大尺寸變直徑管樁端板夾具的設(shè)計及有限元分析
2015-09-13 11:56:10魏鵬飛徐志祥曲瑯博
制造業(yè)自動化 2015年22期
魏鵬飛,徐志祥,曲瑯博,柳 恒
(大連理工大學(xué) 機(jī)械工程學(xué)院,大連 116024)
0 引言
管樁端板廣泛應(yīng)用于高強(qiáng)度預(yù)應(yīng)力水泥管樁的兩端,是不可或缺的環(huán)盤形金屬構(gòu)件[1]。由于預(yù)應(yīng)力水泥管樁需求多樣,個體尺寸差距巨大,因此管樁端板的直徑變化很大。本文研究了在對熱卷取成型法管樁端板[2]進(jìn)行多工位機(jī)器人焊接、搬運(yùn)及檢測作業(yè)時,外徑變化范圍在300mm~1200mm的管樁端板的夾持問題。
管樁端板夾具按裝夾方式不同可分為徑向夾緊與端面夾緊兩種類型[3]。這兩種類型夾具分別通過氣動卡盤與機(jī)械壓合裝置實現(xiàn)對管樁端板的徑向或表面施壓,以達(dá)到夾緊的目的,其均可對一定尺寸范圍的管樁端板進(jìn)行穩(wěn)定、高效的夾持。但是由于氣動卡盤的行程限制與機(jī)械壓合裝置不可拆分的特性,將使這兩種夾具受到很大的裝夾限制[4,5]。當(dāng)管樁端板尺寸變化稍大時則夾具失效,需要機(jī)器人頻繁更換不同型號端板夾具以便加工,這不緊提高了管樁端板加工成本,同時也大大降低了生產(chǎn)效率。因而,大尺寸變徑管樁端板的自動裝夾成為工程急需解決的問題,然而,目前還未見該類夾具設(shè)計的相關(guān)文獻(xiàn)報道。
針對現(xiàn)有設(shè)計中的不足,本文提出了一種可實現(xiàn)大尺寸變直徑、裝夾快速可靠的夾緊裝置,以適應(yīng)多種尺寸規(guī)格管樁端板的夾緊需要。同時,為保證夾具工作可靠性與端板加工精度,建立有限元分析模型對夾具關(guān)鍵部件進(jìn)行了可靠性分析和驗證。
1 大尺寸變直徑管樁端板夾具的設(shè)計
1.1 夾具設(shè)計要求
綜合考慮端板外徑及環(huán)寬尺寸、夾具占用空間、夾緊力規(guī)劃以及機(jī)器人負(fù)載等因素,將端板按型號分為幾個加工范圍,針對每種范圍的端板設(shè)計對應(yīng)的管樁端板夾具。本文根據(jù)工程所需針對最常用管樁端板型號,設(shè)計夾具滿足條件如下:
1)可夾持外徑為300mm~600mm、內(nèi)徑為160mm~380mm、厚度為14mm~25mm范圍的管樁端板;
2)工作過程中要求裝夾工件快速、高效,以適應(yīng)機(jī)器人生產(chǎn)線的工作節(jié)拍;
3)機(jī)器人有翻轉(zhuǎn)動作,夾具處于夾緊時需保持穩(wěn)定的自鎖狀態(tài);
4)在各工作狀態(tài)下,夾具可滿足管樁端板的加工精度要求;
5)夾具體整體重最不超過40kg,可承載重量不小于50kg。
1.2 夾具總體結(jié)構(gòu)設(shè)計及工作原理
