空心階梯軸溫?cái)D壓成形數(shù)值模擬
2015-09-26 12:35:02陶善虎
精密成形工程 2015年5期
陶善虎
(安徽合肥汽車鍛件有限公司,合肥 230009)
階梯軸是組成機(jī)器的支撐回轉(zhuǎn)及傳遞運(yùn)動(dòng)和動(dòng)力的重要零件,該零件對生產(chǎn)技術(shù)要求較高,成品件既要有較高的強(qiáng)度,又要有良好的韌性。傳統(tǒng)加工方法多采用多道次車削加鉆孔,不僅需要大型生產(chǎn)設(shè)備,而且加工道次多,材料利用率低,耗時(shí)較多;同時(shí)采用此類機(jī)械加工方法還會切斷材料的纖維流線,削弱零件的承載能力,使得材料性能無法達(dá)到預(yù)期的要求[1—8]。
溫?cái)D壓成形技術(shù)是近年來在冷擠壓塑性成形技術(shù)基礎(chǔ)上迅速發(fā)展起來的一種少無切屑塑性成形新工藝,又稱溫?zé)釘D壓。與冷、熱擠壓不同,溫?cái)D壓在擠壓之前就對毛坯進(jìn)行加熱,但其加熱溫度通常在室溫以上、完全再結(jié)晶溫度以下。目前,常見的溫?cái)D壓溫度范圍,黑色金屬200~850℃;奧氏體不銹鋼200~400℃;有色金屬鋁及鋁合金20~250℃;銅及銅合金20~350℃。在金屬塑性成形加工生產(chǎn)中,溫?cái)D壓成形技術(shù)既能解決各種材料的塑性成形問題,又能滿足復(fù)雜形狀零件的充填問題,并且鍛件的氧化、脫碳顯著減輕,易于保證鍛件的表面質(zhì)量,尺寸精度高。近年來,各產(chǎn)業(yè)部門都十分關(guān)注這項(xiàng)技術(shù)的應(yīng)用[9—15]。
綜合成形考慮成形力、成形載荷、鍛件質(zhì)量及模具壽命等多方面因素,文中借助Deform-3D有限元軟件對空心階梯軸溫?cái)D壓成性工藝進(jìn)行數(shù)值模擬,以驗(yàn)證工藝方案的可行性。
1 工藝分析
