鋁合金客車車輪強(qiáng)力旋壓有限元模擬
2015-06-22 14:19:01王利梅秦皇島戴卡興龍輪轂有限公司趙興北汽福田汽車股份有限公司李建孫惠學(xué)秦皇島燕大現(xiàn)代集成制造技術(shù)開發(fā)有限公司
鍛造與沖壓 2015年21期
文/王利梅·秦皇島戴卡興龍輪轂有限公司趙興·北汽福田汽車股份有限公司李建,孫惠學(xué)·秦皇島燕大現(xiàn)代集成制造技術(shù)開發(fā)有限公司
鋁合金客車車輪強(qiáng)力旋壓有限元模擬
文/王利梅·秦皇島戴卡興龍輪轂有限公司趙興·北汽福田汽車股份有限公司李建,孫惠學(xué)·秦皇島燕大現(xiàn)代集成制造技術(shù)開發(fā)有限公司
利用有限元軟件對(duì)鍛造鋁合金車輪強(qiáng)力旋壓過程進(jìn)行模擬,得到了旋壓過程坯料的流動(dòng)和充型情況,并考查進(jìn)給率對(duì)旋輪的軸向和徑向旋壓力的影響,研究結(jié)果表明,強(qiáng)力旋壓工序中進(jìn)給率對(duì)旋輪的軸向旋壓力影響較小,對(duì)徑向旋壓力影響較大,徑向旋壓力隨著進(jìn)給率的增加而顯著增大,進(jìn)給率為2mm/s相比進(jìn)給率為0.5mm/s的情況,旋輪的旋壓力提高了40%,本研究為鋁合金客車車輪生產(chǎn)過程中旋壓工藝參數(shù)的確定提供了依據(jù)。
鋁合金車輪造型美觀、散熱好、質(zhì)量輕、節(jié)能效果顯著,已經(jīng)逐步取代鋼制車輪應(yīng)用于汽車中,車輪作為汽車的重要安全部件,車輪的質(zhì)量將直接影響汽車的安全性和可靠性。目前國(guó)內(nèi)鋁合金車輪的生產(chǎn)方式以低壓鑄造和重力鑄造為主,鍛造車輪較少,但鑄造工藝生產(chǎn)過程中容易出現(xiàn)卷氣并出現(xiàn)縮孔、疏松等缺陷,產(chǎn)品力學(xué)性能較差,而客車車輪對(duì)其承載能力要求較高,因此鑄造車輪難以在客車中應(yīng)用。
近年來,車輪輪輞旋壓技術(shù)迅速發(fā)展,旋壓技術(shù)制造的車輪以其重量輕、強(qiáng)度高、造型美觀越來越受到各個(gè)制造廠家及車主的青睞。國(guó)內(nèi)外客車車輪采用鍛造→擴(kuò)口→切邊→強(qiáng)力旋壓的生產(chǎn)工藝,生產(chǎn)的鍛造車輪性能顯著提高,輪輞部位經(jīng)過強(qiáng)力旋壓后,力學(xué)性能得到進(jìn)一步提高,達(dá)到了客車的使用要求。
車輪強(qiáng)力旋壓工藝介紹
旋壓成形技術(shù)是綜合了擠壓、彎曲、鍛造、滾擠、拉伸及環(huán)軋等特點(diǎn)的少無切削工藝,旋壓工藝的成形過程較為復(fù)雜,用于成形回轉(zhuǎn)類零件,這種成形技術(shù)變形條件好、制品性能高、材料利用率高,較適合用于生產(chǎn)鋁合金車輪這類零件,根據(jù)坯料厚度的變化情況將旋壓分為強(qiáng)力旋壓和普通旋壓兩大類。
鋁合金車輪的強(qiáng)力旋壓工藝用于成形輪輞,成形時(shí)坯料高速旋轉(zhuǎn),旋輪按輪輞型線在數(shù)控系統(tǒng)的控制下做徑向和軸向進(jìn)給運(yùn)動(dòng),旋輪與坯料接觸后沿著自身軸線隨動(dòng)旋轉(zhuǎn),隨著旋壓過程的進(jìn)行,毛坯逐漸緊貼芯模,車輪強(qiáng)力旋壓工藝如圖1所示。

圖1 車輪強(qiáng)力旋壓工藝示意圖
強(qiáng)力旋壓模擬
采用有限元軟件對(duì)車輪的旋壓過程進(jìn)行模擬,考查坯料在旋壓過程中的流動(dòng)填充情況,并考查旋壓進(jìn)給率因素對(duì)旋輪的徑向及軸向旋壓力影響,為客車車輪強(qiáng)力旋壓工藝的制定提供可靠依據(jù)。
旋壓模型的建立
針對(duì)我公司生產(chǎn)的某款鋁合金客車車輪進(jìn)行建模,車輪尺寸為22.5英寸(1英寸=25.4mm),材料為6061鋁合金,模擬采用雙旋輪對(duì)坯料進(jìn)行旋壓,旋壓過程中由于尾頂及底模將輪輻部位壓住,只有輪輞部分參與旋壓變形,因此為了提高計(jì)算效率,將旋壓模型進(jìn)行必要簡(jiǎn)化,進(jìn)而提高模擬的運(yùn)算速度,簡(jiǎn)化后的模型如圖2所示。