夾具設(shè)計通過整合電控永磁及直線滑軌技術(shù),以交流伺服電機(jī)為驅(qū)動力,實現(xiàn)管樁端板的自動變徑裝夾。圖1為根據(jù)要求設(shè)計的大尺寸變徑管樁端板夾具結(jié)構(gòu)圖,主要由夾緊機(jī)構(gòu)和直線變位機(jī)構(gòu)組成。夾緊機(jī)構(gòu)采用兩個電永磁鐵來實現(xiàn)端板工件的夾持,在夾緊的過程中,只有夾具和工件接觸的上表面存有磁力,周邊不存在漏磁,因而在抓取工件時不會造成“粘連”現(xiàn)象[6]。直線變位機(jī)構(gòu)通過模組化設(shè)計,將滾珠絲杠和線性滑軌整合在一起,由高精度雙向滾珠絲杠作為傳動機(jī)構(gòu),配合“U”型軌道作為導(dǎo)引機(jī)構(gòu),以確保精度與剛度的需求。滑塊上設(shè)有防塵裝置,同時整個軌道搭配伸縮型護(hù)套,可以防止異物、雜質(zhì)進(jìn)入進(jìn)入滑軌內(nèi)而影響其使用壽命、精度。
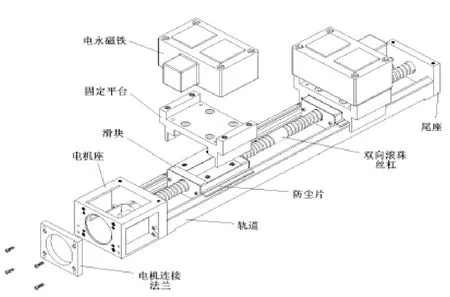
圖1 管樁端板搬運(yùn)機(jī)器人夾具結(jié)構(gòu)圖
夾具控制信號包括電磁閥通斷電信號、限位開關(guān)動作信號和夾緊裝置到位信號等。這些離散信號由分布式I/O系統(tǒng)匯總后,轉(zhuǎn)換成PROFIBUS-DP總線信號與PLC進(jìn)行交互。工作時系統(tǒng)通過前端傳感器采集管樁端板型號信息,PLC接收該信息后與搬運(yùn)機(jī)器人控制系統(tǒng)進(jìn)行信息交互,控制系統(tǒng)將從端板數(shù)據(jù)庫中選擇對應(yīng)指令控制伺服電機(jī)運(yùn)轉(zhuǎn)。電機(jī)帶動雙向滾珠絲杠同步旋轉(zhuǎn)使滑塊沿相對方向做直線運(yùn)動,電永磁鐵通過固定平臺與滑塊相連,因此通過控制伺服電機(jī)旋轉(zhuǎn)轉(zhuǎn)數(shù),可控制兩電永磁鐵之間相對距離,實現(xiàn)對多種尺寸管樁端板的夾持。
1.3 電控永磁裝置
電控永磁技術(shù)憑借其高效、經(jīng)濟(jì)、環(huán)保等特點,在機(jī)械制造、模具加工、混合懸浮技術(shù)以及醫(yī)療系統(tǒng)等眾多領(lǐng)域發(fā)展迅速[7,8]。電控永磁裝置工作時通過永磁材料的磁力來提供夾緊力,通過電控系統(tǒng)來實現(xiàn)內(nèi)部磁路分布控制和轉(zhuǎn)換,其工作原理如圖2所示。
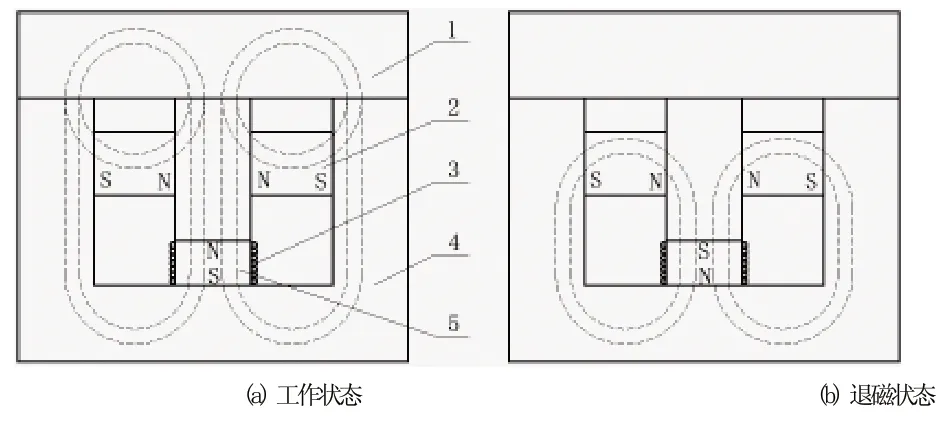
圖2 電控永磁裝置工作原理
主磁體由高矯頑力的永磁材料釹鐵硼構(gòu)成,鑲嵌在磁軛中,可逆磁體用中等矯頑力的鋁鎳鈷材料構(gòu)成。當(dāng)對勵磁線圈通一正向脈沖電流,主磁體與可逆磁體的磁場相互疊加,其磁力線分布如圖2(a)所示。主磁體和可逆磁體都有磁通從N極出發(fā)經(jīng)工件和磁軛回到各自的S極,裝置呈現(xiàn)出充磁狀態(tài),從而實現(xiàn)工件的夾緊。當(dāng)對勵磁線圈通一負(fù)向瞬時電流后,勵磁線圈形成一個反方向的磁場使可逆磁體的極性反向。主磁體的磁通由N極出發(fā)經(jīng)磁軛通過可逆磁體,再由磁軛回到主磁體的S極,如圖2(b)所示。磁力線在系統(tǒng)內(nèi)部循環(huán),工件內(nèi)部并無磁通通過,從而實現(xiàn)工件的釋放。