該類空心階梯軸零件如圖1所示。零件內(nèi)部存在直徑不一的圓柱型空心階梯,由于該件內(nèi)部階梯窄而長,在其細(xì)窄端空心部分尺寸為 φ9.3 mm×39 mm,長徑比過大,所以直接擠壓成形可能會導(dǎo)致成形載荷較大,且采用直接擠壓的方式,沖頭受力狀態(tài)惡劣,產(chǎn)生的壁厚誤差大,精度難以控制,同時(shí)對于沖頭的要求也相當(dāng)之高,極易導(dǎo)致沖頭損壞。因此在細(xì)窄端的通孔不在擠壓時(shí)擠出,而是在后期機(jī)加工中車削成形。同時(shí)為減少對沖頭的損傷,采用2道次擠壓成形工藝,分別擠出φ24 mm的階梯及φ15.2 mm的階梯孔。
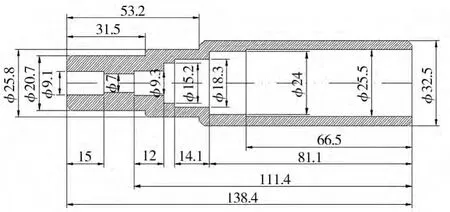
圖1 空心階梯軸零件示意圖Fig.1 Sketch map of Hollow Stepped Shaft
2 有限元模型的建立
空心階梯軸溫?cái)D壓成形有限元模型如圖2所示。結(jié)合成形過程中結(jié)構(gòu)和載荷的對稱性,為提高模擬效率,減少計(jì)算時(shí)間,只對空心階梯軸溫?cái)D壓的1/2模型進(jìn)行模擬工作,利用Deform-3D軟件進(jìn)行有限元分析。坯料為塑性體,材料選用20CrMo,根據(jù)UG計(jì)算得空心階梯軸體積為47571 mm3,根據(jù)零件的尺寸特征及體積不變原理,選用坯料尺寸為φ25.8 mm×101 mm的棒料,成形溫度為450℃,摩擦因子為0.25,模具為剛性體。圖3為一道次所用沖頭示意圖,圖4為二道次所用沖頭示意圖。采用油壓機(jī)成形,擠壓過程中,先用沖頭一以2 mm/s的速度向下擠壓81.1 mm,再利用沖頭二以相同的速度向下進(jìn)給18.3 mm擠壓坯料,完成擠壓件的成形。
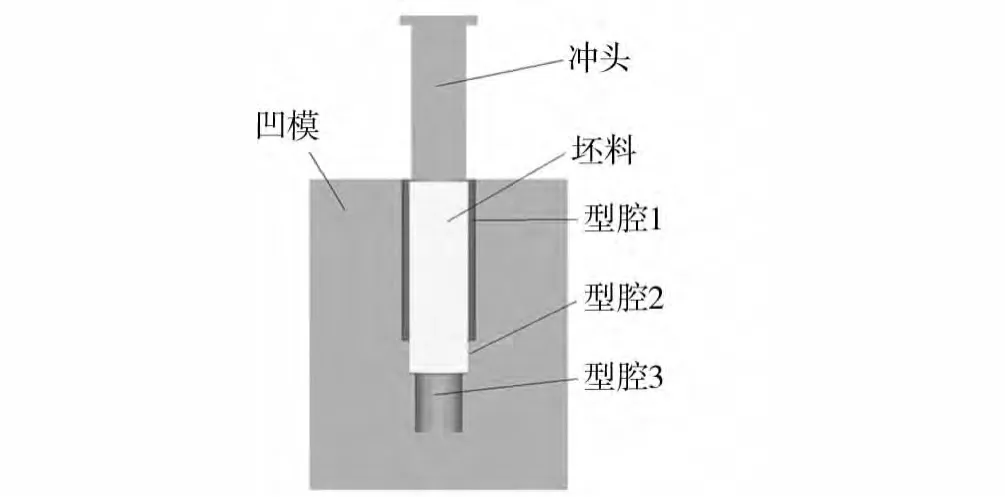
圖2 有限元模型Fig.2 Finite element model

圖3 一道次沖頭Fig.3 Top die of 1st pass

圖4 二道次沖頭Fig.4 Top die of 2nd pass
3 溫?cái)D壓數(shù)值模擬結(jié)果分析
空心階梯軸溫?cái)D壓成形的最終鍛件如圖5所示。從圖5可以看出,該鍛件各部分充填良好,沒有折疊。鍛件的壁厚均勻,金屬變形均勻,且各部分尺寸較為精確,符合要求。
