PLC的生產機械控制電路缺陷與改進探討
2015-08-19 05:36:56范漢斌
科技與創新 2015年16期
范漢斌
摘 要:PLC現已經被廣泛應用于生產機械的控制系統中,結合實際需求設計控制電路,可達到精準操作機械的目的。但從應用現狀看,該控制電路還存在一定的問題,需要基于實際對存在的不足進行分析,明確PLC生產機械控制短路存在缺陷的原因,并選擇相應的優化方案,爭取不斷提高其對機械控制的效果。通過分析PLC生產機械控制電路中的缺陷,提出了相應的改進措施。
關鍵詞:PLC;電氣控制;自動控制技術;計算機技術
中圖分類號:TP273 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2015.16.084
對于PLC生產機械控制電路而言,主要包括起—保—停和正反轉兩種控制單元,設計時兩種控制單元按鈕均直接與PLC數字量輸入端連接,但在實際應用中,其安全性和可靠性較低。此外,就PLC生產機械控制電路設計現狀看,所有控制電路均沒有生產機械運行狀態的反饋信號,影響了操作人員掌握機械的運行狀態,進而無法對存在的故障采取解決措施,這對機械的生產效率造成了一定的影響。
1 PLC電氣控制系統分析
PLC主要以微處理器為基礎,它是綜合自動控制技術、計算機技術和通信技術形成的一種通用性高的工業自動控制裝置。機械控制主要通過存儲程序完成,這不僅可實現對開關量的控制,還能實現對順序和模擬量的控制。與傳統的繼電器控制和計算機控制相比,其在應用上具有更明顯的優勢:①抗干擾能力強。PLC電氣控制系統在應用時具有較高的可靠性,在硬件方面,可有效實現隔離和濾波功能,具有抗干擾的效果,同時,還具備聯鎖、診斷電路和環境監測等功能;在軟件方面,具有故障檢測和診斷程序功能,能實時掌握機械運行狀態。②安裝調試簡單。在對PLC電氣系統進行安裝時,因其輸入和輸出接口已提前設置好,安裝后可直接與外部設備連接,并取消了專用接口電路。調試時可完全在實驗室模擬完成,無誤后可進行現場安裝和調試,有效縮短了調試時間,并提高了調試效果。在維修方面,因PLC具有診斷和顯示功能,完全可通過編程器找出故障模塊。③網絡功能強大。在機械控制中,不但可實現遠程控制效果、PLC內部與上位機的通信,同時,還具有轉線上網和無線上網功能,提高了整個電氣控制系統的自動化程度和生產效率。
2 PLC電氣控制電路缺陷分析
在機械生產過程中,常出現緊急剎車的情況。如果PLC電氣控制系統中的起—保—停或正反控制單元故障,則無法達到緊急剎車的目的。常見故障有以下4種。
2.1 數字量輸入端故障
在PLC生產機械控制工程中,如果數字量輸入端故障,則會導致PLC無法正常接收按鈕等主令電器發出的指令,進而在機械設備電機啟動后無法通過停止按鈕停止。
2.2 常閉觸點連接故障
在安裝PLC電氣控制系統時,常將按鈕常閉觸點連接在PLC 數字量輸入端來作為停止按鈕。在這種情況下,停止按鈕處于長期通電狀態,可能會導致觸點出現粘連問題,進而在按動停止按鈕后無法正常停車。對于此類故障,想要實現正常停車,需要將主回路電源切斷。如果主回路電源開關較遠,則電機將無法正常、快速停車,進而在生產過程中有可能引發重大
設備和人身傷亡事故。比如,在礦山主井、副井卷揚機的運行中,必須保證電機可及時停車。
2.3 正反轉按鈕接觸器故障
在按動正反轉按鈕后,因其控制接觸器故障,導致電機未進行相應動作。如果控制點距現場設備較遠,且沒有電機運行狀態的反饋信號,則會影響操作人員對機械設備運行狀態的判斷,以及下一步故障處理措施的確定。
2.4 接觸器故障
在電機正常運行過程中,接觸器故障會導致機械電機停機,且無法搜索到電機運行狀態的反饋信號,這會對故障的發現和處理造成不良影響。比如,球磨機的啟動順序為先啟動潤滑系統,數分鐘后啟動球磨機,如果控制潤滑系統的接觸器故障,則會導致潤滑系統無法正常啟動。而在設備運行過程中,操作人員和PLC無法有效判斷潤滑系統是否達到延時時間的要求,進而會影響球磨機的啟動時間,很有可能會引起軸瓦燒毀。
3 PLC生產機械電路缺陷改進措施分析
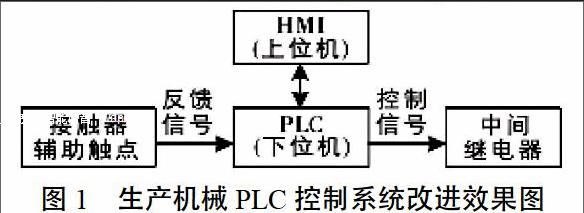
在PLC生產機械控制電路中,如果控制電機的正反轉單元故障,則會影響機械設備的正常生產。在對其電路進行改進時,需要從硬件電路和控制程序兩方面進行。具體方法有以下3種:①可通過設置手動控制最高優先權的方式,確保操作人員在任何情況下都可有效按動停止按鈕,做到及時停車,以免出現運行故障。②可在控制電路中增加“記憶”電機正轉、反轉和停止狀態中間的繼電器,使電機可自行、有規律地正常運行,這樣不僅可減少故障的發生,還能保證操作人員隨時掌握機械運行狀態。③利用上位機人機界面實現對電機的實時監控和控制。對于PLC控制機械運行狀態反饋信號,一般由現場設備觸點連接到PLC數字量輸入端來提供,只有在PLC獲取到電機運行狀態反饋信號后,才能證明電機處于正常運行狀態。控制信號為現場機械動作狀態信號,基本通過HMI、PLC數字輸出端與現場機械執行機構、中間機構相連接實現正常傳輸,具體如圖1所示。
