輥壓條件對大型圓鋸片適張的影響
2015-09-13 11:55:36應崢嶸吳恩啟徐紫紅
制造業自動化 2015年22期
應崢嶸,吳恩啟,徐紫紅
(上海理工大學 機械工程學院,上海 200093)
0 引言
大型圓鋸片是石材加工的主要工具,在切削時,鋸片除了受離心力作用外,還受石材的摩擦力。切削力和摩擦力共同作用產生的熱量在鋸片中會形成熱應力。這些熱應力直接影響著鋸片切削時的穩定性從而影響鋸片壽命。為使鋸片獲得較好的機械性能,在投入工作前需對圓鋸片基體進行預處理,使鋸片局部產生塑性變形從而使鋸片本身產生合適的內應力分布,以抵消工作中熱應力及離心力對其產生的應力影響[1,2]。
目前鋸片預處理方法有捶擊法、輥壓法、熱適張法、噴丸法等[3],目前,西方國家對于鋸片的應力校正主要以輥壓法為主,而在我國許多企業仍然還是以錘擊法為主。本文主要對輥壓工序進行分析研究。在對鋸片輥壓工序的研究中,對大型鋸片的研究仍較少,尤其是對最佳輥壓位置及滾輪寬度的研究,在國內,企業通常按實踐經驗進行操作。國外雖已有多年研究歷史,但公開發表的文獻仍很少。C.D.Mote[4]等學者從理論上分析了輥壓載荷和適張應力的關系;N.Nicoletti[5]等對圓鋸片適張殘余應力及穩定性進行了有限元分析。許新培[1]通過固有頻率角度通過有限元模擬了不同輥壓條件對輥壓結果的影響;陳塑寰、母德強[7,8]等通過分析矩陣攝動相關理論,對最佳輥壓適張度處理位置進行了理論研究分析。
本文根據實際輥壓條件建立鋸片簡化模型,通過有限元模擬方法進行結構靜力分析。從殘余應力及變形量的角度,研究分析不同輥壓力、輥壓位置及滾輪寬度下對大型鋸片輥壓結果的影響,并以接觸力學中的赫茲接觸理論進行計算驗證,結合大型圓鋸片能夠抵消熱應力及離心力的合理內預應力理論值[11,12]進而提出相對合理的輥壓條件。
1 應力分布的理論分析
1.1 彈塑性問題的理論分析
輥壓使鋸片體內產生一定應力,為使鋸片體內引入能夠抵消工作熱應力及離心力的殘余應力,故產生應力值將達到屈服極限并產生塑性變形。彈塑性問題屬于材料非線性問題。
工程中,考慮塑性的應變公式為:


式中,[De]為材料的彈性矩陣,為應力增量。服從流動法則,即:
式中,F為加載面。采用Mises屈服準則。得到理想彈塑性模型增量形式應力-應變關系:

1.2 接觸區間及接觸區壓力的確定
