利用焊接技術修復燒結臺車車軸的實踐
2015-07-21 23:22:17王延朝
中國高新技術企業 2015年28期

摘要:鞍鋼煉鐵總廠燒結臺車在使用過程中,經常會出現由于臺車輪里的軸承損壞,從而造成臺車軸嚴重磨損等故障,嚴重時會導致臺車輪從軸上脫落。由于維修工期要求緊、備品供應不上等原因,利用焊接技術對此類臺車軸進行填焊修復。
關鍵詞:焊接技術;燒結臺車;臺車軸;燒結機;臺車裝配 文獻標識碼:A
中圖分類號:TF046 文章編號:1009-2374(2015)28-0081-02 DOI:10.13535/j.cnki.11-4406/n.2015.28.039
燒結臺車是燒結機的主要運行部件,主要作用是在燒結機頭尾輪之間形成回轉鏈。鞍鋼煉鐵總廠現有6條燒結線,共計830臺臺車運行。由于燒結線上的作業環境非常惡劣,如溫度高、粉塵大、臺車載重大等原因,經常會出現由于軸承嚴重損壞造成臺車軸磨損等故障,嚴重時會導致臺車輪從軸上脫落。每當發生此故障時,經廠領導、工程技術人員與焊工技師共同進行探討,決定可以應用焊接技術對臺車軸進行修復使用。
1 臺車軸修復工藝的分析及修復方案的確定
1.1 臺車軸材料成分及適用
該臺車軸材質為45#鋼,其45#鋼的化學成分C:0.42~0.48;Μn:0.17~0.18;Si:0.17~0.37;P:≤0.04;S:≤0.04。其中力學性能δs:360MPa;δb:610MPa;δ%:16。
45#鋼適用于要求強度較高、韌性中等的零件,通常在調質、正火狀態下使用。表面淬火硬度一般為HRC40~50,例如齒輪、齒條、鏈輪、軸、鍵、銷、壓縮機及泵的零件和軸輥等。
1.2 焊接材料的選擇
臺車軸材料為45#鋼,根據焊接件的力學性能、成分及焊接的綜合因素,選擇焊條材料為J506,其化學成分C:≤0.08;Si:≤0.09;Μn≤1.60;Cr:0.20;Ni:0.3;S:≤0.035;P:≤0.04。其中力學性能δs:≥400MPa;δb:≥490MPa;δ%:22。焊接過程選擇的電流當焊條直徑為2.5mm時,選用電流70~90A;焊條直徑為3.2mm時,選用電流90~130A;焊條直徑為4.0mm時,選用電流130~150A;焊條直徑為6.0mm時,選用電流150~190A。
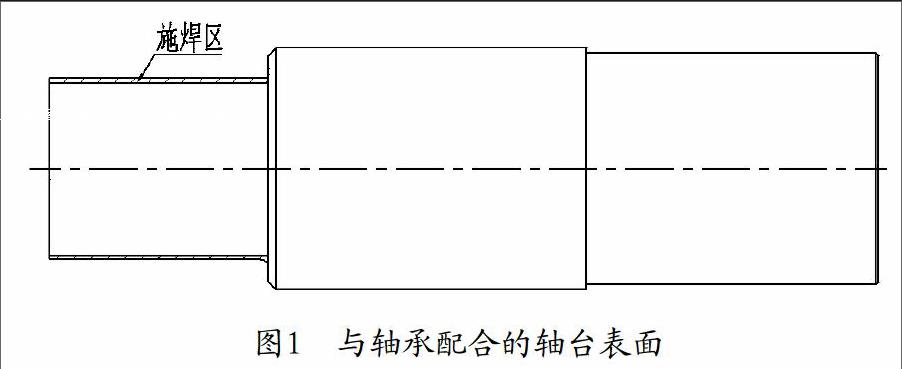
1.3 焊接位置的確定
與軸承配合的軸臺表面如圖1所示:
2 臺車軸焊接修復工藝
2.1 焊接方法
手工電弧焊。
2.2 裂紋部位的預加工
裂紋兩端鉆止裂孔,裂紋部位開坡口,坡口應為裂紋全長和全深,以防裂紋再度發生,并保證焊縫與基體良好結合。
2.3 焊條的選擇
選擇堆焊條前要了解零件的材料、力學性能、熱處理狀態、堆焊部位的工作條件及技術要求。通常根據磨損面的硬度要求選用相同硬度的堆焊焊條。45#鋼使用中碳鋼焊條J506,用堆焊方法恢復零件的尺寸,應根據所需堆焊層的厚度選擇焊條直徑。當焊條層厚度<1.5mm時,焊條直徑為3.2mm,1層堆焊;焊條層厚度<5mm時,焊條直徑為4~5mm,1~2層堆焊;焊條層厚度>5mm時,焊條直徑為5~6mm,>2層堆焊。在焊接時,焊條應保持干燥、清潔,焊條在使用前應在200℃~300℃溫度中保溫1h進行烘干,以減少堆焊層的氣泡。
2.4 焊機
采用交流、直流焊機均可。
2.5 施焊區處理
對臺車軸焊接處,進行清理油污、鐵銹、氧化皮及其他對焊接有害的物質徹底清除干凈。
2.6 電弧長度選擇
熔池底到焊條端的距離稱為弧長。焊條電弧焊中,電弧過長,會出現電弧燃燒不穩定,增加金屬飛濺,熔深減小,而且融化金屬從焊條上滴下穿過空氣的距離長,易與空氣中氧氮發生作用,產生氣孔,使焊條縫質量變劣。因此,在焊接時力求使用短弧,一般要求弧長不超過焊條直徑。
