機械壓力機安全技術解決方案解析
2015-07-01 09:31:16陳春童仲太生吳鳳娟
鍛壓裝備與制造技術 2015年3期
陳春童,仲太生,吳鳳娟
(1.江蘇揚力堅城鍛壓機床有限公司,江蘇 揚州225009;2.江蘇揚力集團,江蘇 揚州225127)
0 前言
《GB27607-2011 機械壓力機 安全技術要求》國家標準于2012年10月1日正式實施。該標準基本等同于歐盟《EN692 Mechanical Presses- Safety》的機械壓力機安全技術要求。標準規定了機械壓力機類產品的設計、制造、改造、使用的術語和定義、嚴重危險、安全要求和措施、檢驗和使用信息;新標準對機械壓力機安全設計提出了全新的要求,完全區別于原來的設計理念;新標準對于提高機械壓力機的安全性作出了規定,確保機械壓力機的控制是本質安全的。
基于新標準的要求,筆者對目前主要的幾個設計方案進行了深度分析。目前主要解決方案有四種:第一種采用安全可編程控制器;第二種采用可編程安全模塊+普通可編程控制器(PLC);第三種為采用固化程序安全模塊+普通可編程控制器(PLC);第四種為安全繼電器組+普通可編程控制器(PLC)。本文將對各方案進行具體描述并對方案的優缺點作具體點評。
機械壓力機原控制解決方案比較簡單,即采用普通PLC 進行所有的邏輯控制。安全要求的點(雙手控制、光電保護、安全門、急停、雙聯閥等)也是接入到普通可編程控制器,并且也沒有冗余和監控措施要求。一旦發生故障或累積故障很難停止危險動作。為此,新標準全面提高機械壓力機安全性,確保操作者不受傷害。以下具體分析新解決方案。
1 新標準解決方案
1.1 第一種方案
第一種解決方案為采用安全可編程控制器,如圖1 所示。該方案采用安全可編程控制器代替原來的普通可編程控制器,所有輸入輸出全部接在安全可編程控制器上。針對雙手控制、安全繼電器、安全門、急停控制、安全雙聯閥全部采用冗余、監控措施,確保每一個動作均受到監控。目前市面上主流的安全PLC 廠家有美國羅克韋爾Guard PLC 安全PLC系列產品,法國施耐德XPSMF 安全PLC 系列產品,德國PILZ 公司PSS 系列產品等。
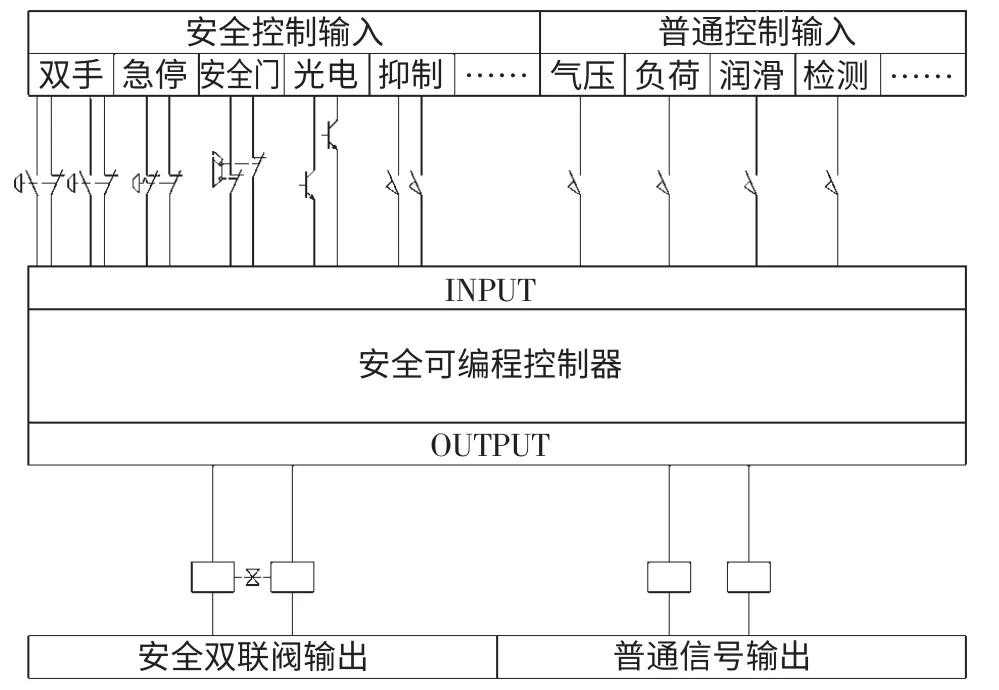
圖1 安全可編程控制器解決方案
該方案的優點是只要按照規定的接線方式和編程方法就能完全符合《GB27607-2011 機械壓力機安全技術要求》標準要求,并且具有本質安全性,同時接線少,配線工作量較少。但缺點也很明顯:成本是原方案的幾十倍以上,造價非常高。
