支管直徑大小對T型三通管充液成形的影響
2015-09-26 12:34:56吳磊郎利輝李奎張容靜林俐菁張艷峰
精密成形工程 2015年5期
吳磊,郎利輝,李奎,張容靜,林俐菁,張艷峰
(1.北京航空航天大學,北京 100191;2.天津市天鍛壓力機有限公司,天津 300142)
三通管是管道工程中重要而且用量較大的管道零件,廣泛應用于飛機、電力、汽車、建筑、船舶及家電等領域[1—2]。近年來,一般采用充液成形工藝加工成形三通管,即利用水或油作為傳力介質,使管材在液體壓力的作用下發生塑性變形。液體傳力均勻,能夠使材料在有利于成形的受力條件下發生變形,因此可以顯著提高制件的力學性能[3—5]。
國外對于T型三通管成形的研究開展較早,也較為全面。F Dohmann[6]給出了T型三通管成形過程中軸向推力的計算公式。F Volerstern[7]通過計算T型三通管成形的工藝參數,給出了合模力、水平沖頭力的估算公式。W Rimkus[8]等人建立了一系列對零件幾何形狀的評價法則,較快地估算整個成形過程的加載路徑,利用模擬和實驗方法對加載條件進行優化。F.C Lin 和 C.T Kwan[9]利用全因素試驗設計與數值模擬相結合的方法,來研究內壓力隨位移變化的折線加載路徑對成形的影響規律,并選擇合理的加載路徑。K Manabe[10]等人采用數據庫輔助的模糊控制算法來確定最佳加載路徑,并能成功制得T型三通管。A Ben Abdessalem[11]等人利用隨機框架提高了T型三通管成形過程中的穩定性,并在大規模生產中將不確定因素最大限度地減少。
國內的學者也對T型三通管的成形做了很多的研究。余心宏[12]根據內壓及徑向壓力的變化情況設計出了5種不同的加載路徑,結果表明提高初始內壓上升速度及采用泄后及減緩徑向反壓施加的加載路徑,更易獲得支管較高、質量更好的三通管件。宋學偉[13]采用正交試驗優化設計方法進行載荷路徑參數優化,找出了T型三通管內高壓成形的內壓力、軸向進給力、背壓力3個參數的最優組合。滕步剛[14]利用模糊控制策略對于T型三通管的加載路徑進行優化,成功對三通管的起皺缺陷進行預測,并針對不同尺寸的T型三通管自動生成最優的加載路徑。張冰[15]采用內高壓成形技術成功制造出雙層T型三通管,在減少貴重金屬使用量的前提下,最大程度地發揮了內外層材料的特性。
國內外對于T型三通管的研究更多側重于成形力等工藝參數以及加載路徑的優化,對于T型三通管的尺寸對于成形的影響研究較少。文中選用主管直徑相同、支管直徑不同的3種T型三通管,對其充液成形過程進行模擬及實驗研究。主要分析支管直徑的大小對于T型三通管壁厚分布、工藝參數、成形性能的影響。