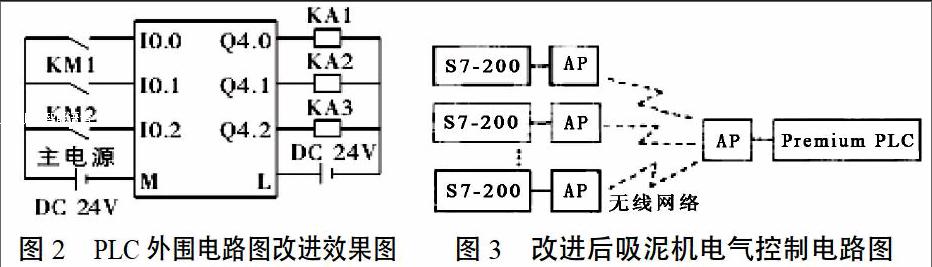
對PLC外圍電路進行改進,由KM1和KM2分別實現對電機正轉、反轉接觸器的控制,并與常開輔助觸點作為反饋信號接入PLC數字量輸入端。KA1、KA2和KA3分別代表記憶電機正轉、反轉和停止狀態中間繼電器的控制,線圈作為控制信號接入到PLC數字量輸入端,具體如圖2所示。
4 PLC生產機械控制電路改進實例分析
以吸泥機為例,拆除了設備中每臺行車原有的滑觸線和控制柜,并以扁平軟電纜連接電源。控制柜采用重新制作的方式處理,在每臺控制柜中安裝了1個小型PLC,型號為S7-200+EM243,而無線交換機采用MOXA AWK-3121系列產品。改進后,每臺吸泥機采用MOXA AWK-3121對沉淀池區域的無線通信系統進行建設,每臺行車控制柜內小型PLC與MOXA AWK-3121連接,MOXA AWK-3121作為Client端,并通過饋線、天線延長到車控制箱外部;在沉淀池PLC站位置安裝了1臺AWK-3121,并設置成AP模式。對機械控制電路改造后,每臺行車控制柜內的AWK-3121均可通過無線鏈路與沉淀池PLC站AWK-3121連接,達到了沉淀池PLC站與每臺行車控制柜通信的目的。改進后的電氣控制電路如圖3所示。
5 結束語
對于PLC生產機械控制電路設計,在實際應用過程中仍存在一定的缺陷。為了提高對機械運行狀態的控制效果,需要對電氣控制系統設計中存在的問題進行分析,并從多個角度選擇切實可行的優化措施,減少或避免各類問題的發生。通過對PLC生產機械控制電路的優化,可使操作人員隨時掌握機械運行狀態,及時采取措施對存在的故障進行處理。
參考文獻
[1]付斌,黃海峰.基于PLC的生產機械控制電路缺陷與改進[J].電工技術,2014(04):33-34,36.
[2]劉萬兵.PLC和全數字直流調速技術在機床電氣設備改造中的應用[D].西安:西安石油大學,2011.
[3]魏蕾.基于PLC及變頻調速器的多電機控制研究[D].大連:大連交通大學,2010.
〔編輯:張思楠〕
Abstract: PLC has been widely used in the control system of production machinery, combined with the actual needs of the design control circuit, can achieve the purpose of accurate operation of machinery. But from the perspective of application, the control circuit also exist some problems and need to practice to analyze the existing problems based on the clear PLC production machinery and control the defects of short circuit, and select the corresponding optimization scheme, to constantly strive to improve the effect of mechanical control. By analyzing the defects in the PLC production machinery control circuit, the corresponding improvement measures are put forward.
Key words: PLC; electrical control; automatic control technology; computer technology
猜你喜歡
通信電源技術(2018年5期)2018-08-23 01:16:18
電子制作(2017年19期)2017-02-02 07:08:54
山東工業技術(2016年15期)2016-12-01 05:31:49
科技視界(2016年18期)2016-11-03 23:29:16
中國科技博覽(2016年19期)2016-10-19 12:27:07
電腦知識與技術(2016年21期)2016-10-18 23:22:50
電腦知識與技術(2016年21期)2016-10-18 23:18:30
河南科技(2014年10期)2014-02-27 14:09:38