絕對剛性滾輪在輥壓力P的作用下壓入鋸片平面,根據彈性力學中的Hertz接觸理論,視為剛性圓柱體和彈性半空間體的接觸,計算接觸區間與接觸壓力與應力的關系。本文認為滾輪和鋸片之間沒有彈性作用,得到d為壓入深度,a為接觸半徑,實際中壓入深度d遠小于滾輪半徑R,推導可得:

由赫茲接觸應力分布推得接觸壓力精確值為:

最大壓力為:
由圖1可知,輥壓產生的應力分布呈局部性,應力只在接觸區范圍內達到屈服極限,隨與接觸面距離的增加而迅速衰減直至為零。即圓鋸片受輥壓時,鋸片體內因輥壓力產生的應力只在滾輪與鋸片接觸區域達到屈服極限從而發生塑性變形,但在兩者接觸區域之外仍為彈性區域。

圖1 應力隨接觸區域變化趨勢圖
2 有限元模型建立
根據鋸片受輥壓的實體結構建立三維仿真模型,模型由鋸片與上下滾輪組成。鋸片基體直徑為2000mm,內孔直徑為100mm,厚度為9mm;滾輪由軸帶動旋轉,輥壓時,滾輪均為主動輥旋轉,鋸片通過上下滾輪的旋轉以及摩擦帶動旋轉。整體模型示意如圖2所示。
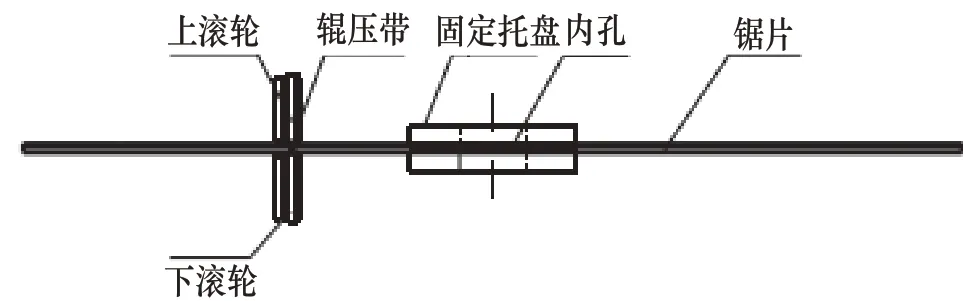
圖2 輥壓模型示意圖
2.1 仿真模型建立
為簡化模型,本文對鋸片只取基體模型。在彈塑性薄板動力分析中,根據彈性薄板在小變形下的基本假設以及鋸片結構及載荷的對稱性,沿厚度方向取1/2模型進行分析,如圖3所示,其中P為輥壓力,D為鋸片厚度。
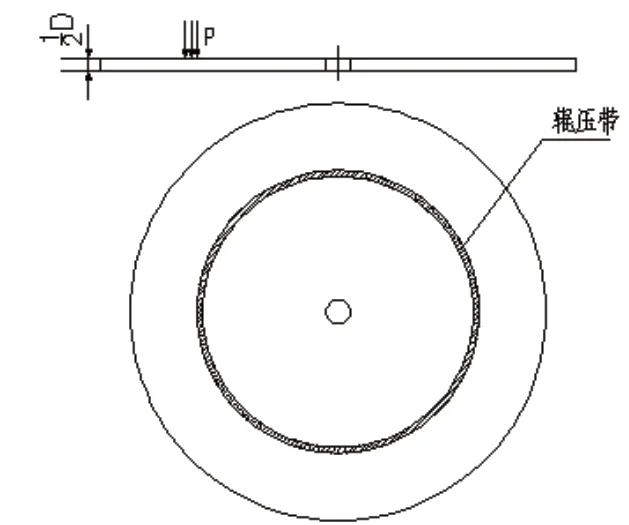
圖3 輥壓模型簡化圖
2.2 材料非線性定義
選用圓鋸片基體材料為65Mn,滾輪材料為Gr12MoV。鋸片受輥壓產生的應力值達到屈服極限而發生一定塑性變形。彈塑性問題屬于材料非線性問題,在進行分析前需對材料進行非線性定義。本文在有限元分析時選擇雙線性隨動強化準則進行分析。材料具體參數分布如表1所示。

表1 鋸片具體參數
2.3 有限元網格劃分
為建立適合于輥壓分析的有限元模型,在劃分網格時,設置上下滾為剛體。選取掃掠的方法劃分網格,厚度方向劃分三層網格。為得到最佳分析結果,在輥壓力、輥壓位置等各參數條件相同時,通過選取不同掃掠尺寸分析產生的殘余應力結果。最終選取合適的網格劃分。
輥壓條件設置:
1)邊界條件:設置鋸片在厚度方向沿z軸上下對稱,對鋸片約束X,Y,Z,RX,RY五個自由度。
2)條件設置:為得到鋸片輥壓后的殘余應力,模擬分為兩個載荷步進行分析。第一步對鋸片輥壓帶施加輥壓力進行輥壓適張,第二步撤去對鋸片的加載,分析鋸片最終狀態的殘余應力分布。