1 T型三通管充液成形過程
T型三通管的充液成形原理如圖1所示。首先將管坯放入模具,左右推頭及背壓推頭運動到指定位置。然后閉合模具通過右推頭向管坯內充滿液體,補液完成后用左右推頭進行密封。在軸向進給及內部壓力的共同作用下使管坯成形,同時背壓推頭給予一定的壓力防止支管頂部過度減薄而破裂。其成形過程可以分為2個階段:第1階段,背壓推頭保持不動,在管坯內部加以一個較低的初始壓力,左右推頭進行軸向補料的同時,液體壓力以較快的升壓速度加到一個較高的內壓力;第2階段,繼續增加內壓力,左右推頭繼續補料,同時背壓推頭開始后退,后退中推頭要時刻與支管頂部接觸,直至成形出零件。文中主要研究3種大小的T型三通管,如圖2所示。所用材料為5B02-O態鋁合金,管坯直徑為50 mm,壁厚為1 mm。
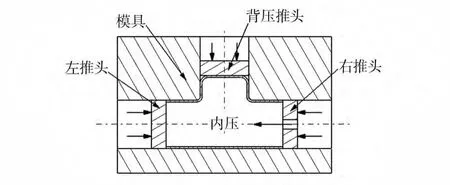
圖1 T型三通管充液成形原理Fig.1 Principle of hydroforming of T-shape tube
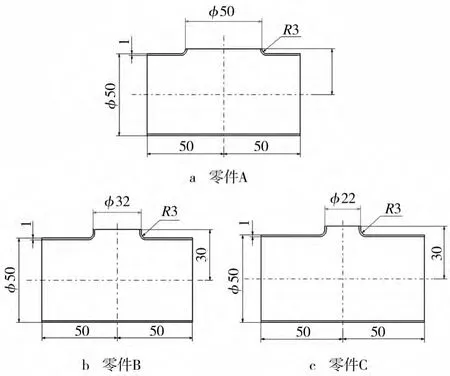
圖2 零件尺寸Fig.2 The dimensions of the parts
2 有限元模擬設置及實驗條件
2.1 有限元模擬設置
有限元模擬軟件采用Dynaform,有限元模型如圖3所示,由管坯、模具、左推頭、右推頭、背壓推頭組成。所用材料5B02-O鋁合金管材,通過拉伸試驗測得,其力學性能如下:屈服強度為89.67 MPa,抗拉強度為203.67 MPa,斷后伸長率為22.33%,彈性模量為69000 MPa,泊松比為0.33。在有限元模擬中,在管坯內部施加內壓力,軸向進給通過左右推頭的位移控制,背壓力的施加可以通過兩種方式控制,即力控制和位移控制。為了更好地滿足前文所述的工藝要求以及實驗的可操作性,在這里選取位移控制。管坯與模具之間的摩擦因數選為0.02。
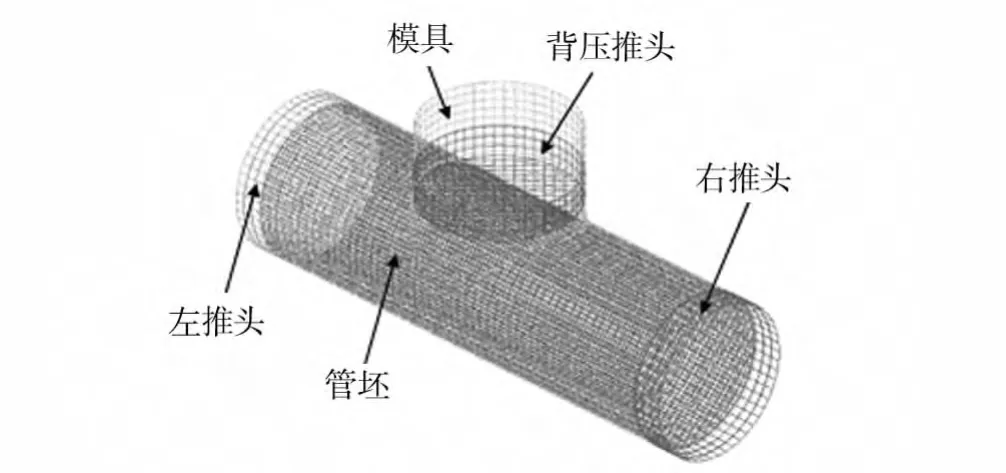
圖3 有限元模型Fig.3 The finite element model
在T型三通管的成形過程中,需要對內壓力、左右推頭補料量以及背壓推頭的后退量進行合理匹配。文中主要研究支管大小對于T型三通管成形的影響,為了更好地進行對比分析,3種類型的三通管采用相同的加載路徑成形。圖4為成形T型三通管的加載路徑。其中第1段左右推頭補料量為3 mm,背壓推頭保持不動;第2段左右推頭補料量為10 mm,背壓推頭后退量為10 mm。初始內壓力為10 MPa,第一段終了內壓力為25 MPa,最終成形內壓力為45 MPa。