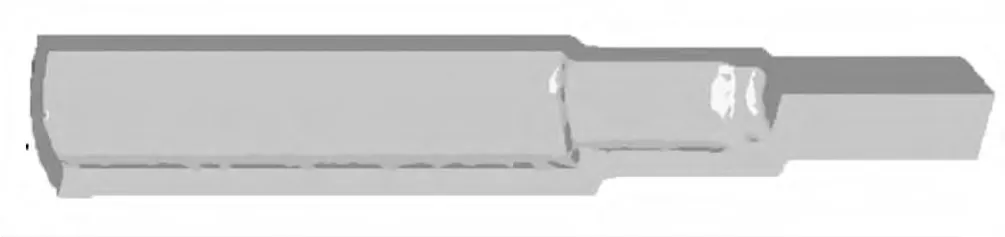
圖5 最終鍛件Fig.5 Sketch map of the final forging
3.1 第一道次模擬結(jié)果分析
3.1.1 第一道次等效應(yīng)變
第一道次各階段鍛件等效應(yīng)變分布如圖6所示。由圖6可知,鍛件的應(yīng)變呈對稱分布。當(dāng)壓下量為25%時(shí),由圖6a可以看出變形主要集中在坯料上端,此部分金屬在沖頭及凹模桶的作用下發(fā)生鐓粗變形,此時(shí)變形量較小,所以該階段等效應(yīng)變也較小。
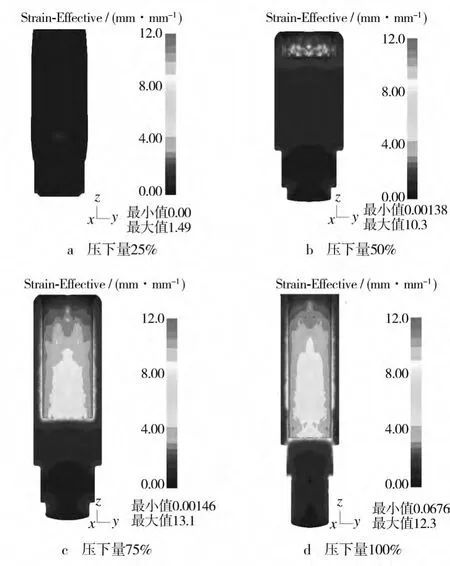
圖6 等效應(yīng)變分布圖(第一道次)Fig.6 Distribution of the equivalent strain(1st pass)
當(dāng)下壓量為50%時(shí),由圖6b可以看出,上端金屬在凹模內(nèi)受到?jīng)_頭的作用產(chǎn)生反擠,充填沖頭與凹模的間隙,而下端的金屬發(fā)生正擠,充填凹模型腔。隨著沖頭繼續(xù)下行擠壓坯料,上端金屬由于不斷反擠,等效應(yīng)變逐漸積累,變形量大,因此鍛件上端等效應(yīng)變較大,而鍛件下端發(fā)生塑性變形,等效應(yīng)變的積累量較小,所以等效應(yīng)變較小。
當(dāng)下壓量為75%時(shí),由圖6c可以看出,反擠開始一段時(shí)間后,隨著鍛件與模具的接觸面積增加,摩擦力增大,金屬變形困難,此時(shí)反擠很難繼續(xù)進(jìn)行,對比圖6d可知,此階段上端金屬的等效應(yīng)變變化不大,近似剛性平移;而下端金屬的等效應(yīng)變增加較為明顯,可知此階段金屬的變形主要為下端金屬的正擠壓充填型腔過程。壓下量為100%的結(jié)果如圖6d所示,等效應(yīng)變分布較為均勻,鍛件的充填效果較好,最大應(yīng)變?yōu)?12.3。
3.1.2 第一道次速度場