3)輥壓方式:分別分析相同輥壓力下滾輪位于鋸片半徑0.3R~0.8R不同位置時的輥壓模擬,以及輥壓位置相同時不同輥壓力下鋸片的輥壓模擬。
3 有限元結果分析
3.1 輥壓位置對輥壓結果的影響
圖4為輥壓力為1.5Gpa時滾輪分布位于鋸片半徑0.3R、0.5R、0.6R、0.7R、0.8R位置處進行輥壓時鋸片的最終變形及殘余應力圖。由圖可見,輥壓位置在0.6R處數值顯著大于其他位置,其最大變形量為0.052mm,殘余應力為281.48MPa。鋸片在輥壓帶發生塑性變形,其變形范圍從輥壓帶直至鋸片外緣。殘余應力從鋸片內徑到半徑中間處逐漸增大,約在鋸片半徑1/2處達到最大值,從1/2處至鋸片外緣又逐漸減小。
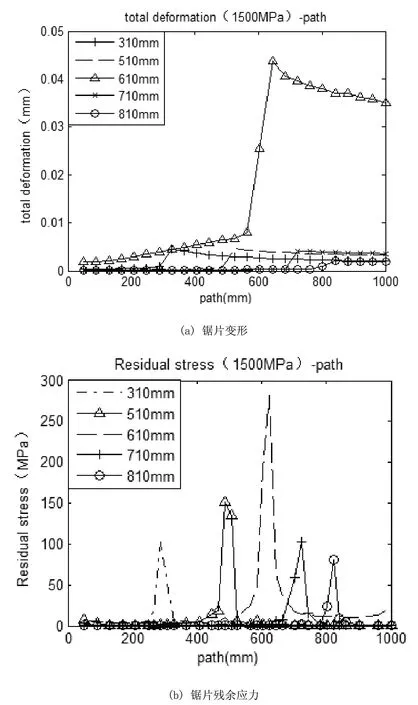
圖4 不同輥壓位置鋸片變形及殘余應力分布
為進一步研究輥壓位置對鋸片內部應力分布影響,對0.5R~0.7R位置取不同間距值進行輥壓分析,得到鋸片殘余應力及變形量隨位置變化如圖5所示。由圖可見,在其他參數不變情況下,殘余應力及變形量隨輥壓位置近似呈拋物線變化。在鋸片半徑1/2~3/4位置處殘余應力及最終量變形均較大,對鋸片平整度及穩定性影響較大,認為不合適作為輥壓位置。在鋸片半徑1/2內及鋸片半徑3/4以外處產生殘余應力及變形較為接近,但在鋸片半徑1/2內輥壓鋸片整體變形范圍較大,不利于鋸片平整度,且鋸片工作時離心力及熱應力引起的應力影響主要集中在鋸片外緣靠近鋸齒位置[3,8],故為較好的抵消鋸片由鋸切離心力及熱應力引起的內應力,選取在鋸片半徑3/4附近位置處輥壓較為適宜。

圖5 變形量及殘余應力隨位置變化
圖6為不同輥壓位置鋸片切向應力及徑向應力分布,由圖可見,在輥壓帶區域,鋸片內部徑向應力及切向應力總體均為負值,即鋸片在輥壓帶范圍內所受壓力均為壓應力。在輥壓帶內側,切向應力基本呈負值即為壓應力,而在輥壓帶外側基本呈正值即為拉應力。考慮是由于鋸片內孔對鋸片有約束作用,導致輥壓受到壓力無法得到釋放,故輥壓帶內側呈現壓應力而在外緣附近鋸片則得以釋放故呈現拉應力趨勢。而實際鋸切過程中,鋸片由于受離心力及熱應力影響會使鋸片邊緣處有最大切向壓應力,中心有最大切向拉應力,而徑向應力均為拉應力[3,11]。故為使鋸片達到合適的適張狀態,應使鋸片外緣附近引入合適的切向拉應力以及徑向壓應力以抵消離心力及熱應力對鋸片工作時的影響。
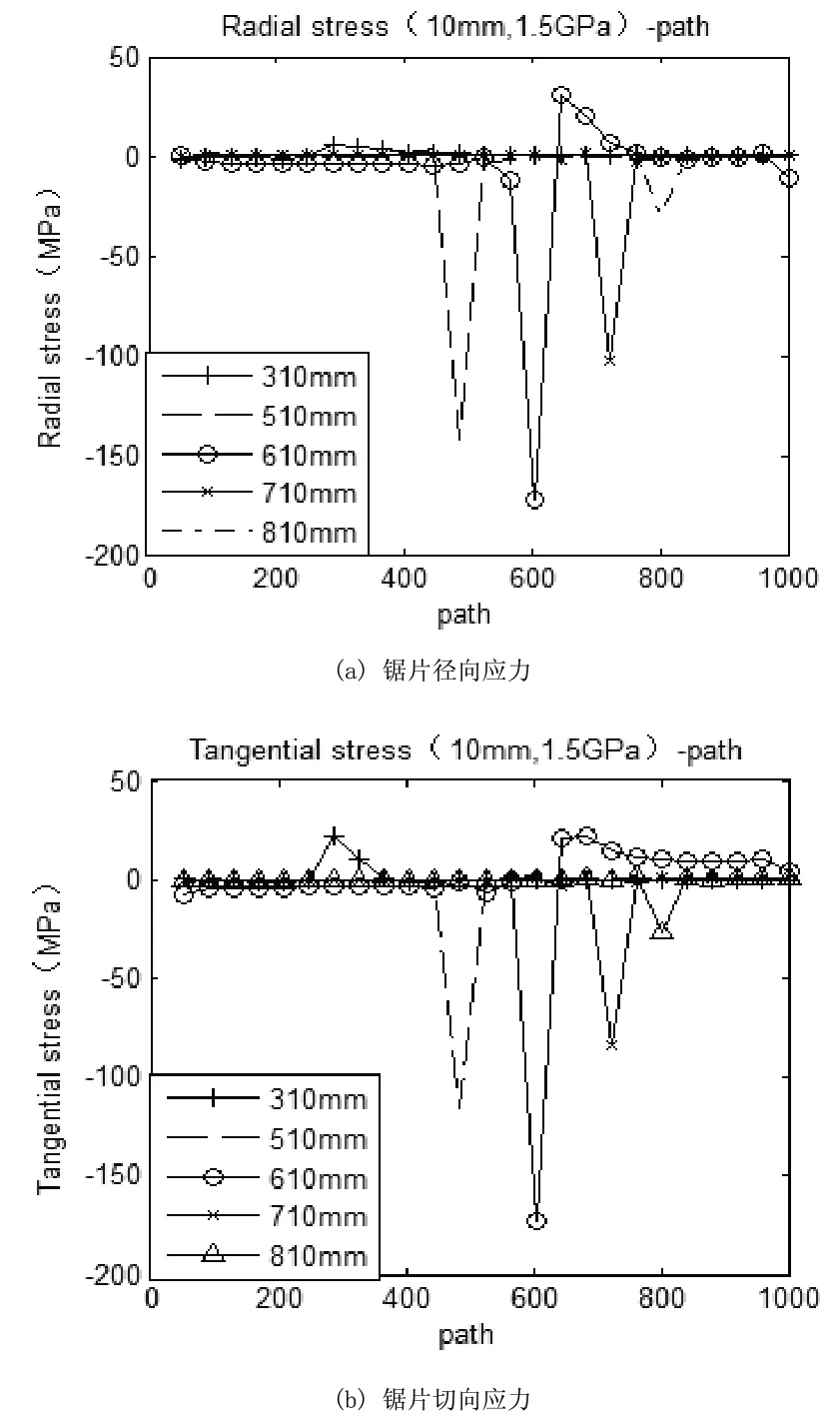