電控永磁裝置只在充磁和退磁的瞬間通電,因此可以實現(xiàn)工件的快速夾緊與釋放,同時相較電磁鐵夾具可以節(jié)約大量電能。裝置通過永磁材料產(chǎn)生吸力,不用擔(dān)心系統(tǒng)停電或線路損壞而磁力喪失[8],因而能夠?qū)軜抖税逄峁┌踩煽康膴A緊力。
1.4 直線變位機(jī)構(gòu)設(shè)計
變位機(jī)構(gòu)是實現(xiàn)多尺寸管樁端板裝夾必不可少的組成部分。通過模塊化設(shè)計,整合滾珠絲杠和線性滑軌,可避免以往傳統(tǒng)制動平臺需經(jīng)過導(dǎo)引和驅(qū)動元件造成的安裝不靈活、體積大、占空間等缺點[9]。
軌道和滑塊之間的回流系統(tǒng)如圖3所示。藉由鋼珠在滑塊與滑軌之間作滾動循環(huán),負(fù)載能沿滑軌輕易地以高精度作線性運(yùn)動。滾珠與珠槽接觸面采用兩列式歌德牙型設(shè)計,可保持45°接觸角不變,這使得變位機(jī)構(gòu)具有承受各方向的力和力矩的特性[10]。傳統(tǒng)的滑動導(dǎo)引由于油膜逆流作用以及運(yùn)動時潤滑不充分等因素,無可避免的將帶來平臺運(yùn)動精度不良以及軌道接觸面磨損的影響,而滾動導(dǎo)引的損耗非常小,滑軌機(jī)構(gòu)可以長時間維持精度[11]。同時,軌道的構(gòu)型采用“U”型斷面,有著高剛性、體積精簡等優(yōu)點。

圖3 滑軌截面示意圖
2 “U”型滑軌設(shè)計及有限元分析
2.1 滑軌設(shè)計及分析方法
滑軌是管樁端板夾具的重要組成部件,工作時軌道在外力作用下,將產(chǎn)生應(yīng)力變形。為避免局部應(yīng)力或變形過大導(dǎo)致夾具失效,對端板加工精度造成影響,需要通過有限元分析滑軌工作過程中應(yīng)力分布及變形情況。滑軌的具體設(shè)計過程如下:
1)根據(jù)管樁端板規(guī)格及靜拉伸負(fù)荷對滑軌進(jìn)行初步設(shè)計。本文選擇最大規(guī)格的管樁端板,其尺寸為600mm×330mm×25mm。
2)建立軌道有限元模型,根據(jù)實際工作狀況,建立載荷及邊界條件,進(jìn)行有限元分析,獲得軌道應(yīng)力分布及位移變化情況。
3)根據(jù)分析結(jié)果,對比夾具實際工作情況,修改模型,優(yōu)化設(shè)計滑軌結(jié)構(gòu)。
通過有限元分析校驗設(shè)計的可靠性,可以直觀準(zhǔn)確地發(fā)現(xiàn)設(shè)計缺陷,并指導(dǎo)設(shè)計的改進(jìn),從而縮短設(shè)計周期,并降低產(chǎn)品研發(fā)成本[12]。
2.2 有限元模型建立
在ANSYS軟件中建立滑軌模型并對其結(jié)構(gòu)進(jìn)行優(yōu)化處理,定義滑軌材料的彈性模量E=212GPa,泊松比μ=0.29。接觸部分選用六面體單元,其他部位為四面體單元,對其進(jìn)行三維網(wǎng)格劃分。為了簡化模型以減少計算時間,模型在建立時以節(jié)點代替滾珠對軌道施加載荷。根據(jù)夾具實際工作情況,分別對其水平和垂直工作狀態(tài)進(jìn)行分析。
1)當(dāng)夾具處于水平工作狀態(tài)時,滑軌只承受端板、電永磁鐵、固定平臺及滑塊的垂向重量。