第一道次各階段鍛件速度場分布如圖7所示。壓下量為25%的結(jié)果如圖7a所示,坯料在沖頭的作用下產(chǎn)生塑性變形,金屬主要沿著沖頭運(yùn)動(dòng)方向移動(dòng),此時(shí)下端金屬受到凹模型腔的限制,速度較小,變形主要為上端金屬的鐓粗變形充填型腔,此時(shí)可以發(fā)現(xiàn)在坯料上端產(chǎn)生橫向流動(dòng)的金屬。
壓下量50%和75%時(shí),此階段上端金屬在沖頭的作用下發(fā)生反擠,上端金屬反擠流動(dòng)速度較快,底端金屬正擠充填型腔較慢,與沖頭接觸部分金屬發(fā)生橫向流動(dòng)以保證反擠的進(jìn)行,此階段鍛件以反擠充填型腔一為主。
壓下量為100%的結(jié)果如圖7d所示,由圖7d可知,由于頂端金屬反擠后與模具的接觸面積增大,導(dǎo)致兩者之間的摩擦力迅速增大,反擠金屬流動(dòng)速度降低,近似剛性平移,底端金屬流動(dòng)速度增加,發(fā)生正擠壓變形,快速充填型腔,此階段在凹模型腔的拐角處存在金屬流動(dòng)死區(qū),金屬以正擠充填型腔三為主。
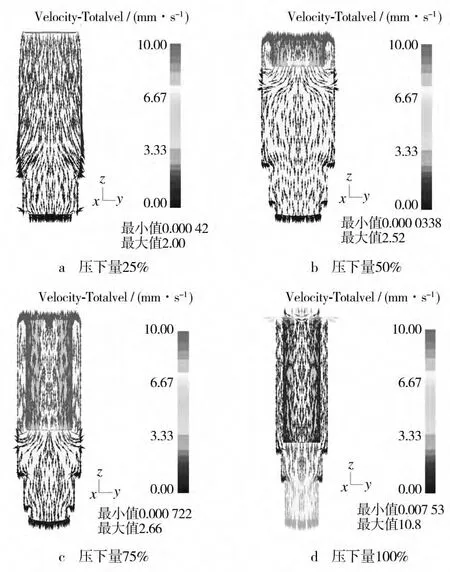
圖7 流動(dòng)速度分布(第一道次)Fig.7 Velocity profile(1st pass)
3.1.3 第一道次成形載荷分析
第一道次擠壓成形的載荷-行程曲線如圖8所示,由圖8可知該鍛件第一道次成形可分為5個(gè)階段:OA段,沖頭在接觸坯料的極短時(shí)間內(nèi),載荷快速升高直至坯料發(fā)生塑性變形;AB段,當(dāng)金屬開始進(jìn)入鐓粗成形階段時(shí),載荷平穩(wěn)緩慢上升;BC段,當(dāng)上端金屬在沖頭一的作用下開始反擠充填型腔一時(shí),由于反擠變形的特點(diǎn),沖頭載荷迅速上升,最大載荷達(dá)到56 t。CD段,此階段為正反復(fù)合擠階段,上端金屬的反擠變形與下端金屬的正擠變形同時(shí)發(fā)生,此階段載荷保持平穩(wěn);當(dāng)?shù)竭_(dá)D點(diǎn)后,由于上端金屬反擠困難,變形主要為下端金屬正擠壓充填填型腔三,由于正擠所需載荷小于反擠所需載荷,所以存在載荷緩慢下降的趨勢,最終載荷是35 t。
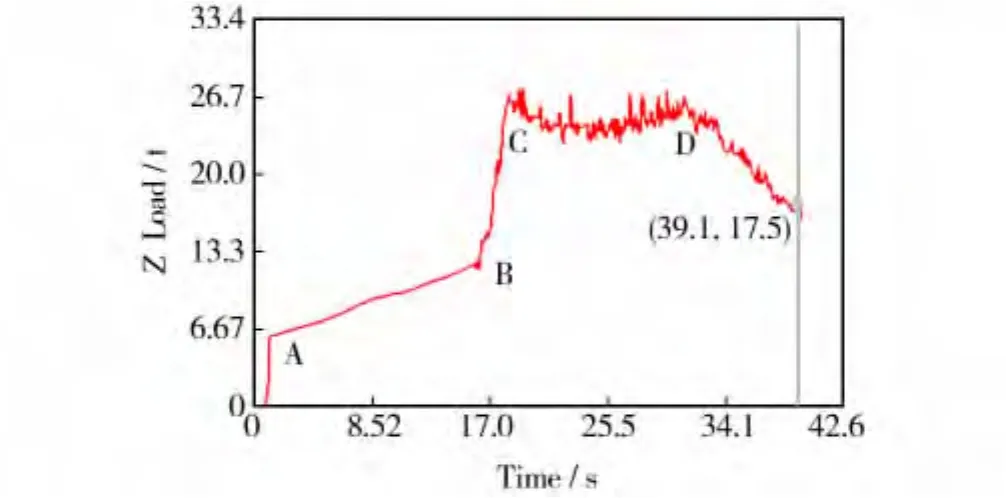
