安全帶卷收器總成統計過程控制
2015-07-31 08:05:56徐曉敏
上海電機學院學報 2015年5期
徐曉敏
(上海電機學院 商學院,上海201306)
安全帶是汽車安全系統結構中最重要的部分之一,汽車安全帶是在汽車上用于保證乘客以及駕駛員在車身受到猛烈打擊時防止乘客被安全氣囊彈出時傷害的裝置。現代汽車速度很快,一旦發生碰撞,車身停止運動,而乘客身體由于慣性會繼續向前運動,在車內與車身撞擊,嚴重時可能把擋風玻璃撞碎而向前飛出窗外。為防止撞車時發生類似的傷害,公安部門要求小型的客車駕駛員和前排的乘客必須使用安全帶,以便發生交通事故時,安全帶對人起到緩沖的作用,防止出現二次傷害。
目前,中國汽車安全帶產量已超過千萬套,由此可以認為目前國內汽車安全帶的產能已能充分滿足各大汽車廠商的配套要求,然而在高檔乘用汽車安全帶方面我國仍依賴進口產品。如何通過研究汽車安全帶生產的過程,進一步提高該產品的質量,從而有效抵御進口產品對中國的影響,是目前需要研究的課題。
21世紀是質量的世紀,質量的概念已經延伸到全社會的各個領域,包括人們賴以生存的環境質量、衛生保健質量及人們在社會生活中的精神需求和滿意程度。相比較國外質量管理研究現狀,中國眾多企業的產品質量、服務質量是十分令人擔憂的,與國外先進企業相比有著較大的差距[1-2]。在制造業,對顧客關注的質量特性值,或是企業想重點控制的關鍵控制點,不論是長度、密度、重量、硬度等各種質量特性值均可考慮用統計過程控制的方法,尤其對產量大、全檢困難的,可考慮用此方法來進行控制[3-5]。統計過程控制是實現質量管理與控制的重要組成內容,質量變異需要用數據來描述,質量水平是通過數據來體現的[6-15]。
本文是在對某企業的汽車安全帶生產過程研究的基礎上,將統計過程控制應用于改進安全帶卷收器總成[16-17]質量的一次嘗試。
1 安全帶卷收器總成制品存在的問題
位于上海安亭國際汽車城零部件工業園區內的上海某汽車安全系統有限公司,主營產品為汽車安全帶和安全氣囊,產品主要應用于上海大眾、上海通用、上汽制造、長安福特、一汽大眾、北京奔馳、華晨寶馬、安徽奇瑞等知名汽車生產企業。
BSA4.0安全帶是該企業最新一代的安全帶,應用于一汽大眾的新帕薩特B6、上海通用的榮御、榮威550、重慶福特、MODELK、BMW、W204、V212等汽車。BSA4.0安全帶總成主要由卷收器總成、織帶、導向總成、鎖舌總成、固定片總成等零部件組成。其中擔負安全帶產品主要功能的卷收器總成裝配質量尤為重要,也一直是該公司持續改進的地方之一。