圖2 旋壓模具簡(jiǎn)化模型裝配圖
旋壓模擬參數(shù)
旋壓過程中旋輪進(jìn)給率是一個(gè)較為重要的參數(shù),其選擇原則是,在保證旋壓質(zhì)量的前提下盡量取大值,從而提高生產(chǎn)效率。當(dāng)進(jìn)給率選擇的過大時(shí),工件將會(huì)過分貼靠在芯模上,導(dǎo)致脫模取件困難,而且也有可能在內(nèi)表皮產(chǎn)生裂紋缺陷,車輪的強(qiáng)力旋壓與筒形件變薄旋壓相同,模擬中進(jìn)給率范圍為0.5~1.5mm/s。
減薄率是指金屬壁厚的減少量和原始壁厚的比值,該數(shù)值反映了工件的變形程度。我們?cè)诔尚芜^程中,把總減薄量與原始壁厚之比稱作總減薄率,強(qiáng)力旋壓減薄率的范圍設(shè)置為13%~44%,旋壓模擬參數(shù)見表1。
旋壓過程中旋輪運(yùn)動(dòng)為軸向和徑向的復(fù)合運(yùn)動(dòng),運(yùn)動(dòng)軌跡為一條曲線。以成品輪的輪輞外側(cè)型線為基礎(chǔ),分別繪制旋輪1和旋輪2的軌跡,并將該曲線進(jìn)行等間距取100個(gè)點(diǎn),得到每點(diǎn)的坐標(biāo)。然后將每點(diǎn)坐標(biāo)輸入有限元軟件的運(yùn)動(dòng)控制中,以此得到分析過程中旋輪的運(yùn)動(dòng)軌跡,如圖3所示。

表1 旋壓模擬基本參數(shù)

圖3 旋輪運(yùn)動(dòng)軌跡
旋壓模擬結(jié)果
旋壓過程如圖4所示,圖4a為始旋階段,隨著旋輪沿Z向及X向的進(jìn)給,旋輪1與坯料的接觸面積不斷變大,旋輪2也開始對(duì)輪坯進(jìn)行旋壓;圖4b為穩(wěn)旋階段,此階段主要成形輪輞直筒部位,此階段坯料變形量較為均勻,在旋輪的壓力下坯料逐漸貼靠于芯模;圖4c為終旋階段,輪輞及內(nèi)輪緣部位旋壓完畢,整個(gè)車輪旋壓過程結(jié)束,從模擬中可以看出整個(gè)旋壓過程坯料成形較為平穩(wěn),未出現(xiàn)折疊缺陷。
旋輪沿著X(徑向)向及Z(軸向)向的載荷曲線分別如圖5和6所示。從圖5、6中可以看出在始旋階段旋輪1的X向成形力趨于平穩(wěn),Z向的旋壓力呈直線上升趨勢(shì),穩(wěn)旋階段兩旋輪的X和Z方向的壓力趨于平穩(wěn),變化不大,在外輪緣成形的終旋階段,X和Z兩個(gè)方向的成形力逐漸降低,整個(gè)旋壓過程旋輪1的X和Z向最大載荷分別在44、26t以內(nèi),旋輪2的X和Z向最大載荷分別在18、12t以內(nèi)。
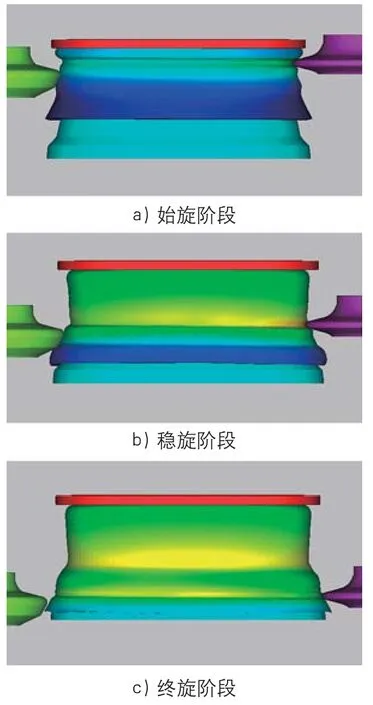
圖4 旋壓成形過程

圖5 X向旋壓力

圖6 Z向旋壓力
旋輪進(jìn)給率分別取0.5mm/s、1mm/s和2mm/s三組,考查穩(wěn)旋過程兩個(gè)旋輪在相同軸向進(jìn)給量的情況下X和Z方向的旋壓力,分析得到的三種情況下X和Z方向旋壓力曲線如圖7和圖8所示,從圖7、8中可以看出在X向的旋壓力隨著進(jìn)給率的增加,有明顯增加的趨勢(shì),進(jìn)給率為2mm/s時(shí)比進(jìn)給率為0.5mm/s時(shí)的成形力提高了約40%,而Z向的旋壓力受進(jìn)給率影響較小。

圖7 三種進(jìn)給率下X向旋壓力

圖8 三種進(jìn)給率下Z向旋壓力
結(jié)論
⑴采用有限元軟件對(duì)鋁合金客車車輪強(qiáng)力旋壓過程進(jìn)行模擬,得到按照各種工藝參數(shù)下輪坯的成形填充情況,有利于觀測(cè)坯料的成形缺陷,為車輪開發(fā)和設(shè)計(jì)提供可靠依據(jù)。
⑵旋輪的進(jìn)給率對(duì)軸向旋壓力影響較小,徑向旋壓力隨著進(jìn)給率的增加顯著增大,進(jìn)給率為2mm/s時(shí)比進(jìn)給率為0.5mm/s時(shí)的成形力提高了約40%,本研究為鋁合金客車車輪生產(chǎn)過程中旋壓工藝參數(shù)的確定提供了依據(jù)。