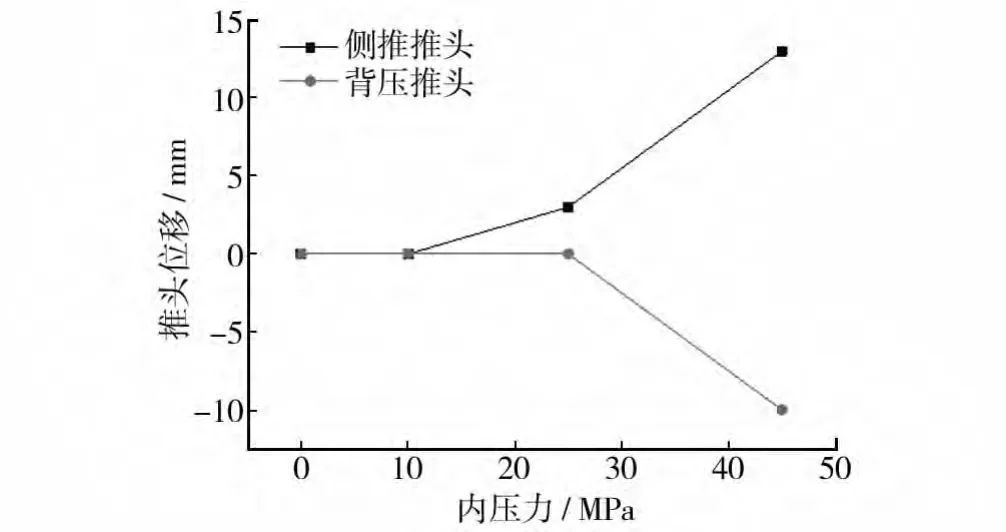
圖4 加載路徑Fig.4 Load path
2.2 實驗條件
T型三通管成形實驗在如圖5所示的THP63-250/50×2液壓機上進行,其中背壓油缸安裝在壓機底部,在成形過程中提供背壓力,同時在成形結束后起到頂料的作用。為了實現3種不同類型的三通管成形,模具采用通用模座和可更換鑲塊的形式,如圖6所示。其中①為左法蘭,②為左推桿,③為上模座,④為上鑲塊,⑤為右推桿,⑥為右法蘭,⑦為底板,⑧為下模座,⑨為下鑲塊,⑩為背壓推頭。①③⑥⑦⑧為通用結構,②④⑤⑨⑩為可更換結構。
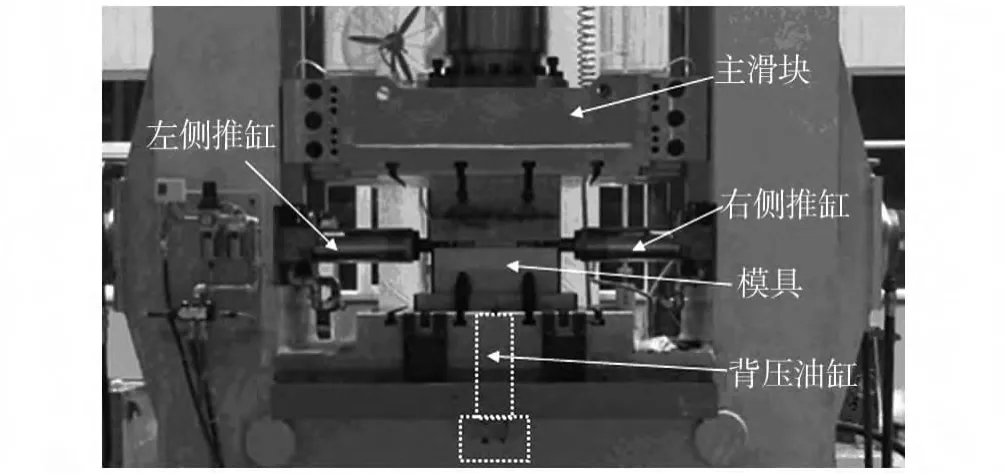
圖5 THP63-250/50×2液壓機Fig.5 THP63-250/50 × 2 hydraulic press
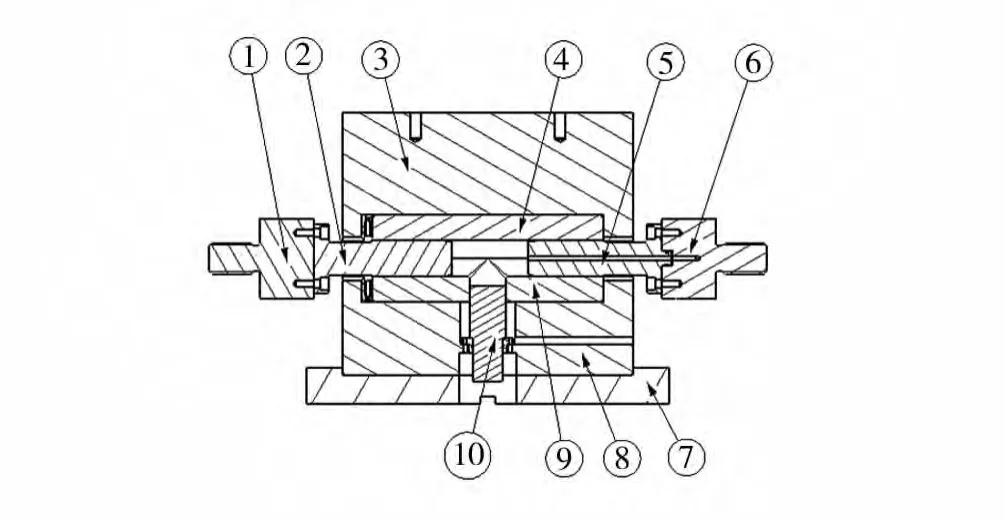
圖6 模具結構Fig.6 Mould structure
3 不同支管大小的T型三通管壁厚分布規律
3.1 整體壁厚分布
圖7a為零件A在第一階段成形結束時的壁厚分布情況。可以看出,支管頂部由于背壓推頭的存在,減薄程度很小,在支管圓角處存在明顯減薄,最小壁厚為0.887 mm,減薄率為 11.3%;在主管端部、主管背部以及主管和支管過渡圓角處都出現了不同程度的增厚,增厚最嚴重的主管背部,壁厚達到1.095 mm,增厚率為9.5%。圖7b為零件A在第二階段成形結束時的壁厚分布情況。可以看出,由于背壓推頭一直與支管頂部接觸,支管頂部的減薄控制得很好,減薄最嚴重的仍然是支管圓角處,最小壁厚為0.875 mm,減薄率為12.5%,但是和第一階段相比,繼續減薄的程度較小,僅從11.3%增加到12.5%;主管端部、主管背部以及主管和支管過渡圓角處繼續增厚,增厚最嚴重的是主管背部,壁厚達到1.296 mm,增厚率為29.6%,和第一階段相比,增厚區繼續增厚的程度較大。
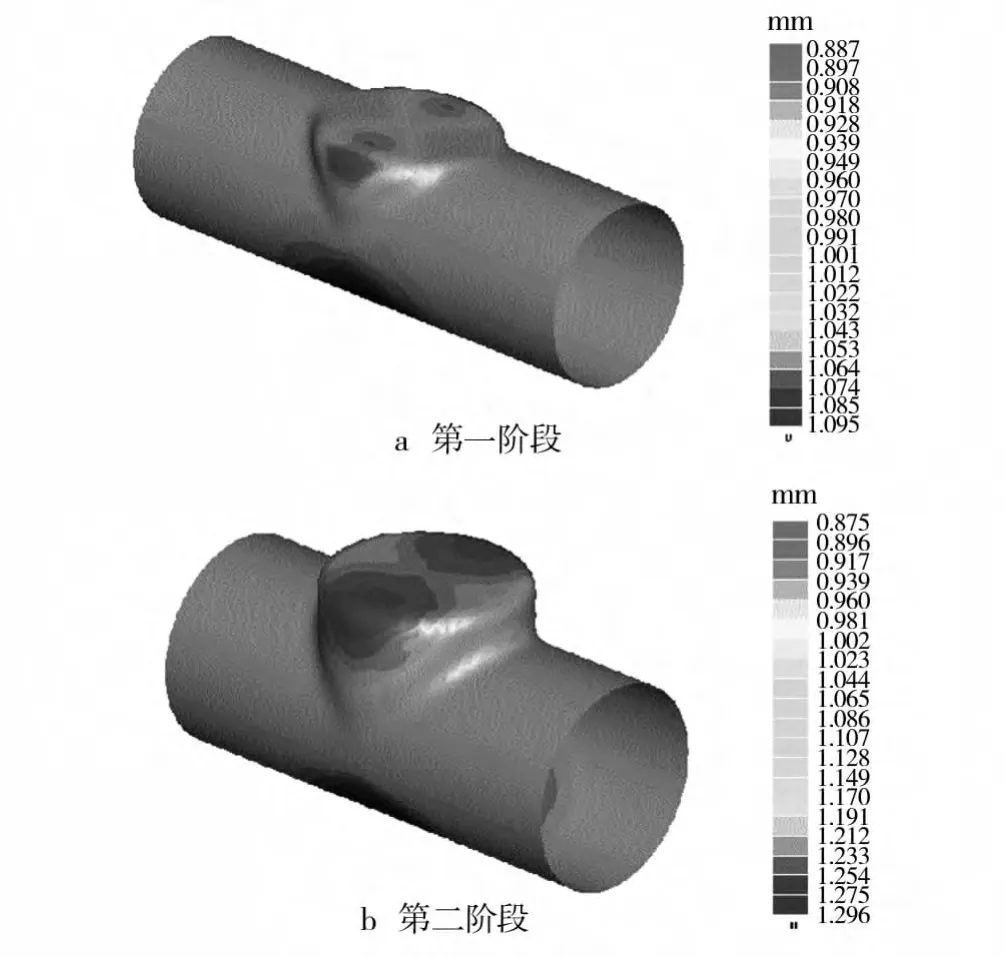
圖7 零件A模擬結果Fig.7 Simulation results of part A
