淺談高速切削刀具裝夾系統的發展
2015-07-04 02:59:23李丹
今日財富 2015年36期
關鍵詞:系統
李丹


摘要:高速切削刀具裝夾系統,是高速切削加工的重要技術。本文探討了刀具裝夾系統的刀柄技術、刀具夾頭技術、刀具動平衡技術的特點及應用,并對高速加工的發展進行描述。
關鍵字:高速切削;刀具-機床接口;刀具裝夾夾頭;刀具動平衡
一、引言
高速切削是指比常規切削速度高出數倍的速度下進行切削。近年,由于其高效、優質、低耗在航天、模具、電子等行業得到廣泛的應用。
高速切削是一項系統技術,對機床的結構、軸承技術、刀具裝夾系統、動平衡技術、高速冷卻系統都有更高的要求。本文僅高速切削中的刀具裝夾系統技術的現狀和發展做分析。
高速切削裝夾系統主要涉及三項技術:刀具-機床接口、刀具夾頭形式、刀具動平衡。
二、刀具-機床接口(刀柄)技術
傳統BT (7:24錐度)刀柄特點是實心長軸, 當主軸的轉速達到每分鐘數萬轉,在離心力的作用下,錐柄不能脹大,使刀柄與主軸錐孔間出現明顯的間隙,導致BT工具系統軸向精度下降。
現在高速切削使用刀柄特點是空心、短軸(與7:24錐柄相比,重量減少50%,長度約為7:24錐柄的1/3),且在主軸錐面和端面采用兩面約束過定位夾持系統。具有重復定位精度高,動靜剛度高、換刀時間短的優點。具有代表的有德國的HSK (德文Hohl Shaft Kegel縮寫)刀具系統、美國的KM刀具系統、日本的NC5刀具系統等。
(一)、HSK刀柄
HSK刀柄已列為德國DIN69893標準,錐度1:10,錐體尾部有端面鍵槽傳遞扭矩,夾緊機構夾爪鉤抓住刀柄內孔30?錐面,夾緊時薄壁錐體產生彈性變形,使錐體和端面同時靠緊。
圖1 HSK的雙重定位結構
(二)、KM刀柄
KM刀柄與HSK相似,錐度1:10,錐體尾部有端面鍵槽傳遞扭矩,但夾緊機構不同。KM刀柄的拉桿上有兩個對稱的圓弧凹槽,夾緊刀柄時,鋼球沿凹槽的斜面推出,卡在刀柄的鎖緊斜面上薄壁錐面產生彈性變形,使刀柄端面與主軸端面貼緊。
KM特點的最高轉速課達50000r/min,重復定位精度在0.002mm以內,動靜剛度比HSK高,但強度略差。
圖2 KM刀柄的結構
(三)、NC5刀柄
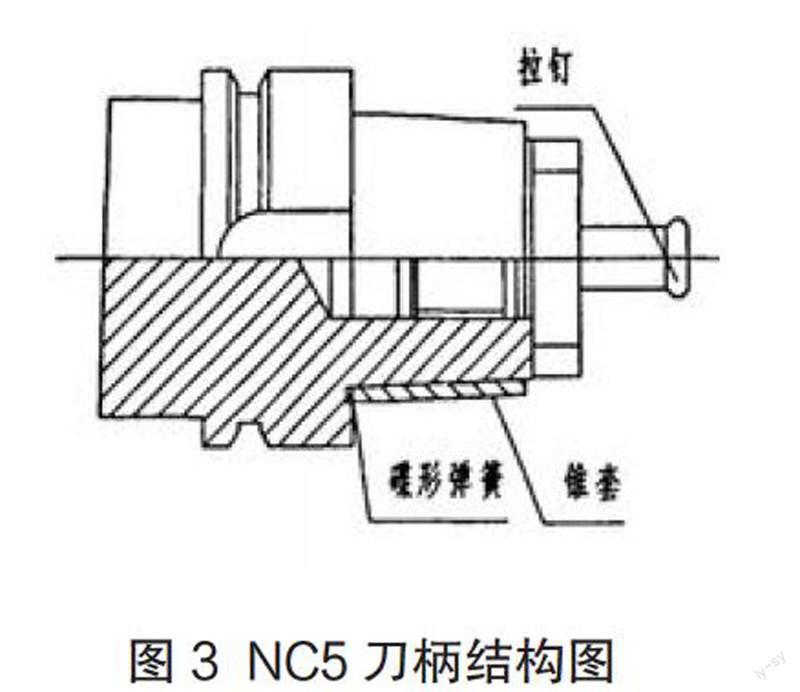
NC5刀柄定位原理與上述系統相同。不同是把1:10的錐柄分成錐套和圓柱柄兩個部分套在一起,錐套端面有碟形彈簧,錐柄尾端有螺釘孔。刀柄夾緊時,錐套產生彈性變形,并壓緊彈簧。刀柄尾部沒有傳遞扭矩的鍵槽,軸向尺寸比HSK刀柄短。孔壁較厚,強度高,可滿足重切削的需要。
圖 3 NC5刀柄結構圖