1.2 第二種方案
第二種解決方案采用可編程安全模塊+普通可編程控制器PLC(圖2)。該方案采用一個可編程安全模塊+普通型可編程控制器組合來控制,把安全信號雙手控制、光電保護、安全門、急停、雙聯閥在可編程安全模塊進行邏輯編程,實現安全的功能。把普通輔助控制點采用普通型的可編程控制器來控制。目前市面上主流的可編程安全模塊廠商有:德國PILZ 公司PNOZ 系列可編程安全模塊系列產品,日本OMRON 公司G9SP 系列產品等。普通PLC有日本三菱FX1N 系列產品,OMRON 公司CP1E產品,西門子SMART PLC 系列產品等。
該方案的優點是只要安全部分按照規定的接線方式和編程方法就能完全符合《GB27607-2011 機械壓力機 安全技術要求》標準要求,并且具有非常高的安全性,同時接線較少,配線等工作量相對較少,各種安全功能的組合比較靈活,可根據現場情況增加或減少。與原解決方案相比是在原基礎上增加了可編程安全控制模塊,對原設計的優點能繼續保存下來。缺點是可編程操作受人工因素影響,所編制程序需專業人員認證才能保證安全性。另需要兩套編程軟件,編程工作相對較多。成本比原解決方案提高3~10 倍甚至更多。
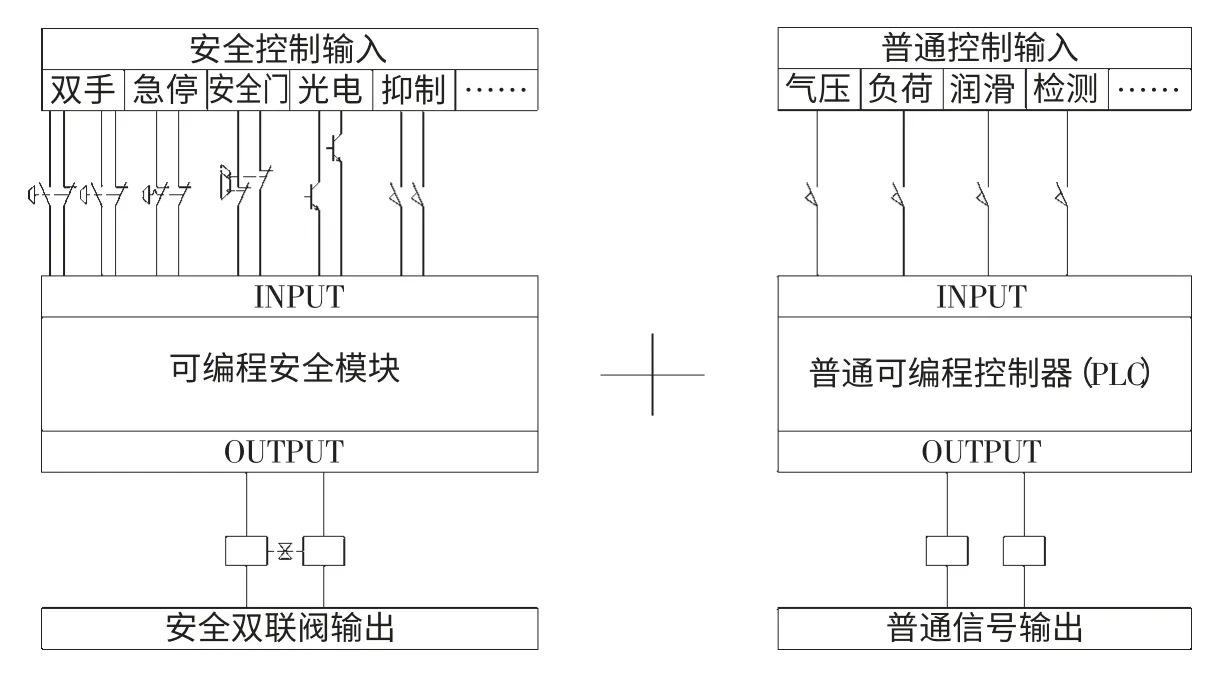
圖2 可編程安全模塊+普通可編程控制器解決方案
1.3 第三種方案
第三種解決方案為采用固化程序安全模塊+普通可編程控制器PLC。該方案把安全信號雙手控制、光電保護、安全門、急停、雙聯閥在固化程序安全模塊進行固定組合,實現安全的功能。把普通輔助控制點采用普通型可編程控制器控制。目前市面上主流的可編程安全模塊廠商有:德國施邁賽(SCHMERSAL)PROTECT 系列固化編程安全模塊系列產品,南京埃斯頓SAFE100 系列產品。普通可編程控制器同第二種方案。
該方案的優點是只要安全部分按照規定的接線方式接線即完全符合《GB27607-2011 機械壓力機 安全技術要求》標準要求,并且具有非常高的安全性,同時接線較少,配線工作量相對較少。與原方案比是在原基礎上增加了固化程序安全控制模塊,對原設計的優點能繼續保存下來。缺點是該方案中的的固化程序安全模塊必須按照設定好的接線模式,不能增加或減少安全功能,安全功能組合不靈活。成本比原成本提高2~4 倍甚至更多。
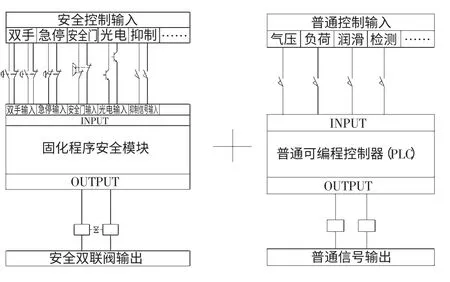