圖8a為零件B在第1階段成形結束時的壁厚分布情況。支管頂部減薄程度很小,在支管圓角處存在明顯減薄,最小壁厚為0.956 mm,減薄率為4.4%;在主管端部、主管背部、主管側壁以及主管和支管過渡圓角處都出現了不同程度的增厚,增厚最嚴重的主管端部,壁厚達到1.084 mm,增厚率為8.4%。圖8b為零件B第2階段成形結束時的壁厚分布情況。支管頂部的減薄控制得很好,與零件A不同的是,減薄最嚴重的是支管側壁處,最小壁厚為0.925 mm,減薄率為7.5%,支管圓角處減薄率為6.5%,和第1階段相比,繼續減薄的程度也較小;主管端部、主管背部、主管側壁以及主管和支管過渡圓角處繼續增厚,與零件A不同的是,增厚最嚴重的是主管側壁處,壁厚達到1.321 mm,增厚率為 32.1%。
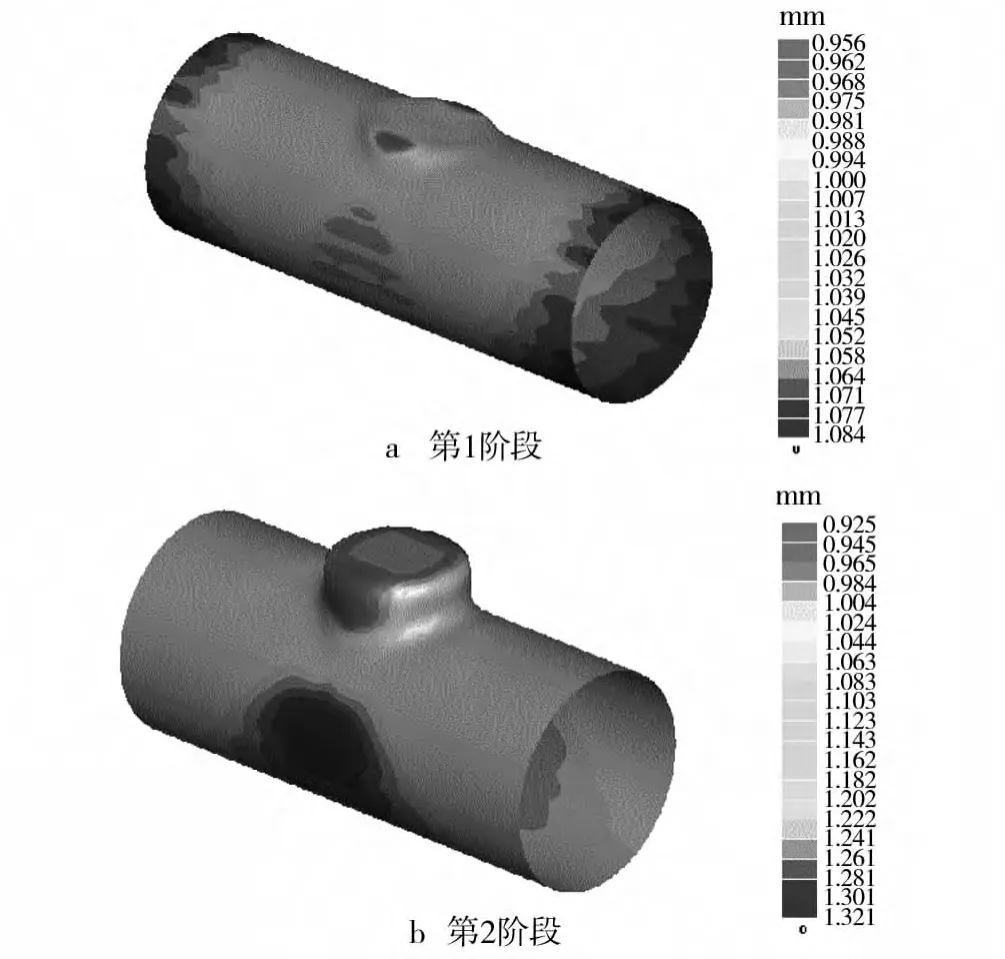
圖8 零件B模擬結果Fig.8 Simulation results of part B
圖9a為零件C在第1階段成形結束的壁厚分布情況。由于背壓推頭未后退,而且支管直徑較小,所以零件基本未產生減薄,最小壁厚為0.999 mm,減薄率為0.1%;在主管端部、主管背部、主管側壁以及主管和支管過渡圓角處都出現了不同程度的增厚,增厚最嚴重的主管端部,最大壁厚達到1.089 mm,增厚率為8.9%。圖9b為零件C第2階段成形結束時的壁厚分布情況。支管頂部的減薄控制得很好,減薄最嚴重的是支管側壁處,最小壁厚為0.934,減薄率為6.6%;主管端部、主管背部、主管側壁以及主管和支管過渡圓角處繼續增厚,增厚最嚴重的是主管側壁處,但是相比零件B,壁厚最厚點相對更靠上,最大壁厚達到1.341 mm,增厚率為34.1%。
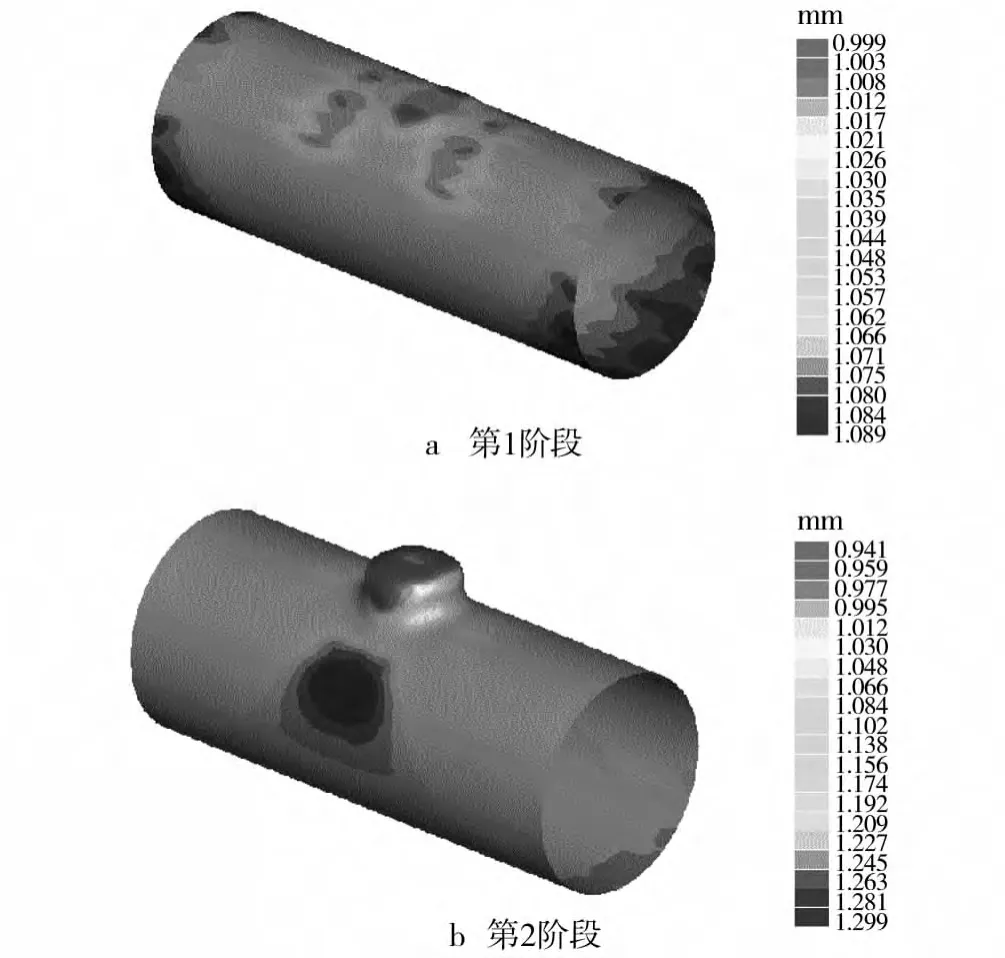
圖9 零件C模擬結果Fig.9 Simulation results of part C
3.2 典型截面壁厚分布規律
為研究不同支管大小的T型三通管壁厚分布規律,將成形零件分布沿2個軸線切開,如圖10所示。在切開零件截面上選取若干數據點,測量如圖11所示的a方向和b方向的壁厚。
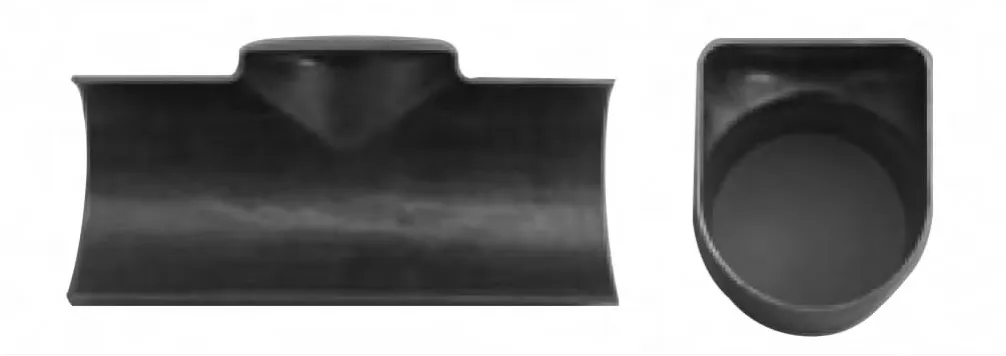
圖10 切開后的零件Fig.10 Parts after cutting
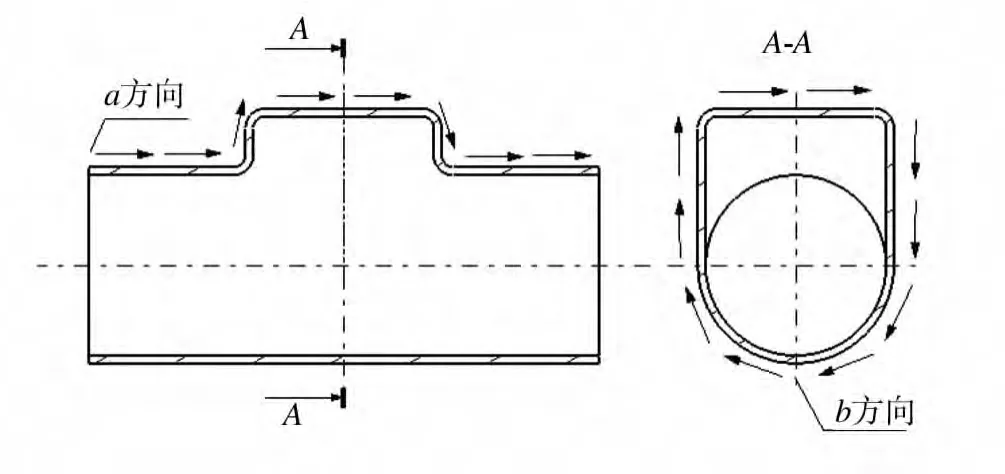
圖11 壁厚測量路徑Fig.11 The path of thickness measurement
