大拉深比薄壁筒形件充液成形過程數值模擬
2015-09-26 12:34:58張泉達郎利輝孔德帥王耀李奎
精密成形工程 2015年5期
張泉達,郎利輝,孔德帥,王耀,李奎
(北京航空航天大學機械工程及自動化學院,北京 100191)
近年來,我國航空、航天、汽車、化工等行業迅速發展,因為工作環境的多樣化,對一些形狀復雜、功能多、壁厚較薄的零件提出了更高的成形要求。為了解決大拉深比薄壁零件利用傳統沖壓方法很難成形,需要進行多道次拉深和中間退火,使得制件表面質量差、廢品率高等問題[1—4],近幾十年里,液壓機械拉深、周向液壓充液拉深、充液拉深、熱態介質充液拉深和液體凸模主動拉深等技術得到了迅速發展[5—13]。其中板材充液成形技術由于具有拉深比高、成形零件的表面質量好和形狀凍結性好、模具簡單等優點,受到了各個領域的重視[14]。充液成形工藝是一種利用液態的水、油、粘性介質作為傳力介質,代替剛性凸模或凹模,使坯料在傳力介質的壓力作用下按照預先設計的輪廓發生塑性變形,從而成形出所需零件的先進成形方法[15—16]。
在充液成形工藝的應用方面,哈爾濱理工大學的李官對徑向加壓液壓拉深過程進行了數值模擬,獲得了拉深比為3.1的筒形件,成形零件壁厚分布均勻[3];北京航空航天大學的郎利輝采用機械液壓拉深(hydromechanical deep drawing)方法,從數值模擬與試驗驗證的角度出發,得到了拉深比為3.11的筒形件。文中利用有限元方法對大拉深比的薄壁筒形件進行多道次數值模擬,并分析了關鍵工藝參數,例如初始反脹高度對零件的壁厚影響規律。
1 板材充液成形工藝
1.1 傳統沖壓過程與充液成形方法對比