圖8 載荷-行程曲線(第一道次)Fig.8 Load-stroke curve(1st pass)
3.2 第二道次模擬結(jié)果分析
3.2.1 第二道次等效應(yīng)變
第二道次各階段鍛件等效應(yīng)變分布如圖9所示,由圖9可知,零件的應(yīng)變呈對稱分布,在金屬與沖頭接觸部分及凹模型腔圓角處,等效應(yīng)變最大。由于第二道次擠壓成形時(shí),上端金屬不產(chǎn)生塑性變形,近似剛性平移,所以此部分等效應(yīng)變變化不大,變形主要集中在鍛件內(nèi)部空心腔的成形,由于該部分變形量大,所以等效應(yīng)變大,最大等效應(yīng)變?yōu)?.1。
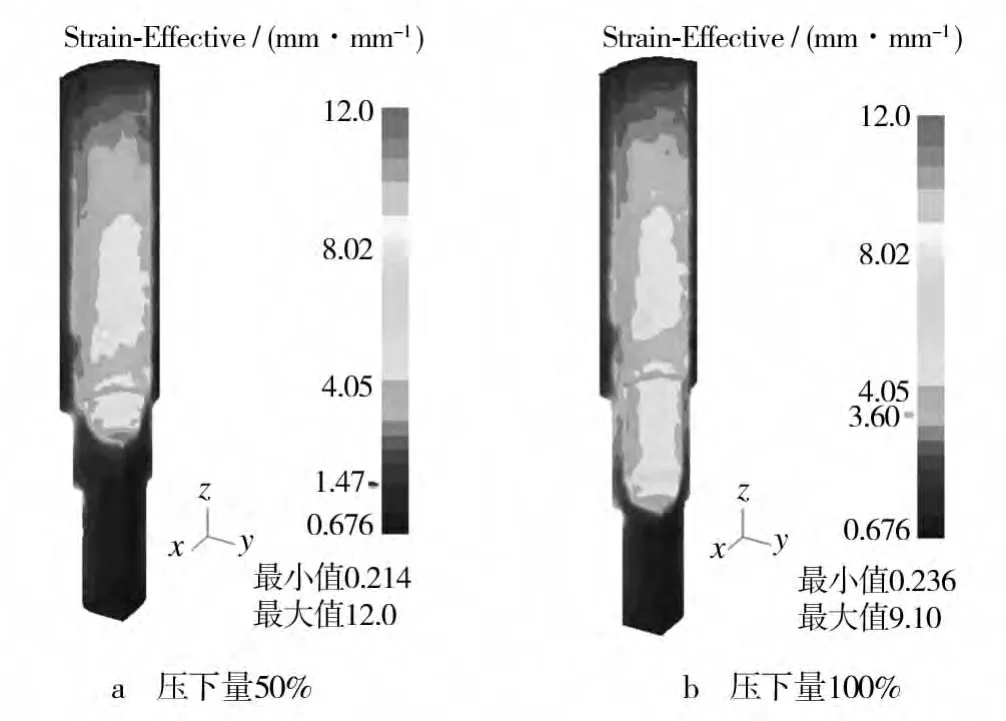
圖9 等效應(yīng)變分布(第二道次)Fig.9 Distribution of the equivalent strain(2nd pass)
3.2.2 第二道次速度場
第二道次成形過程中鍛件金屬流動(dòng)速度分布如圖10所示。壓下量為50%時(shí),如圖10a所示沖頭主要對鍛件進(jìn)行正擠,底端金屬質(zhì)點(diǎn)流動(dòng)速度較快,頂部金屬質(zhì)點(diǎn)速度較慢,金屬以正擠充填型腔三為主。
壓下量為100%時(shí),如圖10b所示由于底端金屬充填滿型腔三,所以底部金屬質(zhì)點(diǎn)速度近乎為0,此階段變形主要集中在鍛件中部的成形,而上端金屬主要為剛性平移。
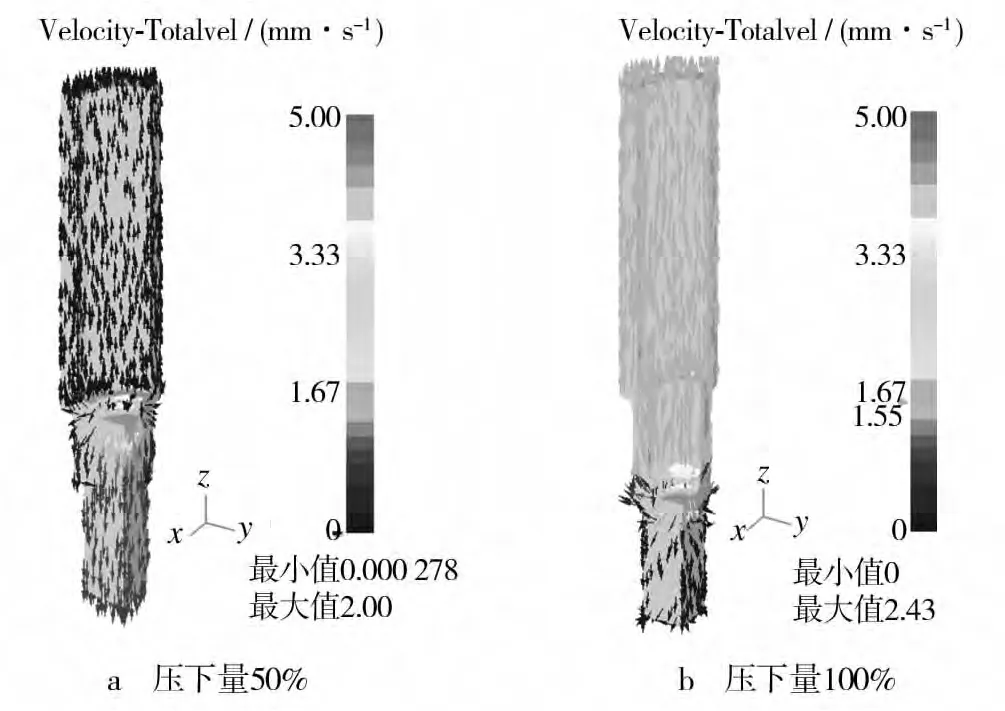
圖10 流動(dòng)速度分布(第二道次)Fig.10 Velocity profile(2nd pass)
3.2.3 第二道次成形載荷分析
第二道次成形載荷-行程曲線如圖11所示。曲線分為3個(gè)階段:AB段,金屬主要發(fā)生正擠壓充填型腔三過程,載荷平穩(wěn),約為34 t。BC段,此階段隨著坯料和凹模的接觸點(diǎn)增加,為充填滿型腔三,載荷迅速上升,直至充填完畢。C點(diǎn)以后,鍛件變形主要集中在中間型腔的成形,上端已變形金屬僅發(fā)生剛性平移,載荷相對平穩(wěn),最大載荷為56 t。