如圖12所示分別是零件A,B,C壁厚沿a方向的模擬與實驗結果的分布規律,實驗結果為3組測量數據取的平均值。可以看出,零件A壁厚最薄的點位于支管頂部中心處,但是零件B和零件C壁厚最薄的點位于支管頂部圓角處,而且由于背壓沖頭的作用,支管頂部的壁厚相對均勻。零件A和零件B壁厚最厚的點位于支管和主管的過渡圓角處,零件C壁厚最厚的點位于主管端部。另外隨著支管直徑的減小,支管和主管的過渡圓角處的壁厚逐漸減小,主管端部的壁厚逐漸增大。模擬結果與實驗結果大體保持一致。
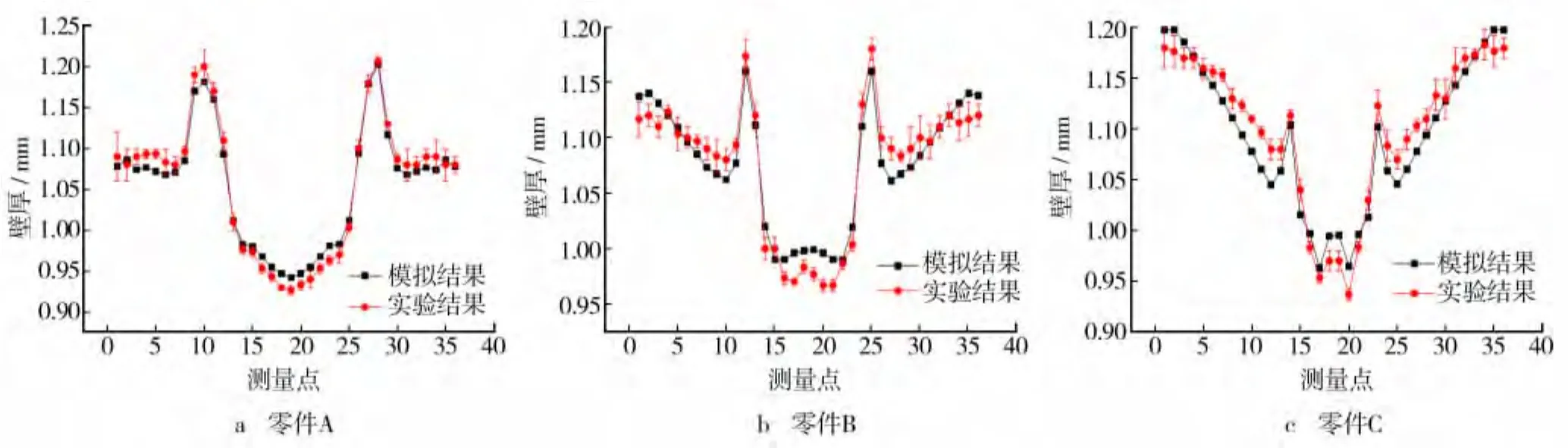
圖12 零件沿a方向的壁厚分布Fig.12 Thickness distribution of parts along direction a
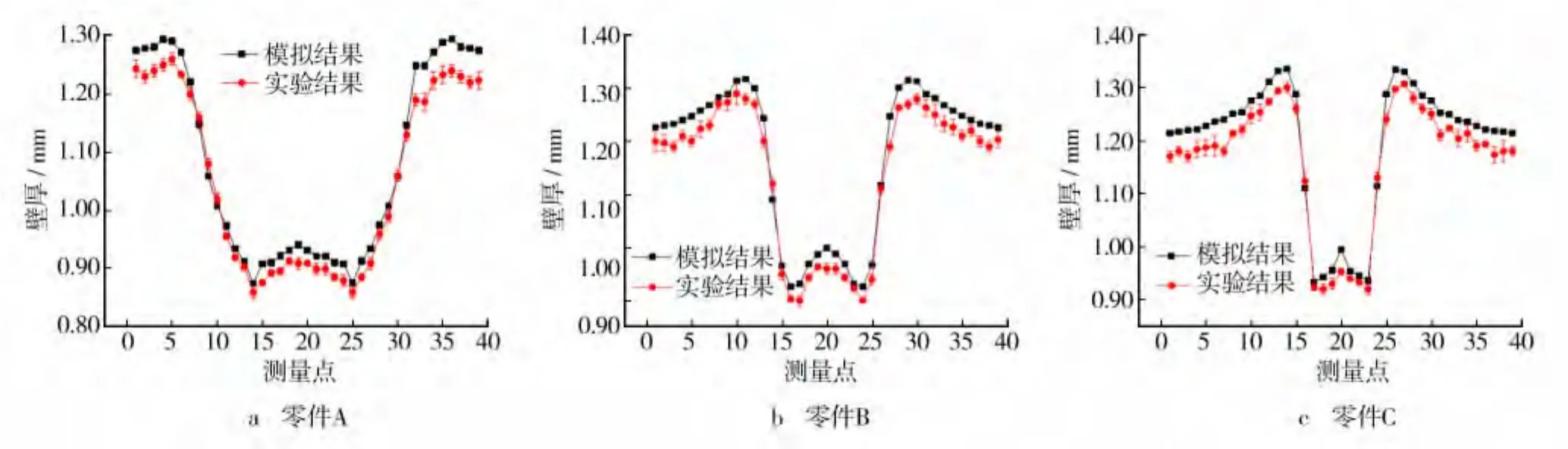
圖13 零件沿b方向的壁厚分布Fig.13 Thickness distribution of parts along direction b
如圖13所示分別是零件A,B,C壁厚沿b方向的模擬與實驗結果的分布規律,實驗結果為3組測量數據取的平均值。可以看出,零件A壁厚最薄的點位于支管圓角處,壁厚最厚的點基本上位于主管背部,兩者相距較遠,所以零件A的壁厚變化是較為平緩的。零件B壁厚最薄的點位于支管側壁處,壁厚最厚的點位于主管側壁處,其壁厚變化相對零件A較為劇烈。零件C壁厚最小的點同樣位于支管側壁處,壁厚最厚的點位于主管側壁靠上的位置,其壁厚變化是最為劇烈的。模擬結果與試驗結果大體保持一致。
3.3 補料量對T型三通管壁厚分布的影響
在T型管成形的第一階段,支管直徑越大,減薄率越大。這是因為支管直徑越大,膨脹量越多,在給定同樣的側推補料量的情況下,大支管直徑的T型三通管減薄率自然就比小支管直徑的大。為研究補料量對第一階段成形的影響,分別采用1,2,3,4,5 mm這5種補料量,如圖14所示。從圖14可以看出,隨著補料量的增大,零件A,B,C的最小壁厚均增大。對于零件A來說,一開始增加補料量對于減薄率影響較大,但補料量增加到一定程度后,再增加補料量的話,減薄率變化較小。對于零件B和零件C來說,雖然補料量增加,減薄率減小,但是增厚率同樣在大幅度增加。所以支管直徑較大的T型三通管,在第1階段盡可能增大補料量;支管直徑較小的T型三通管,在第1階段盡可能減小補料量,以防止過度推料發生起皺。在T型管成形的第2階段,繼續減薄的趨勢都不是很大,因此支管大小對于第2階段成形的減薄率影響不大。
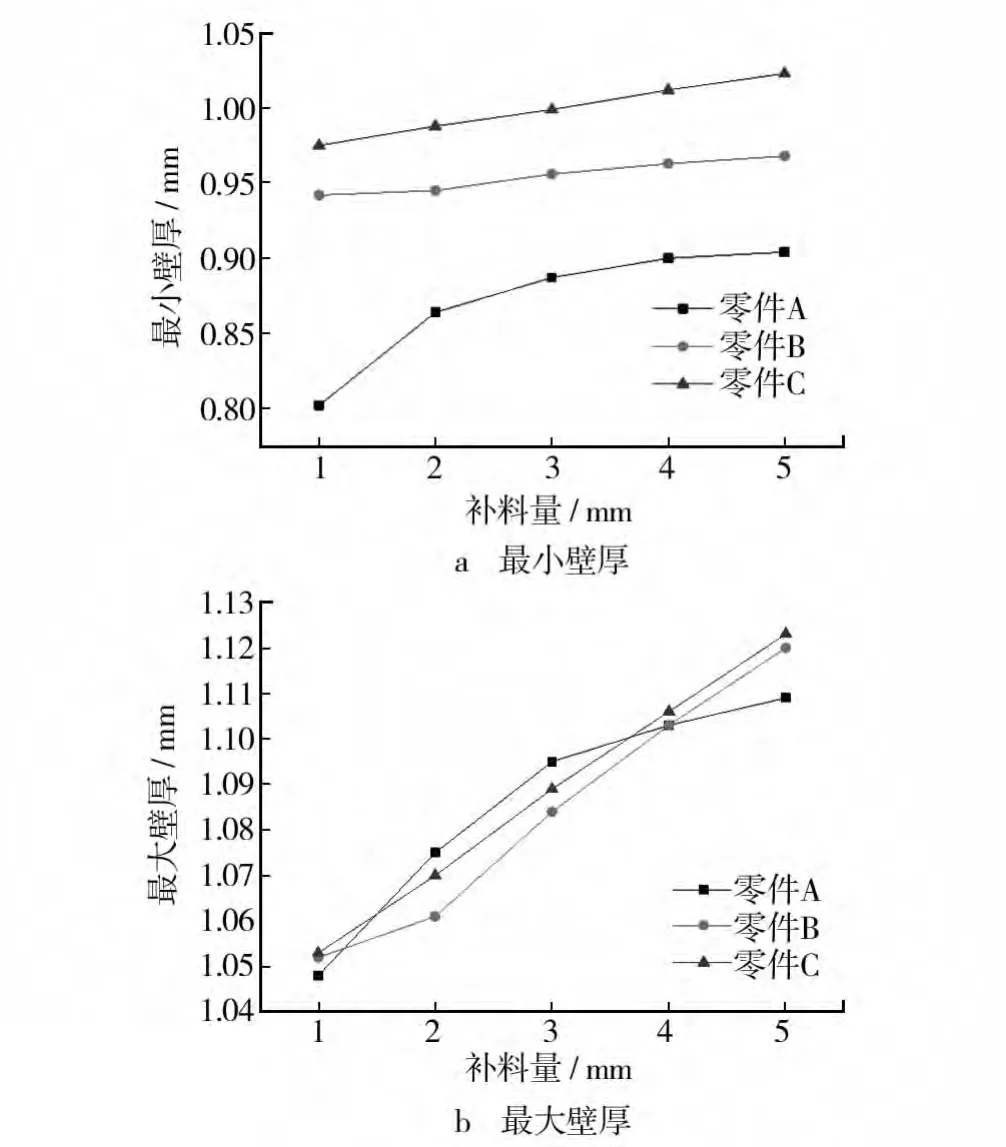
