A A335335-P-P9292焊接技術研究
2015-08-14 09:24:12桑清蓮
河南科技 2015年19期
桑清蓮
(河南省鍋爐壓力容器安全檢測研究院,河南 鄭州 45001650016)
隨著電力工業的發展,火力發電站向更高參數和更大容量發展,大量的超臨界、超超臨界鍋爐投入運行,對鍋爐用鋼的要求也隨之提高。目前,超臨界鍋爐的主蒸汽管道、再熱蒸汽管道等高溫、高壓部件廣泛使用P92耐熱鋼管材制造。
P92鋼是在P91鋼的基礎上再加入1.5~2.0%的W,同時適當降低Mo含量,在600℃的許用應力比P91高34%以上,且P92的抗熱疲勞性、熱傳導系數和膨脹系數遠優于奧氏體不銹鋼,抗腐蝕性和抗氧化性能也優于其他9%Cr的鐵素體耐熱鋼[1-3]。目前該鋼種已廣泛應用于超超臨界鍋爐的主蒸汽管道、再熱蒸汽管道、高壓旁路等高溫、高壓部位[4-5]。
本文針對超臨界鍋爐用A335-P92鋼管,分析其在焊接及使用過程中易出現的典型缺陷,分析其形成機制及改善措施。并提出改善A335-P92鋼管焊接質量的相應焊縫工藝。
1 焊接典型缺陷及解決方法
表1為A335-P92鋼化學成分含量,該鋼種的含碳量雖然僅為0.08wt.%左右,但由于該鋼中加入了 9wt.%左右的 Cr、1.75wt.%左右 W以及 0.5wt.%左右 Mo等合金元素,使得該鋼種在焊接及使用時易出現焊接冷裂紋、焊縫金屬韌性低、Ⅳ型蠕變裂紋等問題[6-7],以下分別對其進行分析。

表1 A335P92鋼化學成分(wt.%)
1.1 焊接冷裂紋
P92鋼中由于加入了大量的Cr、W、Mo等,能夠提高材料淬透性及淬硬性的元素,使得該鋼種當完全奧氏體化后空冷既能得到馬氏體組織,材料的焊接冷裂紋敏感性較高。圖1為P92鋼斜Y型坡口拘束試驗的結果[8],由圖可以看出,P92的裂紋敏感性與P91相近。當焊前預熱溫度提高至200℃時,基本能夠避免產生焊接冷裂紋。
根據實際現場工況條件,為了避免P92鋼管焊后出現焊接冷裂紋,應將焊前預熱溫度控制在200~250℃之間,保溫30min以上,減少鋼表層與心部的溫度梯度。另外,拉伸殘余應力是產生冷裂紋的重要影響因素,在焊接時,應避免強行組焊。

圖1 P92鋼斜Y型坡口拘束試驗
1.2 焊縫金屬沖擊韌性差
對于P92焊接接頭的韌性可分為焊縫金屬和P92母材熱影響區兩個不同部分,對于P92焊縫金屬的韌性差主要是由于在焊接過程中焊縫金屬是熔融狀態下冷卻得到的鑄態組織,其較大尺寸的奧氏體晶粒內部形成的板條馬氏體晶粒也較為粗大,且焊縫金屬中大量的Cr、Nb、V等合金元素來不及析出,大量以置換固溶的形式存在,導致嚴重的晶格畸變,位錯密度較高,使材料的沖擊韌性降低。
通常為了改善焊縫金屬的韌性需要進行焊后高溫回火。通過焊后熱處理能夠在一定程度上控制應力狀態,減小晶格畸變,改善焊縫的顯微組織,從而提高焊縫區韌性[9]。目前,P92鋼管焊接一般采用氬弧焊打底,手工電弧焊填充,其焊縫組織中α相發生再結晶的能量壁壘較高,因此需要較高的回火溫度和回火時間來改善其韌性。但更高的回火溫度和保溫時間必然會導致過飽和的α相中的Cr、W等合金元素以碳化物的形式大量析出,且析出物在晶界呈鏈狀分布,對焊縫金屬的韌性帶來不利影響。
因此,根據P92鋼焊接特性,為了改善焊縫金屬韌性,通常采用氬弧焊打底+手工電弧焊填充的焊接方法,焊條采用P92專用焊條,其鉻當量要求Creq<10,焊縫組織中一般不會形成δ鐵素體,其他化學成分與P92母材相似。控制焊接線能量,避免由于線能量過大造成的焊縫金屬晶粒粗大,從而對金屬韌性產生不利影響。焊后熱處理溫度在760~780℃之間,保溫時間根據母材厚度決定。
1.3 Ⅳ型蠕變裂紋
對于A335-P92這種典型的9%Cr型鐵素體耐熱鋼,經焊接實踐及在役運行統計表明,焊接熱影響區開裂是導致其焊接接頭過早失效的重要原因之一[10],與母材和粗晶區相比,P92鋼熱影響區的細晶區蠕變抗力較低,在高溫使用時,由于受到周圍蠕變抗力較大組織的拘束效應,P92焊縫熱影響區中的細晶區易發生IV型蠕變損傷。