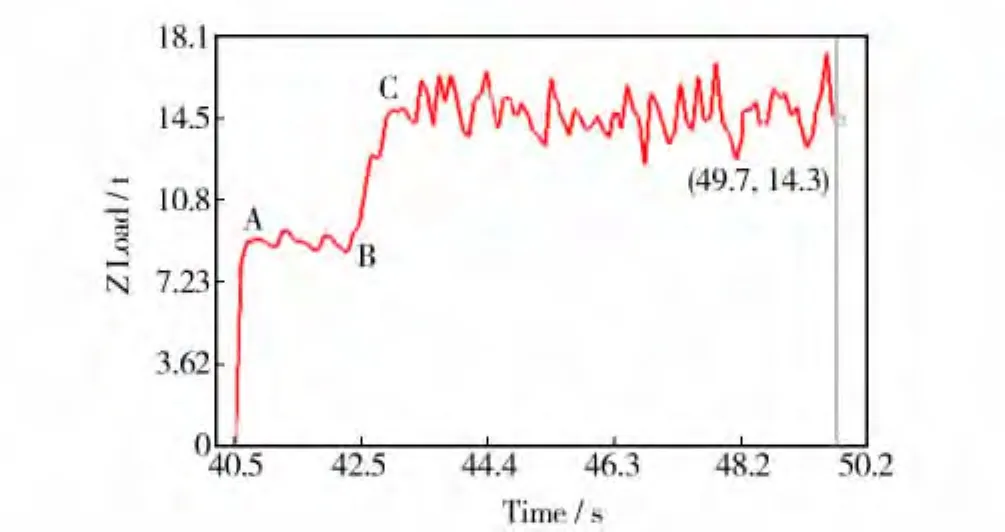
圖11 載荷-行程曲線(第二道次)Fig.11 Load-stroke curve(2nd pass)
4 結(jié)語
1)通過對空心階梯軸零件的分析,采用溫?cái)D壓成形工藝,避免了利用一般車削加工方法材料利用率低、成本高的缺陷。
2)考慮到空心階梯軸內(nèi)部窄而長的通孔結(jié)構(gòu),設(shè)計(jì)兩道次成形工藝,既降低了成形載荷,又可以有效地保護(hù)沖頭,提高模具壽命,零件成形效果好。
[1]龔貴春.基于DEFORM-3D研究楔橫軋軋制鋁合金空心軸類件的成形規(guī)律[D].鎮(zhèn)江:江蘇大學(xué),2010.GONG Gui-chun.Research the Deformation Law of Aluminum Hollow Shaft Parts by Cross Wedge Rolling Based on Deform-3D[D].Zhenjiang:Jiangsu University,2010.
[2]陳文.多臺階軸類零件冷擠壓成形方法研究[D].重慶:重慶理工大學(xué),2014.CHEN Wen.Research on the Process of Multi-step Shaft Cold Extruding[D].Chongqing:Chongqing University of Technology,2014.
[3]李洪洋,苑世劍,王小松,等.初始內(nèi)壓對內(nèi)高壓成形階梯軸影響的實(shí)驗(yàn)研究[J].材料科學(xué)與工藝,2005,13(2):143—145.LI HONG-yang,YUAN Shi-jian,WANG Xiao-song,et al.Experimental Investigation of Initial Internal Pressure on Hydroforming Multi-stepped Shaft[J].Materials Science &Technology,2005,13(2):143—145.