圖14 補料量對壁厚的影響Fig.14 Effect of axial feeding on wall thickness
4 結論
1)T型三通管成形過程中,由于背壓推頭的存在,支管頂部的壁厚減薄率較小,支管圓角及側壁區域的減薄率較大;整個主管區域以及主管和支管過渡圓角處的壁厚都將增厚,具體哪個部位的增厚率較大與支管直徑大小相關。
2)隨著支管直徑的減小,主管端部的壁厚增大,主管壁厚最厚處逐漸從主管背部轉移到主管側壁處,支管直徑越小,壁厚最厚處位置越靠上,同時其壁厚變化更加劇烈。所以在T型三通管的成形過程中,支管直徑越小,其起皺和破裂的風險越大。
3)T型三通管成形過程中第1階段的補料量對于最終成形的影響更大,支管直徑越大,應盡可能增加第一階段的補料量;支管直徑越小,在滿足減薄率的條件下需減少補料量,防止補料過多發生起皺現象。
[1]趙英,李衛民.基于Dynaform的三通管件液壓成形影響因素分析[J].遼寧工業大學學報(自然科學版),2010,30(5):323—326.ZHAO Ying,LI Wei-min.Analysis of Influence Factors on Hydroforming Three-way Tube Based on Dynaform[J].Journal of Liaoning University of Technology(Natural Science Edition),2010,30(5):323—326.
[2]郭亞明.T型三通管多向擠壓成形研究[D].太原:中北大學,2013.GUO Ya-ming.Study on Extrusion Technology with Multidirection Loading of T-shaped Tube[D].Taiyuan:North University of China,2013.
[3]翟江波.多通管液壓脹形工藝仿真及成形控制模式研究[D].西安:西北工業大學,2007.ZHAI Jiang-bo.Simulation of the Multi-tube Hydraulic Bulging and Study of Its Controlling Model[D].Xi'an:Northwestern Polytechnic University,2007.