圖6 不同輥壓位置鋸片徑向及切向應力分布
3.2 輥壓力對輥壓結果的影響
根據輥壓位置對輥壓結果影響的研究分析,我們認為在鋸片半徑3/4附近位置處輥壓較為適宜。故選取在鋸片半徑4/5(810mm)處進行輥壓力對輥壓結果影響的分析。
圖7為在鋸片半徑4/5(810mm)處分別施加1.1Gpa、1.2Gpa、1.3Gpa、1.5Gpa和1.7Gpa輥壓力情況下鋸片的變形量及殘余應力圖。由圖可見,輥壓力變化對鋸片殘余應力及變形量有顯著影響。當其余變量相同時,殘余應力及變形量均隨輥壓力的增大而增大。當輥壓力為1100MPa時,因輥壓產生應力未達到屈服極限故鋸片殘余應力和最終變形量均為零。當輥壓力從1200Mpa增加到1700Mpa時,最大殘余應力從19.65MPa增加至120.37MPa,最終變形量增加約1個數量級。當其余變量相同時,殘余應力及變形量與輥壓力近似呈正比例線性關系。輥壓力過大會導致鋸片失穩而變形,輥壓力過小則不能達到理想的適張效果,故在滿足鋸片平整度及輥壓軸強度前提下,應選取較大的輥壓力進行輥壓。
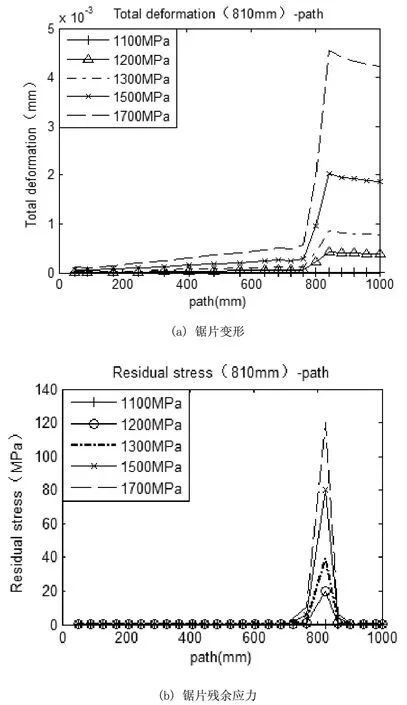
圖7 不同輥壓力下鋸片的變形及殘余應力分布
3.3 滾輪寬度對輥壓結果的影響
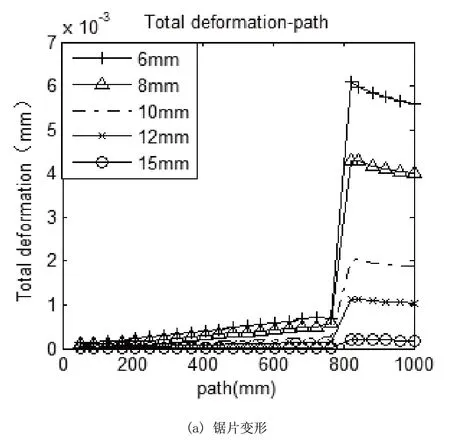
圖8(a)、(b)為輥壓半徑為810mm處,施加相同輥壓力,輥壓帶有效寬度分別為6mm、8mm、10mm、12mm和15mm時的變形量及殘余應力圖。變化趨勢如圖8(c)、(d)所示,由圖可見,輥壓位置及輥壓力相同時,鋸片變形量隨滾輪寬度的增大而減小,而殘余應力隨滾輪寬度的增加先增大后減小,在寬度為8mm處取得最大值。滾壓輪寬度對輥壓影響范圍影響較小。
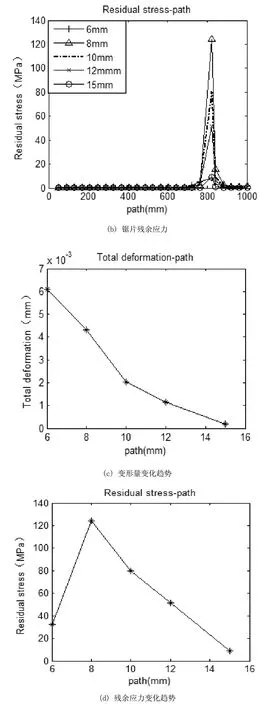
圖8 不同滾輪寬度下鋸片的變形量及殘余應力分布
4 結論
通過理論分析與模擬仿真,研究了不同輥壓條件對鋸片輥壓結果的影響。圓鋸片受輥壓時,應力分布呈高度局部性。殘余應力及變形量隨輥壓位置近似呈拋物線變化,當輥壓輪位于鋸片半徑中間位置時,引起的殘余應力和塑性變形量最大。選取在鋸片半徑3/4附近位置處輥壓較為適宜;在同一位置時,殘余應力及變形量與輥壓力近似呈正比例線性關系;其余變量相同時,鋸片變形量隨滾輪寬度的增大而減小,殘余應力隨滾輪寬度的增大先增加后減小。該結果對實際輥壓提供了一定的參考及指導作用。