卷收器總成主要由卷帶筒、U形架、鎖止棘爪、帶簧、帶感彈簧、鎖止棘爪銷、敏感器組件等零部件組成。這些零部件的分工合作,確保了安全帶產品的正常收放和緊急鎖止功能的實現。鎖止棘爪銷是連接卷帶筒和鎖止棘爪的零件,鎖止棘爪與卷帶筒的可靠貼合,使得安全帶的鎖止功能由敏感器側傳遞至卷帶筒,并通過織帶將乘員穩定地“固定”在座椅上。鎖止棘爪銷是限制鎖止棘爪上下位置的零件,它使鎖止棘爪在垂直于鎖止棘爪銷的平面內有效活動,起到慣性鎖止的功能。可見,作為直接影響安全帶功能的鎖止棘爪裝配工序與鎖止棘爪銷壓合工序是關鍵工序,必須進行嚴格控制。
在以往的裝配過程中,只是通過兩次人工檢驗來控制,即通過總成檢驗工的轉動卷帶筒及撥動分離輪組件獲得的手感來判斷卷收器功能是否合格。如果發現不合格,意味著整個卷收器或者安全帶總成必須進行返工,由此帶來很大的人工浪費和原材料浪費。而且僅僅依靠人工檢查缺陷,其總體可靠程度不高,存在漏檢的可能性,萬一不合格品流入主機廠,其后果將不堪設想。
2 統計過程控制在安全帶卷收器總成制品中的應用
在安全帶的安全性能測試中,鎖止棘爪銷的高度值(要求大于等于7.98cm,小于等于8.38cm)是一個重要的質量特性參數,需要進行監控。
2.1 平均值-極差控制圖-R圖)
選取某段時間鎖止棘爪銷的高度值數據如表1所示,子組大小取5,作-R圖。為了使所取得數據屬于同一總體,同一子組的數據在同樣的生產條件下取得。
計算樣本總均值與平均樣本極差:

根據式(1)得R圖的控制限,上控制界限為UCL,中心線為CL,下控制界限為LCL,故


表1 鎖止棘爪銷的高度值數據Tab.1 Height data of locking pawl pin cm
根據式(1)得圖的上控制界限為UCL,中心線為CL,下控制界限為LCL,分別如下(見圖1):
式中,A、D為系數。
通過分析可知,在R圖中第15點出界,在生產過程中可能有異常因素在起作用,從5M1E(人、機、料、法、環)尋找問題,并進行排查確定要因,如表2所示。
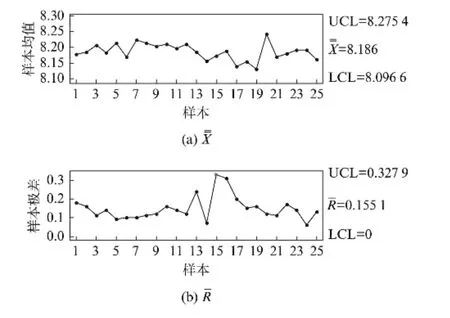
圖1 -R控制圖Fig.1 -Rcontrol chart

表2 要因收集表Tab.2 Data of key causes
2.2 確定要因及提出改進措施
通過排查,得到造成鎖止棘爪銷高度值異常的要因(見表2)。
針對以上6個方面的要因進行分析與改進,具體措施為提高員工的培訓,特別是質量方面的培訓,提高其質量意識;對于老舊設備進行檢查與維護,太過老舊的設備及時更新;從歐洲引進先進的生產工藝從本質上改進生產方法;在人工檢驗的基礎上疊加機械檢驗提高其準確程度與精度。