三、刀具裝夾夾頭:
使用較為廣泛的刀具夾頭有:
(一)、三棱變形靜壓夾頭(應力鎖緊式刀具夾頭)
圖4 三棱變形靜壓夾頭原理
該夾頭的內孔(見圖4)在自由狀態下為三棱形,三棱的內切圓直徑小于要裝夾的刀柄直徑。利用一個液壓加力裝置,對夾頭施加外力,使夾頭變形,內孔變為圓孔,孔徑略大于刀柄直徑。此時插入刀柄,然后卸掉所加外力,內孔重新收縮程三棱形,對刀柄實現三點加緊。這種夾頭結構緊湊,對稱性好,精度高,裝卸簡單,對不同膨脹系數的硬質合金刀柄和高速鋼刀柄均適用,
(二)、熱裝式夾頭
利用熱感應裝置,使刀柄的夾持部分在短時間內加熱,刀柄內徑隨之擴張,此時立即將刀具裝入刀柄內,刀柄冷卻收縮時即可賦予刀具夾持面均勻的壓力。熱裝夾頭使用一種reshuffle的金屬材料,其線膨脹系數遠大于一般的金屬材料,在300°C左右,膨脹量足以滿足刀具的裝卸。Thermo grip工具系統采用高能場的感應加熱線圈, 10s以內即可將刀柄夾持部分加熱。配套一種冷卻襯套,可直接與被加熱的Thermo grip夾頭外圓接觸,將熱量盡快傳至冷卻棱條上,棱條有較高的強制冷卻的作用,可保證60 s內是刀柄溫度降至安全使用的程度,每分鐘更換三四把刀具。
(三)、高精度彈簧夾頭
高精度彈簧夾頭的夾持精度可大1~3μm。螺母分為內外兩個部分,在螺母中設有軸承,在鎖緊時,螺母不會在夾套上摩擦,也不會給夾套加扭力。確保把持精度和把持力,延長夾套及螺母的壽命。
四、刀具動平衡
由于刀體里存在缺陷,或刀具設計不對稱,或刀具進行過新的調節,都有可能引起刀具系統的不平衡。高速旋轉的刀柄如果不平衡量太大,會引起主軸及其部件的額外振動和刀具的不規則磨損,縮短刀具壽命,降低零件的加工質量
高速切削刀具系統的動平衡措施有:裝平衡環、內裝動平衡機構的刀柄(通過調整補償環移動內部配重的位置以補償不平衡量)、增加材料或去除材料。
五、發展方向
高速切削刀具裝夾系統的發展趨勢:1)加緊精度高,在懸伸3D(D-機床主軸前軸頸的直徑)處的定位精度≤3?m,加工精度高;2)傳遞轉矩大,能適應高效切削的需要3) 結構對稱性好,有利于刀具的平衡;4)外形尺寸小,可加大的刀具懸伸量 ,擴大加工范圍。
參考文獻:
[1]蔣志強,施進發.先進制造系統導論[M].北京:科學出版社,2006: 90-93
[2]徐宏海.數控機床刀具及其應用[M].北京:化學工業出版社,2011: 199-203
[3]陸啟建,禇輝生.高速加工與五軸連動加工[M].北京:機械工業出版社,2011:59-65
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32