2.7 施焊人員
焊工由經驗豐富的師傅進行施焊。
2.8 施焊環境
應在無風、灰塵較小的環境進行施焊。
2.9 焊接應力的釋放
當臺車軸修補部位堆焊完后,然后對焊接部位進行加溫至300℃~400℃左右進行退火,并保溫半小時以上,然后進行慢冷,在實際工作中,臺車軸埋在石灰中緩慢冷卻,使焊接產生的殘余應力能夠充分釋放,便于以后切削加工以致最后裝配完成。
常用的退火方法有完全退火、球化退火、去應力退火。
3 堆焊的操作過程及切削加工
3.1 操作過程
首先把所需堆焊部位清理干凈,然后對施焊部位及周邊進行預熱100℃~150℃左右,再按圖1的焊接施焊區域進行堆焊。在施焊過程中,如果堆焊層不能一次性完成,每施焊一層焊縫,就要對焊縫進行清理溶渣,清理干凈后,再進行施焊。施焊軸頸到要求尺寸后,然后進行焊接殘余應力釋放。
3.2 堆焊層的切削加工
3.2.1 刀具材料選擇。由于堆焊層有一定的硬度和耐磨性,且切削時振動與沖擊較大。因此,粗加工時宜選用韌性較好、抗彎強度高不易崩刃的刀具,如用YG8、YT5等。精加工時宜選用硬度較高、耐磨性好且抗沖擊的硬質合金,如YT15。
3.2.2 切削步驟。切削操作時,要遵循先粗車、然后半精車、最后精車的原則,達到圖紙的尺寸公差及表面粗糙度要求。提高加工精度是提高裝配精度的前提條件之一。
4 臺車裝配
第一,清點各零件,去毛刺,并自檢各零件尺寸,合格后方可裝配。
第二,臺車的四個車軸與臺車孔的裝配采用選配法,保證軸與孔的過盈量在0.05~0.09mm范圍內,采用熱脹配合法裝配。用電磁感應加熱器同時加熱臺車四軸孔,溫度控制在160℃左右,加熱時間50分鐘,臺車軸孔膨脹量在0.2~0.3mm左右,然后將臺車軸迅速裝入臺車孔內。裝配前檢查臺車軸油孔有無鐵屑,油孔是否通暢。車軸與臺車孔裝配如圖2所示:
第三,將滾套和卡輪、定距環依次裝入軸上。
第四,軸承的裝配應先把車輪加熱到200℃,然后把軸承裝入車輪里保溫,保溫30分鐘后,軸承內圈溫度即可達到100℃以上,然后把車輪和軸承一同裝入臺車軸上,注入潤滑脂量應占整個腔內體積的2/3左右。車輪安裝后應轉動自如,無卡阻或晃動現象。
第五,將防磨板、密封板、欄板、隔熱墊、篦條分別裝在臺車體上。裝配完成的臺車如圖3所示。
5 加強臺車綜合管理
(1)修舊利廢,少換新件,要求少割多拆,例如各種螺絲盡可能拆下來;(2)勤檢查和保養,及時發現問題及時解決;(3)臺車輪腔內要定期注入潤滑脂,避免軸承缺油損壞;(4)檢查密封板是否損壞,如損壞應及時更換;(5)檢查欄板聯接螺絲是否松動,如松動過大,相鄰兩欄板會產生錯位,導致物料從錯位縫隙中脫落;(6)優化技術資源組合,使每個作業組都有能夠承擔維修主要部位并且修理質量可靠的人才;(7)加強全面質量管理,一方面加強全員質量教育,另一方面加強修理過程中的質量管理,要求管理人員和技術人員要深入現場,加強指導,幫助解決問題;(8)對結構上薄弱環節進行改造;(9)對一些經常性故障要進行分析,找出原因,有針對性地采取措施;(10)有計劃地進行逐年更換新臺車。
6 結語
2012年有一批臺車,由于臺車體損壞無法修復,而臺車軸有不同程度的磨損,可以利用焊接技術來實現修復。重新裝配后,經過一年多的使用,沒有發現因臺車軸焊補而造成彎曲、斷裂等故障,臺車運行正常。通過實踐檢驗,利用焊接技術修復的臺車軸具有較好的使用效果。
參考文獻
[1] 李新合.機械設備維修工程學[M].北京:機械工業出版社,2005.
[2] 勞動部培訓司.金屬材料與熱處理(第三版)[M].北京:中國勞動出版社,1985.
作者簡介:王延朝(1975-),男,鞍鋼重機公司冶煉設備廠機械工程師,研究方向:技術管理。
(責任編輯:黃銀芳)