[4]陽鑫,袁玉紅,楊寧,等.階梯軸擠壓工藝設(shè)計(jì)及數(shù)值模擬[J].貴州大學(xué)學(xué)報(bào),2013,30(6):57—60.YANG Xin,YUAN Yu-hong,YANG Ning,et al.Extrusion Technology Design and Numerical Simulation of Stepped Shaft[J].Journal of Guizhou University,2013,30(6):57—60.
[5]周鶴,徐春國,任廣升,等.空心軸類零件柔性軋擠復(fù)合成形機(jī)理的模擬分析[J].鍛壓技術(shù),2012,37(3):44—47.ZHOU He,XU Chun-guo,REN Guang-sheng,et al.Numerical Simulation Analysis of Compound Forming Mechanism of Flexible Rolling and Extrusion Hollow Shaft Parts[J].Forging & Stamping Technology,2012,37(3):44—47.
[6]王連東,梁晨,王金寶,等.上平下V形砧鍛造階梯軸關(guān)鍵技術(shù)的研究[J].中國機(jī)械工程,2010,21(23):2872—2876.WANG Lian-dong,LIANG Chen,WANG Jin-bao,et al.Research on Key Technologies for Forging Stepping Shaft between Upper Flat and Lower V-shaped Anvil[J].China Mechanical Engineering,2010,21(23):2872—2876.
[7]趙升噸,李泳嶧,劉辰.復(fù)雜型面軸類件高效高性能精密輥軋成形工藝及裝備探討[J].精密成形工程,2014,6(5):1—8.ZHAO Sheng-dun,LI Yong-yi,LIU Chen.Discussion on the High-efficiency High-performance Precise Rolling Forming Process and Equipment of Shaft Parts with Complex Shape[J].Journal of Netshape Forming Engineering,2014,6(5):1—8.
[8]王青成.一種小型細(xì)長階梯軸的制造工藝[J].裝備制造技術(shù),2010(12):86—87.WANG Qing-cheng.Manufacturing Technology of Thin-Wall Parts[J].Equipment Manufacturing Technology,2010(12):86—87.
[9]洪慎章.溫?cái)D壓工藝的應(yīng)用[J].模具技術(shù),2004(4):43—45.HONG Shen-zhang.Warm Extrusion Process Applications[J].Mould Industry,2004(4):43—45.
[10]孫鋒.溫?cái)D壓技術(shù)在鋁合金殼體類零件成形上的應(yīng)用[J].新技術(shù)新工藝,2007(2):21—23.SUN Feng.Technology in the Aluminum Alloy Shell Warm Extrusion Molding Parts[J].New Technology & New Process,2007(2):21—23.
[11]毛澤,鄭文明,張寶紅,等.某鋁合金圓錐形殼體的溫?cái)D壓成型工藝[J].金屬鑄鍛焊技術(shù),2011,40(21):83—84.MAO Ze,ZHENG Wen-ming,ZHANG Bao-hong,et al.Warm Extrusion ProcessforAluminum AlloyConical Shaped shell[J].Casting Forging Welding,2011,40(21):83—84.
[12]晏爽,李普,潘秀秀,等.精密鍛造成形技術(shù)的應(yīng)用及發(fā)展[J].熱加工工藝,2013,42(15):9—12.YAN Shuang,LI Pu,PAN Xiu-xiu,et al.Application and Development of Precision Forging Technology[J].Hot Working Technology,2013,42(15):9—15.
[13]KIM H,YAMANAKA M.FE Simulation as a Must Tool in Cold/Warm Forging Process and Tool Design[J].Journal of Materials Processing Technology,2000,98(2):143—149.
[14]劉金昌,王秋妹,郭慶元,等.小體積毛坯的過溫?cái)D壓工藝[J].精密成形工程,2014,6(6):137—139.LIU Jin-chang,WANG Qiu-mei,GUO Qing-yuan,et al.O-ver-temperature Extrusion Process of Small-volume Blank[J].Journal of Netshape Forming Engineering,2014,6(6):137—139.
[15]楊宏芳.溫?cái)D壓工藝及其應(yīng)用[J].工藝與工藝裝備,2001(9):39—40.YANG Hong-fang.Warm Extruding Technique and Application[J].Technology and Process Equipment,2001(9):39—40.
猜你喜歡
核科學(xué)與工程(2021年4期)2022-01-12 06:30:26
今日農(nóng)業(yè)(2020年19期)2020-12-14 14:16:52
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
中學(xué)物理·高中(2016年12期)2017-04-22 11:53:03
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39