通過焊接坡口的設計、焊接材料的選擇及焊接工藝參數的調控,使得焊縫、熱影響區粗晶區及細晶區的尺寸和蠕變性能達到最優配合,使不同位置裂紋裂尖前的正應力、三軸應力和等效蠕變應變達到最小,能夠提高焊接接頭蠕變壽命。
2 焊接工藝
本文針對A335-P92鋼的性能特性及焊接時易出現的各種缺陷。對常用的P92焊管的焊接工藝進行調整。
為減小焊接應力,提高焊接接頭抗焊接冷裂紋能力,P92鋼厚壁管采用如圖2的窄間隙焊接坡口設計。與傳統的V型寬坡口相比,通過采用該類型坡口能夠顯著縮短焊接時間,降低焊接熱輸入量,其沖擊韌性、強度均有顯著提高。
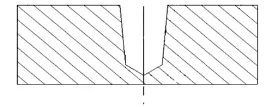
圖2 P92鋼焊接坡口設計示意圖
P92焊接采用氬弧焊打底,手工電弧焊填充相結合的焊接工藝。在點焊完畢進行打底焊前,升溫至150~200℃,保溫至少30min的焊前預熱;氬弧焊打底完畢后,預熱200~250℃,恒溫30min以上,經測溫儀測量驗證,保證坡口處溫度基本均勻后,再進行手工電弧焊填充,層間溫度控制在200~250℃之間。
焊接完畢后,焊縫及熱影響區先緩冷至90℃,恒溫2h以上,保證馬氏體轉變完全。然后進行溫度為350±50℃,恒溫2~4h的后熱處理。焊后熱處理采用高溫回火,熱處理采用整體裝爐熱處理。回火加熱溫度:770±10℃,恒溫時間:4~6h。升降溫速度根據壁厚確定,一般可按250×25/壁厚℃/h計算,且不大于150℃/h。降溫至300℃以下時,可拆除保溫棉,在靜止的空氣中冷卻至室溫。
通過采用上述焊接工藝,在對A335-P92的焊接過程中,能夠有效地避免焊接冷裂紋,提高焊縫金屬的韌性,確保焊接質量。
3 結論
1)焊接冷裂紋、焊縫金屬韌性差以及Ⅳ型蠕變裂紋是A355-P92鋼常見的三種焊接缺陷。
2)為減少焊接冷裂紋的發生,P92鋼焊管氬弧焊打底完畢后,應預熱200~250℃,恒溫30min以上,保證坡口處溫度基本均勻后,再進行手工電弧焊填充,層間溫度控制在200~250℃之間。
[1]Jbrozda.New generation creep-resistant steels,their weld ability and properties of welded joints∶T/P92 steel[J].Welding International,2005,19(1)∶5-13.
[2]徐傳海,薛家春.P92主蒸汽直管的選型及建議[J].電力建設,2010,83(1):83-86.
[3]李宜男,楊松,丁冶.超超臨界鍋爐用SA-335P92鋼的焊接工藝性能研究[J].焊接學報,2007(6)∶44-46.
[4]瓦盧瑞克·曼內斯曼鋼管公司.T92/P92鋼手冊[C].超(超)臨界鍋爐用鋼及焊接技術論文集,2005.
[5]齊向前,田旭海.焊后熱處理對T91鋼組織及性能的影響熱[J].加工工藝,2007(11):21-24.
[6]李文彬,姜運建,張文建.P92鋼焊接接頭存在的問題及防范措施[J].河北電力技,2008,27(2)∶35-37.
[7]屈國民,牛靖,胡彬,等.回火溫度對P92鋼焊接接頭組織和性能的影響[J].熱加工工藝,2014,43(9)∶44-47.
[8]吳軍.T92鋼管焊接接頭組織和性能研究[M].濟南:山東大學,2008.
[9]高潔安,嚴正,董艷柱.SA335-P92鋼管采用感應加熱焊接熱處理工藝試驗[J].電力建設,2010(10)∶109-113.
[10]Albert SK,Matsui M,Watanabe T,et al.Tabuchi M.Microstructural investigations on TypeⅣ caracking in a high Cr steel.ISIJ Int,2002,42(12)∶1497-1504.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24