傳統沖壓過程與板材充液成形過程如圖1所示。充液拉深(Hydrodynamic deep drawing)是被動式的典型代表,該技術在凹模中充以液體當作液室,當凸模下行時,通過液室壓力閥調整液室壓力從而將毛坯緊緊地貼在凸模上,形成“摩擦保持”并使液體在凹模與毛坯板料下表面之間產生流體潤滑,減小板料與凹模之間的摩擦,從而可以得到高精度的零件,減少傳統拉深時板料局部缺陷的生成,極大地提高了板料的成形極限(比普通拉深成形極限提高 1.2~1.4倍)[14,17]。傳統沖壓工藝因為在拉深過程中,傳力區處于懸空狀態,受到零件已成形部分的拉力作用從而承受很大的軸向拉應力,容易出現破裂;同時法蘭區在切向應力的作用下壁厚增加容易起皺,從而限制了零件的成形極限。
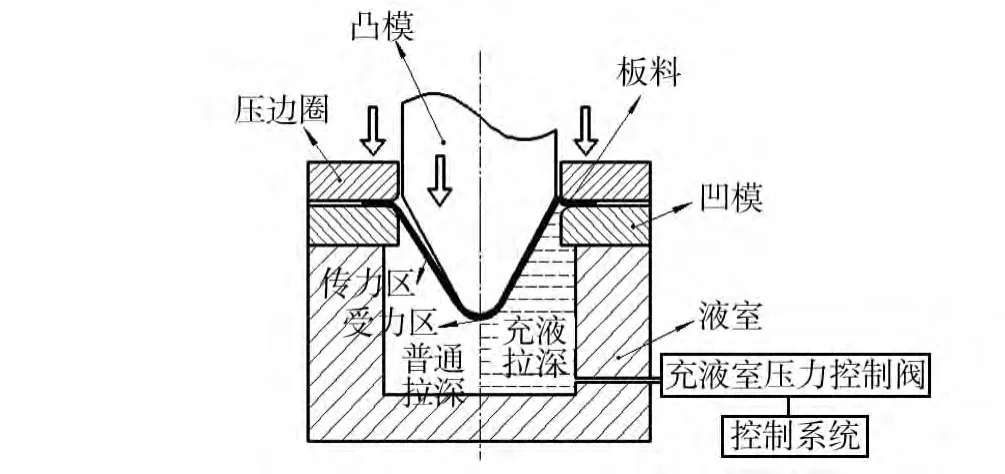
圖1 傳統沖壓工藝與充液成形工藝的對比Fig.1 Comparison of the traditional deep drawing process with the hydroforming process
1.2 初始反脹
充液成形之前,凸模在板料以上一定位置靜止不動,液室內充入較小壓力的液體,在液體的壓力作用下板料向上抬起與凸模接觸,這樣板料形成初始反脹高度實現聚料,可以有效減小板料在拉深過程的變薄,過程原理如圖2所示。初始反脹高度過小,聚料效果不明顯,抑制減薄不明顯;初始反脹高度過大,板料形成兩次折彎,彎矩較大,產生的變形也較大,板料在拉深過程中容易發生斷裂。因此,尋找合適的初始反脹高度是急需解決的任務。
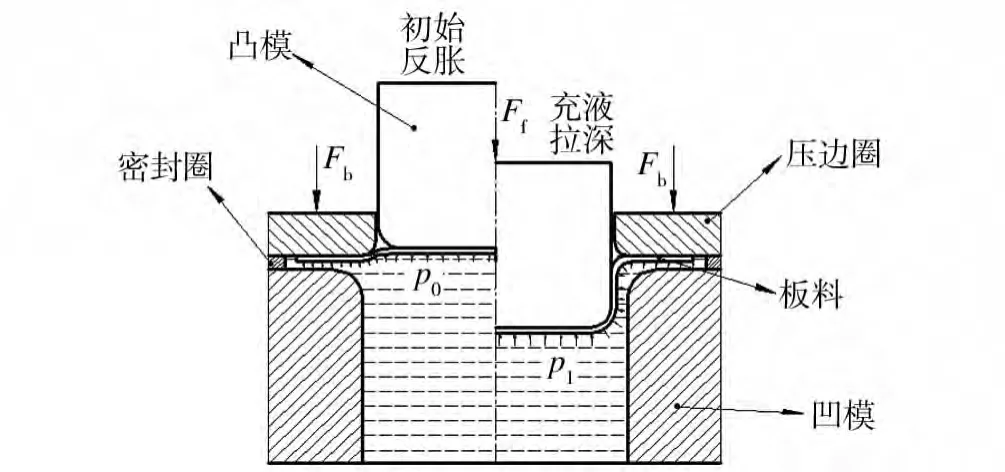
圖2 初始反脹過程Fig.2 Initial inverse bulging process
2 工藝分析與方案設計
2.1 坯料尺寸的確定
最后筒形件的高度為250 mm,外徑為116 mm,圓底圓角半徑為8 mm,壁厚為0.5 mm。為此選擇壁厚為0.5 mm的圓形板料。根據表面積不變原理,利用式(1)計算圓形坯料的半徑R。

