特大型軸承徑向孔數(shù)控鉆床的研制
2015-07-26 06:05:26劉丹丹馬小軍劉靜
軸承 2015年6期
劉丹丹,馬小軍,劉靜
(洛陽LYC軸承有限公司,河南 洛陽 471039)
目前,國內(nèi)特大型軸承套圈的溝道、齒面以及端面安裝孔的加工都有專用設(shè)備,而徑向油孔的加工采用普通鉆床或搖臂鉆床加工,人工分度劃線,再進(jìn)行二次裝夾,固定在工作臺上進(jìn)行孔加工,不僅分度、定位精度低,而且自動化程度、加工精度、加工效率也較低。另外,該類機(jī)床沒有配備自動排屑和防護(hù)裝置,不利于生產(chǎn)加工和環(huán)境保護(hù)。對于尺寸較大的特大型轉(zhuǎn)盤軸承,由于加工工藝相對復(fù)雜,工件裝夾困難,加工精度主要依靠操作者的經(jīng)驗(yàn),批量生產(chǎn)時,生產(chǎn)效率低,加工成本較高。因此,設(shè)計(jì)研制了軸承徑向孔專用數(shù)控鉆床,其具有自動找正、自動夾緊功能,數(shù)控高速切削,自動化程度高,加工精度和生產(chǎn)效率提高。
1 軸承徑向油孔的工藝分析
某型號軸承徑向油孔結(jié)構(gòu)如圖1所示,套圈材料為GCr15,材料硬度為61~65 HRC,油孔均布于軸承套圈外圓端面。油孔包括?20 mm的沉孔、M10的螺紋孔及?5 mm的底孔,要保證3個孔同軸,且其軸線需與滾動體溝道的中心位置對齊。
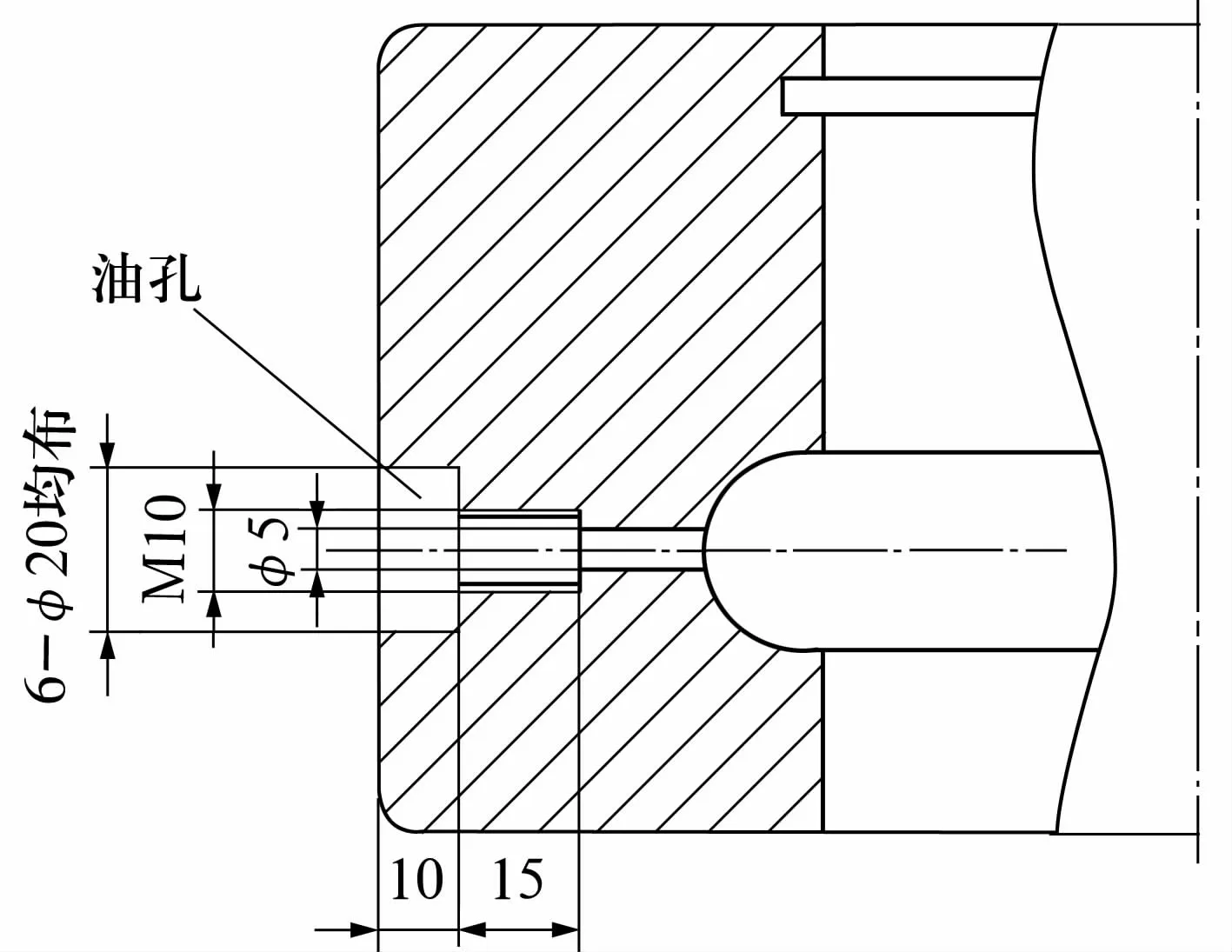
圖1 軸承套圈油孔結(jié)構(gòu)示意圖
徑向油孔一般為套圈加工的最后一道工序,故采用套圈的下端面為定位面,在內(nèi)圈均布設(shè)置3個定位柱,限制套圈的周向位移,采用分度轉(zhuǎn)臺實(shí)現(xiàn)油孔的徑向分度。根據(jù)軸承油孔的結(jié)構(gòu),采用鉆螺紋孔,鉆沉頭孔,鉆注油底孔,最后攻絲的工藝。
2 特大型軸承徑向孔數(shù)控鉆床
特大型軸承徑向孔數(shù)控鉆床主要用于特大型轉(zhuǎn)盤軸承套圈徑向油孔的加工。主要工序?yàn)殂@孔和攻絲。機(jī)床為臥式結(jié)構(gòu),手動更換刀具;采用數(shù)控轉(zhuǎn)臺分度;工件吊到工作臺面后,定位、夾緊一次完成;同一直徑的孔可實(shí)現(xiàn)一次加工完成;編程方便,操作簡單。