圖3 固化程序安全模塊+普通可編程控制器
1.4 第四種方案
第四種解決方案采用多個安全繼電器+普通可編程控制器PLC。該方案采用多個安全繼電器+普通型可編程控制器組合來控制,把安全信號雙手控制、光電保護、安全門、急停分別采用各自的安全繼電器,實現安全的功能。把普通輔助的控制點采用普通型可編程控制器控制。目前市面上安全繼電器廠商很多,如德國SICK 公司UE 系列,德國施邁賽(SCHMERSAL)公司SRB 系列,國內濟寧科力CSRM系列等,普通可編程控制器同第二種方案。
該方案的優點是每一個安全點都是用安全繼電器來實現,安全點全部是用硬件搭建出來的,安全性能可靠,不依賴于軟件,增減安全點也很靈活,維修維護較為方便。缺點是需增加配線工作量。成本比原解決方案增加2~5 倍甚至更多。
綜上所述,第一種方案造價太高不可取;第二種方案依賴于軟件,而軟件的可靠性和編程的邏輯需專業人員認證,一旦出現故障需專業人員才能解決;第三種方案因程序固化,一旦某點有故障則需更換整個控制器,維修維護不方便;第四種方案比較適合目前狀況,既能滿足安全性的要求,又能很快被技術人員掌握,維修維護方便。當然,從長遠來看,使用可編程安全模塊和可編程控制器則為未來趨勢。
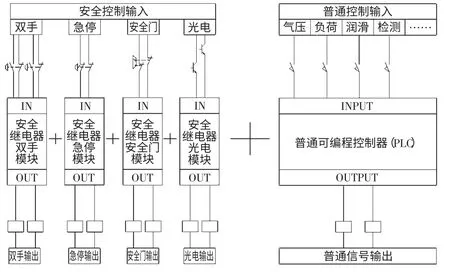
圖4 安全繼電器+普通可編程控制器
[1]全國鍛壓機械標準化技術委員會.GB27607-2011 機械壓力機安全技術要求[S].北京:中國標準出版社,2011.
[2]張加正,仲太生,陳春童,等.全功能電腦整機控制型高速壓力機[J].鍛壓裝備與制造技術,2003,38(3).
[3]陳春童,封 峰,徐 麗.利用反饋回路提高壓力機PLC 控制系統的安全性[J].鍛壓裝備與制造技術,2002,37(5).
[4]德國皮爾茲公司.產品綜合樣本.2010-07.
[5]德國SICK 公司.工業安全系統傳感器和安全技術服務.7082923.0608.
猜你喜歡
儀器儀表用戶(2022年4期)2022-04-01 03:17:14
閱讀與作文(英語初中版)(2021年8期)2021-09-13 02:16:29
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
數字通信世界(2015年10期)2015-12-21 12:22:54
母子健康(2015年1期)2015-02-28 11:21:44