其中,F(xiàn)R為平面力系中所有各力的矢量和;Fi為工件及各機(jī)構(gòu)的垂向重量。
2)當(dāng)夾具處于垂直工作狀態(tài)時,滑軌除受各機(jī)構(gòu)及工件的垂向重量外還將承受一合力矩。建立平面力系簡化模型:

以及平面力偶等效方程:

由式(2)和式(3),可將合力矩轉(zhuǎn)化成接觸節(jié)點上的等效力偶:

其中,MO為平面力系對簡化中心O之距的代數(shù)和;F'為等效力偶大小;Fi為工件及各機(jī)構(gòu)的重量;di為各力作用點到簡化中心O的距離;l為力偶臂。
分別對滑軌添加載荷及邊界條件,并對模型進(jìn)行解算分析,查看軌道應(yīng)力與變形云圖。
2.3 結(jié)果分析
軌道在水平工作狀態(tài)時,其應(yīng)力與變形云圖如圖4(a)、(b)所示,其所受最大應(yīng)力為7.9MPa,這與應(yīng)力在尖角、圓孔等處易發(fā)生應(yīng)力集中是相一致的,遠(yuǎn)小于材料的參考屈服極限350MPa。從位移云圖可看出,工作時軌道最大變形為6.1×10-3mm,且主要表現(xiàn)為z軸方向的位移,該變形量小于管樁端板在加工過程中所允許的最大變形0.1mm,在該工況下夾具可以滿足端板的加工精度要求。
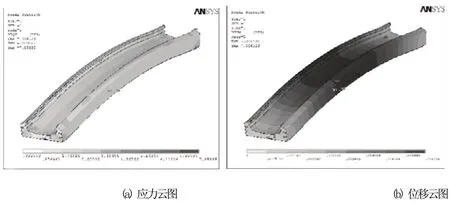
圖4 軌道水平工作狀態(tài)分析
軌道在垂直工作狀態(tài)時,由圖5(a)、(b)應(yīng)力與位移云圖可看出,其所受最大應(yīng)力達(dá)到30MPa,變形主要表現(xiàn)為軌道壁側(cè)的扭轉(zhuǎn)變形,最大變形量為1.2×10-2mm。由于受偏心力矩影響,軌道應(yīng)力與位移變化較水平工作時有明顯增加。從應(yīng)力云圖可看出,應(yīng)力主要產(chǎn)生在軌道兩端受約束處,其他部分幾乎無應(yīng)力產(chǎn)生。同時由于軌道發(fā)生扭轉(zhuǎn)變形,這將反應(yīng)到工件距夾具遠(yuǎn)端處一個較大的位移量。為保證管樁端板加工精度,使軌道受力更加均勻,需要修改軌道模型,優(yōu)化其受力結(jié)構(gòu)。

圖5 軌道垂直工作狀態(tài)分析
3 夾具結(jié)構(gòu)的改進(jìn)
根據(jù)以上結(jié)果分析可知,夾具產(chǎn)生較大變形主要是由于軌道固定約束相對較遠(yuǎn)、自由變形體過長所致。針對此種情況,需要增加軌道結(jié)構(gòu)剛度。為避免增加軌道壁厚致使夾具整體重量與成本提升,采用在軌道中部添加新約束的方法,重新建立載荷及邊界條件,分析得出應(yīng)力與位移云圖如圖6所示。
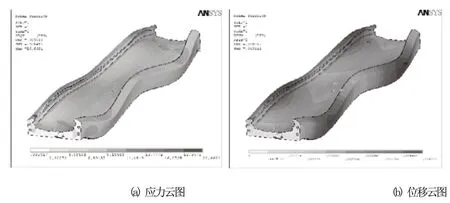
圖6 改進(jìn)后軌道垂直工作狀態(tài)分析
從分析云圖可看出,在添加新約束后,軌道垂直工作時其應(yīng)力分布與位移變化都有了明顯的改變,最大應(yīng)力降低至20MPa,且分布更加均勻;最大位移量降低至5.0×10-3mm,相較之前有了明顯的改善,達(dá)到了管樁端板的加工精度要求。
4 結(jié)論