[4]苑世劍,何祝斌,劉鋼,等.內高壓成形理論與技術的新進展[J].中國有色金屬學報,2011,21(10):2523—2533.YUAN Shi-jian,HE Zhu-bin,LIU Gang,et al.New Developments in Theory and Processes of Internal High Pressure Forming[J].The Chinese Journal of Nonferrous Metals,2011,21(10):2523—2533.
[5]ALTAN T.Formability and Design Issues in Tube Hydroforming[C]//International Conference on Hydroforming,1999:1—22.
[6]DOHMANN F,HARTL C.Hydroforming-a Method to Manufacture Light-weight Parts[J].Journal of Material Processing Technology,1996(60):669—676.
[7]VOLERSTERN F,PRANGE T,SANDER M.Hydroforming:Needs,Developments,and Perspective[C]//Proceedings of the 6th ICTP,1999:1197—1210.
[8]RIMKUS W,BAUER H,MIHSEIN M.J.A.Design of Loadcurve for Hydroforming Application[J].Journal of Materials Processing Technology,2000,108(1):97—105.
[9]LIN F C,KWAN C T.Application of Abdicative Network and FEM to Predict an Acceptable Product on T-shape Tube Hydroforming Process[J].Computers and Structures,2004,82:1189—1200.
[10]MANABE K,SUETAKE M,KOYAMA H,et al.Hydroforming Process Optimization of Aluminum Alloy Tube Using Intelligent Control Technique[J].International Journal of Machine Tools and Manufacture,2006,46:1207—1211.
