減小、直徑擴大、截面輪廓成形的塑性加工工藝,適用于生產各種形狀尺寸、各種材料的環形零件或環坯。相比傳統技術,環件軋制成形具有省力、節能節材、產品精度高、內部質量好、生產成本低等優點。環件軋制可分為徑向軋制和徑軸向軋制,一般對于軸承類小型環件采用徑向冷軋的方式成形,而對于中大型環件則需要采用徑軸向熱軋的方式來完成。
目前對于矩形環件的軋制成形理論研究與實際生產應用較多,而對于異形環件的軋制成形理論研究與實際生產應用較少,尤其是中大型異形環鍛件的徑軸向熱軋工藝。傳統的中大型異形環件制造方法是先軋制獲得矩形截面環件再通過機加工獲得所需異形截面。大量機械加工不但浪費材料,而且切削加工使材料原有的流線斷裂,造成產品的性能和壽命明顯降低。
異形環件徑軸向近凈軋制成形工藝
異形環件徑軸向近凈軋制成形是指在徑軸向輾環機上采用異形軋輥直接軋制出與目標環件形狀尺寸接近的異形截面環鍛件。其軋制原理如圖1所示,在軋制過程中,驅動輥作旋轉軋制運動,芯輥作徑向直線進給運動同時隨環件的旋轉作從動運動,上、下錐輥作旋轉運動和向外水平移動,同時上錐輥還作向下的軸向進給運動。環坯在軋輥的作用下產生徑向壁厚減小、軸向高度減小、內外直徑擴大、截面輪廓成形,最后形成所需形狀和尺寸的異形環件。
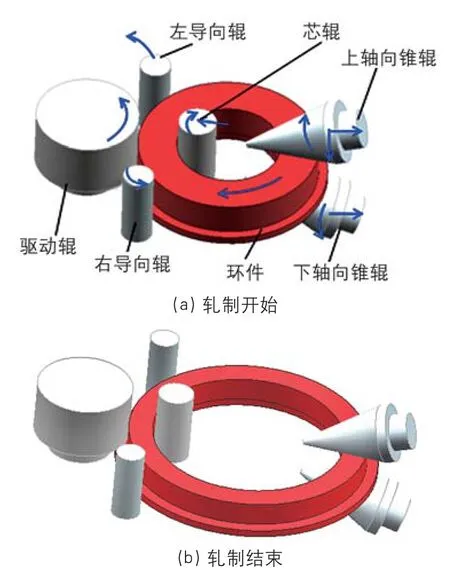
圖1 異形環件徑軸向軋制成形原理
采用該方法可直接獲得所需環件形狀而不需要進行過多的機加工,大大節省了原材料和加工工時,而且軋制成形所獲得的金屬流線保持完整,大大提高了產品的力學性能。圖2為我公司生產的典型異形環鍛件產品,主要是臺階或凹槽形環件,該類環件主要用在一些工程機械上。采用異形環件徑軸向近凈軋制成形工藝與矩形環件成形再機加工相比,圖2中各產品的材料節約量分別為40%、25%、18%、22%、30%、18%。

圖2 異形環鍛件產品
但是采用徑軸向軋制直接近凈成形異形環件,具有一定的技術難度,環件截面不規則,軋制過程穩定性差,各部分的直徑擴大速度不一致,徑向與軸向孔型間金屬流動的相互影響,容易出現蝶形、充不滿、拉料等缺陷。為了克服軋制缺陷從而獲得高質量的異形環件,制坯顯得尤為重要,若環坯形狀尺寸合適,則可以保證軋制過程穩定,環件不發生翹曲,成形環件各部分均完全充型。因此,如何選取合適的環坯形狀與尺寸,對于異形環件徑軸向近凈軋制成形具有非常重要的意義。
異形環件軋制應用的案例
某種外臺階異形環件如圖3中的虛線所示,增加適當余量和圓角,設計該環件的成形鍛件如圖3中的實線所示,該異形環鍛件重量為365kg,若設計為矩形環鍛件,則鍛件重量達627kg,需多消耗262kg,可見采用異形環鍛件能大大節省原材料。

圖3 外臺階異形環件示意圖
理論分析
該類臺階型環鍛件在成形過程中需注意,臺階處容易出現充不滿或拉料的現象,導致出現廢品,因此需將坯料制成與鍛件形狀相仿的形狀,即制坯時就制成帶臺階的環坯。圖4為該類環件所采用的成形工藝流程圖,坯料→鐓粗→下沖頭沖孔→罩模預成形→上沖頭沖通孔→在輾環機上進行軋制成形。