管樁端板是一類非常具有特點、而且用途十分廣泛的零件,它的尺寸型號繁多且需求量非常大。本文設(shè)計的管樁端板搬運(yùn)機(jī)器人夾具,可實現(xiàn)對外徑為300mm~600mm、內(nèi)徑為160mm~380mm、厚度為14mm~25mm的管樁端板的變直徑裝夾。采用電機(jī)驅(qū)動可實現(xiàn)夾具的高精度、大尺寸變位,電控永磁技術(shù)可保證管樁端板穩(wěn)定可靠的夾持。通過對關(guān)鍵零件“U”型滑軌進(jìn)行有限元分析,合理優(yōu)化了軌道的約束結(jié)構(gòu),修改后模型達(dá)到了設(shè)計要求,可滿足管樁端板加工精度需要。
[1] 徐偉.先張法預(yù)應(yīng)力鋼筋混凝土預(yù)制管樁端板的生產(chǎn)[J].新型建筑材料,2004,(3):68-68.
[2] JC/T 947-2005先張法預(yù)應(yīng)力混凝土管樁用端板[S].北京:國家發(fā)展和改革委員會.2005.
[3] 朱耀祥,浦林祥. 現(xiàn)代夾具設(shè)計手冊[M].機(jī)械工業(yè)出版社,2010.
[4] 沈健.氣動動力卡盤的結(jié)構(gòu)、性能和應(yīng)用[J].組合機(jī)床與自動化加工技術(shù),2004,(11):85-86.
[5] Neil Sclater, Nicholas P. Chironis. Mechanisms and Mechanical Devices Sourcebook [M].McGraw-Hill,2007.
[6] A. N. Knaian. Electropermanent Magnetic Conectors and Actuators:Devices and Their Aplication in Programable Matter [D].Massachusetts Institute of Technology,June 2010.
[7] Tugwell J, Brennan P, O’Shea C,et al. Electropermanent Magnetic Anchoring for Surgery and Endoscopy[J].IEEE Transactions on Biomedical Engineering,2015,62(3):842-848.
[8] 郭瑾玉,楊勝強(qiáng),李文輝.磁性磨粒光整加工中電控永磁部件的設(shè)計與仿真[J].機(jī)械設(shè)計與制造,2013,(10):175-178.
[9] 鄒翠波,師鴻飛,張彩虹.線性滑軌的應(yīng)用與安裝技術(shù)[J].CAD/CAM與制造業(yè)信息化,2004,(4):88-90.
[10] 屈重年,伍良生,肖毅川,張仕海. 機(jī)床導(dǎo)軌技術(shù)研究綜述[J].制造技術(shù)與機(jī)床,2012,(1):30-36.
[11] 吳今姬. 某新型特種夾持系統(tǒng)設(shè)計研究[D].南京理工大學(xué),2013.
[12] 馬肇材,孫寶瑞,丁國龍.150t圓環(huán)鏈夾具設(shè)計及有限元分析[J]. 工程與試驗,2011,(3):64-67.
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24