2.1 機(jī)床結(jié)構(gòu)
特大型軸承徑向孔數(shù)控鉆床是具有水平直線運(yùn)動和回轉(zhuǎn)運(yùn)動功能的軸承專用孔加工機(jī)床,如圖2所示,主要由床身部件、拖板部件、回轉(zhuǎn)工作臺、液壓系統(tǒng)、冷卻系統(tǒng)、電氣控制系統(tǒng)和防護(hù)裝置等組成。床身固定在地基上并支承拖板和工作臺,由PLC控制拖板的進(jìn)給、主軸的切削和工作臺的分度。
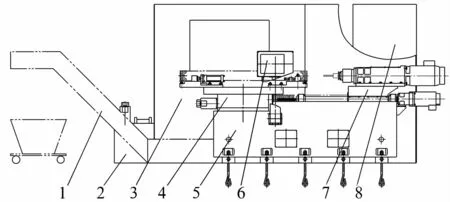
圖2 機(jī)床結(jié)構(gòu)簡圖
2.1.1 床身部件
床身采用優(yōu)質(zhì)鑄鐵鑄造而成,與地基通過大量調(diào)整墊鐵連接,為了避免混凝土地基上的局部壓力過大,把機(jī)床和工件的重量平均分配在較寬的地基連接面上[1-2]。這種設(shè)計(jì)使床身能長時間保持幾何精度而無需調(diào)整,即使在大載荷作用下也可使地基的變形減小到較低的值。
2.1.2 拖板部件
拖板的直線進(jìn)給運(yùn)動通過伺服電動機(jī)驅(qū)動安裝在拖板和床身上的精密滾珠絲杠副實(shí)現(xiàn)。進(jìn)刀拖板采用滾柱直線滾動導(dǎo)軌,4個滑塊支承,滑塊安裝在拖板上,導(dǎo)軌安裝在床身上,確保傳動平穩(wěn)可靠。主軸箱安裝在進(jìn)刀拖板上,通過伺服電動機(jī)、減速器、滾珠絲杠完成進(jìn)刀傳動。主軸安裝在主軸箱內(nèi),帶動刀具完成回轉(zhuǎn)鉆削運(yùn)動。
2.1.3 回轉(zhuǎn)工作臺
工作轉(zhuǎn)臺采用數(shù)控分度轉(zhuǎn)臺,通過伺服電動機(jī)驅(qū)動,最小分度單位為1°,分度精度為8″。工件放置在工作轉(zhuǎn)臺的3個過渡安裝板上。利用過渡板上的2個定位柱定位,液壓自動頂緊工件。
2.1.4 液壓系統(tǒng)