解得R=180 mm,加上修邊余量,最后確定圓形坯料的半徑為186 mm。
2.2 拉深次數的確定
冷沖壓拉深系數公式為:

式中:D為平面毛坯直徑,d為拉深后的圓筒直徑。
拉深比K計算公式為:

帶入數值計算得拉深系數 m=0.31,K=3.23。為了減少拉深次數,希望采用小的拉深系數(大的拉深比)。根據力學分析可知,拉深系數過小,將會在危險斷面產生破裂,因此,要保證拉深順利進行,每次拉深系數應大于極限拉深次數。
若m≥m1,則可一次拉深成形。若m<m1,則需要的拉深次數n為:

根據極限拉深系數(見表1)和式(4)可知,如果采用傳統冷沖壓工藝成形該薄壁筒形件,至少需要5個拉深道次。
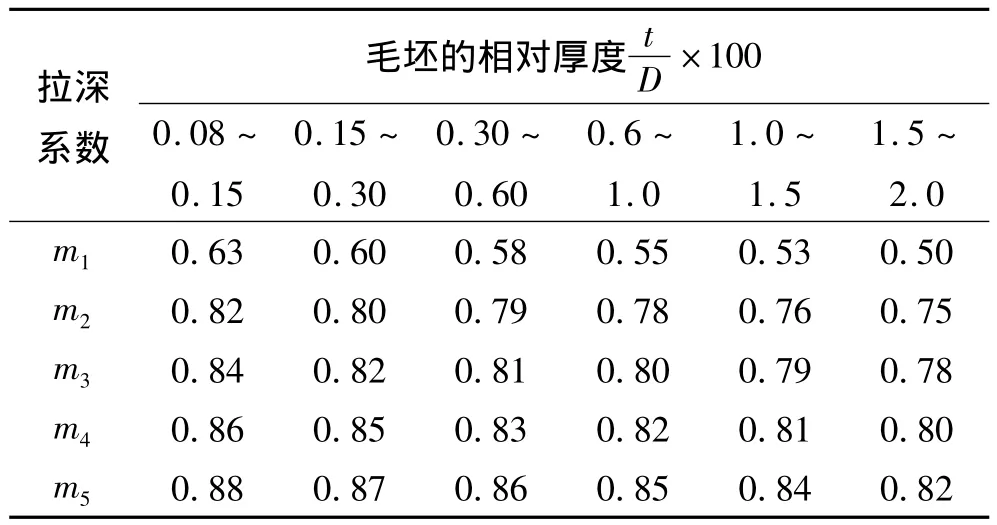
表1 極限拉深系數Table1 The limit drawing coefficient
采用充液成形方法,只需要3步。第1步拉深筒形件的外半徑為112 mm;第2步拉深筒形件的外半徑為85 mm;第3步最終成形外半徑為58 mm的筒形件,如圖3所示。
2.3 實驗材料
實驗材料選為不銹鋼321,因為該材料塑性比較好,可以產生大的塑性變形。通過單拉實驗可以獲得該材料的基本力學參數,不銹鋼321基本力學性能測試結果如下:屈服強度為240 MPa,抗拉強度為590 MPa,厚向異性指數r為1.0767,應變強化系數K為1210.975,應變強化指數 n 為0.4233。
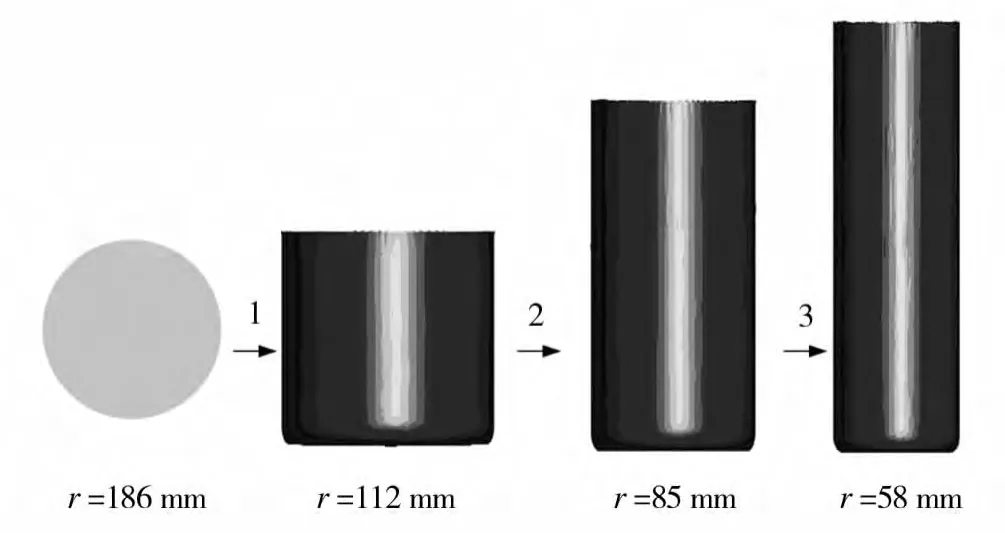
圖3 三步充液成形流程Fig.3 Flowchart of the three-step hydroforming process
3 有限元模型的建立