2.3 重新收集數據作-R圖
經過上述分析與改進后,重新收集數據作-R圖,數據如表3所示。通過對圖2進行分析,可知過程處于穩態,然后計算過程能力指數并檢驗其是否滿足技術要求。運用Minitab軟件進行分析,結果如圖3所示。過程能力指數為1.41大于1.33,狀態良好維持現狀。
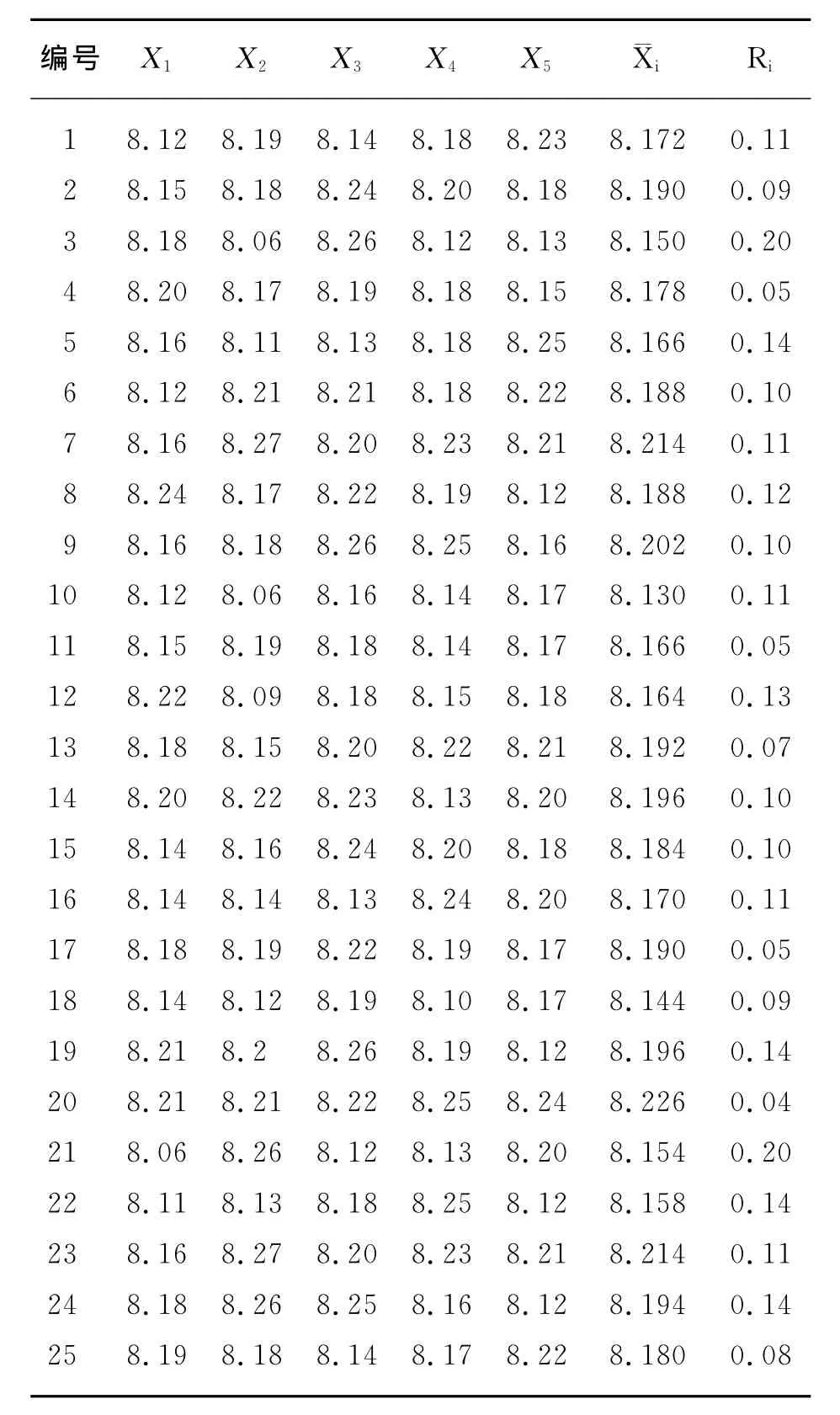
表3 改進后的鎖止棘爪銷的高度值數據Tab.3 Height data of locking pawl pins after improvement cm
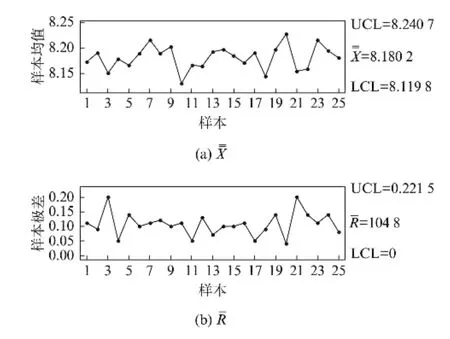
圖2 改進后的-R控制圖Fig.2 -Rcontrol chart after improvement
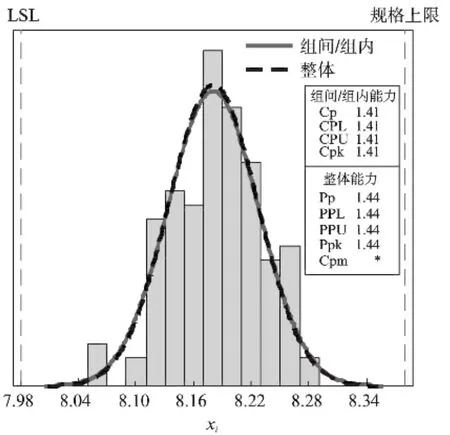
圖3 過程能力分析Fig.3 Process capability analysis
3 結 語
通過對某汽車企業的安全帶卷收器總成的生產過程研究,確定鎖止棘爪銷的高度值為重要的質量特性參數。收集數據并作圖對其進行動態控制,直到過程處于穩態,然后進行過程能力分析,以證明過程處于較好狀態。發現將統計過程控制方法運用于安全帶的生產過程,可以在一定程度上控制質量問題的出現,提高了生產效率,降低了產品的不良率,從而提高了企業的經濟效益。
[1] 周秀清,劉兆黎.電子產品的可靠性設計探討[J] .石油儀器,2006(6):18-21,98.
[2] 郭景林.論述電力繼電保護的可靠性及特點[J] .科技與企業,2013(17):141.
[3] 常詠梅,王昌勇.發電廠繼電保護可靠性的影響因素探析[J] .機電信息,2012,345(27):21-23.
[4] 曹偉.關于電氣自動化控制設備可靠性測試的思考[J] .科技咨詢,2013(20):130-132.
[5] Ghanem R,Spanos P D.Stochastic finite elements:A spectral approach[M] .New York:Springer Verlag,1991:121.
[6] George Deodatis,Bruce R.Ellingwood,Dan M.Frangopol.Safety,reliability,risk and life-cycle performance of structures and infrastructures[M] .Florida:CRC Press,2014:67-68.