機(jī)床液壓系統(tǒng)油箱的有效容積為100 L,系統(tǒng)工作壓力為14 MPa,配備有壓力表、液位液溫計(jì)等測控裝置。油路分3路,分別用于工件推料壓緊,主軸換刀時的松、拉刀以及轉(zhuǎn)臺的鎖緊。
2.1.5 電氣控制系統(tǒng)
機(jī)床的電氣控制部分采用PLC+位控模塊控制,觸摸顯示屏。配備電柜專用空調(diào),全封閉結(jié)構(gòu),保證電氣元件和系統(tǒng)工作穩(wěn)定可靠。電控柜和操作臺分離,操作臺同床身相連,并且能夠旋轉(zhuǎn),便于操作。
2.1.6 冷卻及排屑系統(tǒng)
采用排屑和冷卻水箱一體的自動鏈板式除屑輸送機(jī)。
2.1.7 防護(hù)裝置
由于鉆削加工切屑較多和冷卻乳化液壓力流量較大,機(jī)床防護(hù)罩采用半封閉式,上部敞開便于工件的起吊,可以有效防止鐵屑和冷卻液飛濺。
2.2 工作原理
機(jī)床加工順序如圖3所示,工件從防護(hù)圍欄上方吊入,放置于床身工作臺面上,2個定位柱定位,由液壓夾緊裝置固定;手動裝入加工工序所需的第1把刀,拖板伺服電動機(jī)旋轉(zhuǎn),帶動主軸部件沿直線導(dǎo)軌進(jìn)給,完成第1個孔的加工;主軸部件退回零點(diǎn)位,回轉(zhuǎn)工作臺按照設(shè)定油孔數(shù)自動分度,主軸部件進(jìn)給加工第2個孔;如此往復(fù)直到加工完第1道工序的孔;主軸退回?fù)Q刀位,手動更換第2把刀,再進(jìn)行上述操作,直到完成所有加工工序;取下加工好的工件,主軸退回零點(diǎn)位。
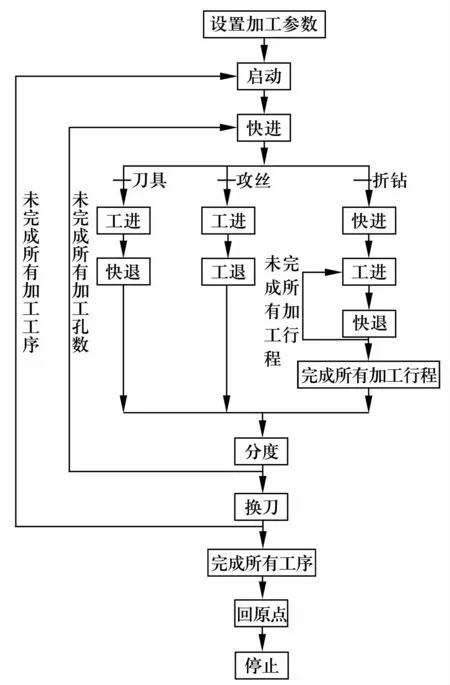
圖3 機(jī)床加工順序圖
3 工藝對比
改進(jìn)前加工工藝需人工劃孔位線,完成1個孔的加工后需將工件拆下,調(diào)整至第2個孔加工位,重新定位、加工,直至完成所有孔的加工,然后拆下工件,手動攻絲。加工效率和精度較低。采用軸承徑向孔專用數(shù)控鉆床,可提高加工過程的自動化程度,生產(chǎn)效率、精度高,有效提高了產(chǎn)品質(zhì)量,降低了人工勞動強(qiáng)度,具有良好的經(jīng)濟(jì)效益和應(yīng)用價(jià)值。