[11]ABDESSALEM A Ben,PAGNACCO E,EL-HAMI A.Increasing the Stability of T-shape Tube Hydroforming Process under Stochastic Framework[J].The International Journal of Advanced Manufacturing Technology,2013,69:1343—1357.
[12]余心宏,翟江波,翟妮芝.三通管復合脹形加載路徑研究[J].機床與液壓,2007,35(12):71—73.YU Xin-hong,ZHAI Jiang-bo,ZHAI Ni-zhi.Research on Loading Path Applied in T-tube Compound Bulging[J].Machine Tool and Hydraulics,2007,35(12):71—73.
[13]宋學偉,吳永飛,沈傳亮,等.三通管內高壓成形載荷路徑試驗優化設計[J].吉林大學學報(工學版),2012,42:57—61.SONG Xue-wei,WU Yong-fei,SHEN Chuan-liang,et al.Test Optimum Design in Three-way Pipe Hydroforming Load Path Optimization[J].Journal of Jilin University(Engineering and Technology Edition),2012,42:57—61.
[14]TENG Bu-gang,LI Kai,YUAN Shi-jian.Optimization of Loading Path in Hydroforming T-shape Using Fuzzy Control Algorithm[J].The International Journal of Advanced Manufacturing Technology,2013,69:1079—1086.
[15]張冰.雙層T型薄壁三通管內高壓成形研究[D].哈爾濱:哈爾濱工業大學,2014.ZHANG Bing.Hydroforming of Bi-layered T-shape Thinwalled Tubes[D].Harbin:Harbin Institute of Technology,2014.