圖4 成形工藝流程圖
若不考慮金屬的軸向流動,將環件從臺階處分為上下兩個部分,上部分直徑小稱為小端,下部分直徑大稱為大端,則在設計環坯時保證環坯的大端部分體積與鍛件大端部分體積相當即可較好地成形,然而采用徑軸向軋制工藝,由于軸向孔型對環件成形的影響,必然存在金屬的軸向體積流動,而且軋制過程中由于環件大小端的長大速度不一致,容易出現拉料現象,因此還需在該基礎上調整環坯的尺寸,主要通過調整罩模的上端內孔直徑和內孔斜度以及上沖頭錐度來調整環坯小頭直徑Da、外表面斜度θ1和內孔斜度θ2以實現環坯尺寸的優化。
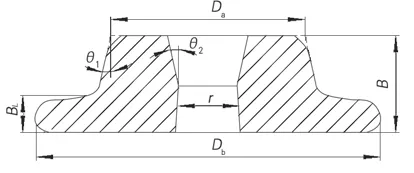
圖5 環坯示意圖
模擬實驗
近些年,通過數值模擬技術已經能較好地對環件軋制過程進行模擬,分析環件軋制過程中的基本變形規律,優化環坯與模具參數,調整軋制工藝參數,減少軋制缺陷的產生,該方法相對于傳統的試湊法,可以減少實際試制中的材料及能源的浪費。本文利用Simufact軟件對該異形環的軋制過程進行仿真分析,所選環坯材料為16Mn,軋制溫度1150℃,通過模擬結果來確定一組合適的環坯。實驗設計了四組環坯,環坯高度B=220mm,臺階高度BL=64mm,內孔直徑r=240mm,具體參數見表1。

表1 軋制用環坯參數表
軋制前期,隨著芯輥的不斷進給,環坯臺階處的金屬不斷被擠入驅動輥型腔,從而逐漸填充滿型腔,而隨著軋制過程的進行,軋制中后期環件小端逐漸與驅動輥完全貼合,此時環件上下端長大速度差增加,而大端金屬不足以及時補充環件大端的長大需求,故已充型完全的環件逐漸出現填充不滿的現象。2號環坯較1號環坯小端直徑減小,即小端處金屬減少,大端處金屬增多,此時環件大端初次完全充滿型腔時間推遲,環件小端初次完全貼合驅動輥時間推遲,臺階最后填充效果有所改善。3號環坯在2號環坯的基礎上增加了內孔斜度,即小端處金屬進一步減少,此時環件大端初次完全充滿型腔時間基本不變,但環件小端初次完全貼合驅動輥時間推遲,臺階最后填充效果進一步改善。4號環坯在3號環坯的基礎上增加了外表面和內孔的斜度,進一步減小了小端體積,增大了大端體積,此時環件大端初次完全充滿型腔時間仍基本不變,但環件小端初次完全貼合驅動輥時間進一步推遲,軋制結束時基本填充完全。
通過分析上面四種毛坯成形過程可以發現,縮小環件小端直徑,增加外表面及內孔斜度,可減少環件小端體積,增加環坯臺階長度,從而加快了環坯首次充滿型腔的速度,以及延長了環件小端初次完全貼合驅動輥時間,使得環件最后的充填效果提高。圖6顯示的是4號環坯的軋制成形效果圖,該環件成形外形較好,截面形狀及尺寸基本符合設計要求。

圖6 軋制成形效果圖
現場試制
采用4號環坯進行實際軋制試制,軋制獲得鍛件成形質量較好,經測量,尺寸符合產品要求。因此可根據此種方法進行異形環件徑軸向近凈軋制成形工藝的研發與應用,可有效地提高研發速度及成功率,并且大大減少了材料與加工工時的浪費。
結束語
異形環件徑軸向近凈軋制成形工藝對于成形異形環件具有顯著效益,可直接成形出與目標環件形狀尺寸相仿的異形環鍛件,為了減少實際試制次數,可借助計算機模擬技術,預知成形過程中可能出現的缺陷并通過修正工藝參數進行優化設計,這對于提高異形環件軋制效率、確保產品質量、節能節材等具有重大意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52