[7] Ellingwood B R,Kanda J.Structural Safety and Its Quality Assurance[M] .Virginia:ASCE Publications,2005:201.
[8] 張義民.數控機床可靠性技術評述(下)[J] .世界制造技術雨裝備市場,2012,122(6):56-63,67.
[9] 孫志禮,陳良玉.實用機械可靠性設計理論與方法[M] .北京:科學出版社,2003:21-22.
[10] 方志耕.質量與可靠性管理[M] .2版.北京:科學出版社,2011:20-25.
[11] 張義民,孫志禮.機械產品的可靠性大綱[J] .機械工程學報,2014,50(14):14-20.
[12] 楊飛,李明,曾翰通.關于FMEA與PDM集成框架的研究[J] .制造業自動化,2002,24(8):31-34.
[13] 高大偉.PFMEA在柔性焊裝生產線上的應用研究[J] .汽車技術,2013(5):25-28.
[14] 王翠表,王青,田曉.PFMEA在渦輪增壓器中的應用研究[J] .汽車零部件,2009(7):56-58.
[15] 魏紅.過程FMEA在輪胎制造過程中的應用研究[J] .貴州化工,2013,38(3):37-39.
[16] 趙曉昱,邢彥鋒.汽車安全帶卷收器鎖止性能的設計[J] .機械制造,2010,48(7):5-7.
[17] 王寧.汽車安全帶卷收力試驗臺的分析與設計[J] .機械工業標準化與質量,2011(12):34-38.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
汽車與安全(2019年9期)2019-11-22 09:48:03
中國生殖健康(2019年2期)2019-08-23 08:12:08
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
產品可靠性報告(2017年7期)2017-09-05 09:49:12
作文大王·低年級(2016年4期)2016-04-18 00:24:37
汽車觀察(2016年3期)2016-02-28 13:16:26
決策探索(2014年21期)2014-11-25 12:29:50
中國質量與標準導報(2014年1期)2014-02-28 22:21:28