[1] 許新培.硬質合金圓鋸片輥壓適張的振動特性及有限元研究[D].廣東工業大學,2012.
[2] 張占寬,習寶田.圓鋸片局部受軸向壓力作用下的塑性變形及強化[J].木材加工機械,2002,02:2-4.
[3] 柯建軍,張明松,朱普先,朱億寬.輥壓方式對圓鋸片穩定性的影響[J].三峽大學學報(自然科學版),2014,01:78-82.
[4] R. Szymani,C. D. Mote. Theoretical and experimental analysis of circular saw tensioning[J].Wood Science and Technology,1979,13(3).
[5] N. Nicoletti,D. Fendeleur,L.Nilly,M. Renner. Using Finite Elements to model circular saw roll tensioning[J].Holz als Roh- und Werkstoff,1996,54(2).
[6] G. S. Schajer,C.D.Mote. Analysis of roll tensioning and its influence on circular saw stability[J].Wood Science and Technology,1983,174.
[7] 母德強,崔高健,陳塑寰.輥壓適張度處理對圓鋸片臨界轉速的影響[J].機械工程學報,2001,09:30-33+38.
[8] 母德強,陳塑寰.圓鋸片最佳輥壓適張度處理位置的分析[J].林業科學,2001,02:84-89.
[9] 邊柯柯,趙東,胡詩宇.圓鋸片輥壓適張后應力分布的有限元分析[J].力學與實踐,2005,06:61-63+72.
[10] 何志堅,史秋.鋸片應力分布與失效分析[J].湖南文理學院學報(自然科學版),2007,02:59-62.
[11] 錢樺.木工圓鋸片制造過程中殘余應力研究[D].北京林業大學,2005.
[12] 李黎,習寶田,楊永福.圓鋸片上熱應力及回轉應力的分析[J].北京林業大學學報,2002,03:14-17.
[13] 李仁德,趙磊,胡歡.碾壓適張工藝對圓鋸片剛度的影響分析[J].石材,2014,02:22-24.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18