利用板材成形專用軟件Dynaform對該充液成形過程進行數值模擬,3個工步的有限元模型見圖4所示。
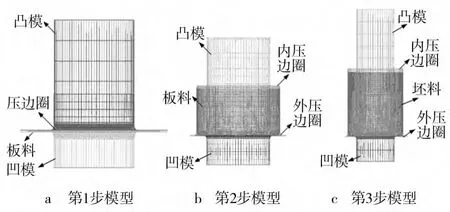
圖4 有限元模型Fig.4 Finite element models
板材坯料劃分網格時采用的是4節點BT殼單元,凸模、凹模和壓邊圈為剛體,劃分網格采用4節點網格單元。在成形模擬過程中,設置凸模與板料之間的摩擦因數為0.15,壓邊圈與板料之間的摩擦因數為0.1,凹模與板料之間的摩擦因數為0.05。凸模與凹模間隙為1.1倍的板厚,凸模與壓邊圈間隙為1.2倍的板厚,板料初始脹形高度為3.75 mm。
4 數值模擬及參數優化分析
4.1 三步充液成形法數值模擬分析
第一步成形后的制件應力分布與厚度分布情況決定著后續的成形過程以及最終零件的質量,因此經過參數優化過程,選擇液室的加載曲線如圖5所示。初始反脹高度為3.75 mm,反脹壓力為2 MPa。
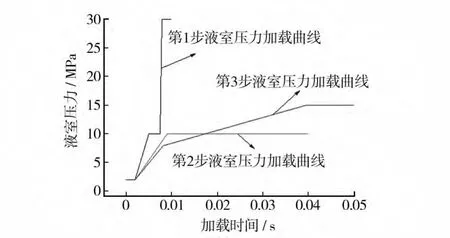
圖5 液室壓力加載曲線Fig.5 Curve of pressure loading
經過3個步驟的充液拉深后,每一步的FLD如圖6所示,每一步的零件壁厚分布如圖7所示。
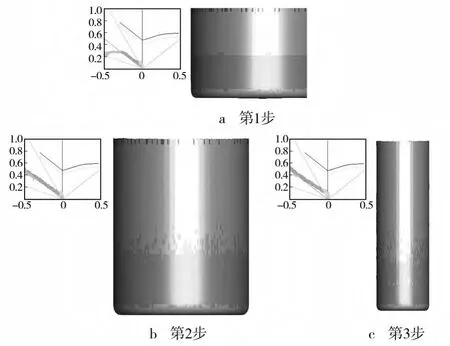
圖6 FLDFig.6 Forming limit diagram
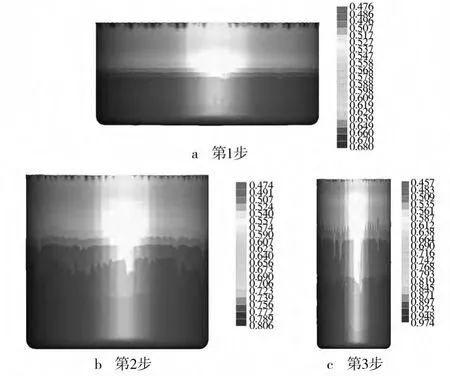
圖7 板材厚度分布(mm)Fig.7 Wall thickness distribution
為了研究每一步成形結束時的零件壁厚分布情況,從筒形件底部中心沿半徑方向向筒口端部取點,測量零件壁厚值。因為筒形件為軸對稱件,所以取點情況如圖8所示。根據這些點的值繪制壁厚分布曲線,如圖9所示。
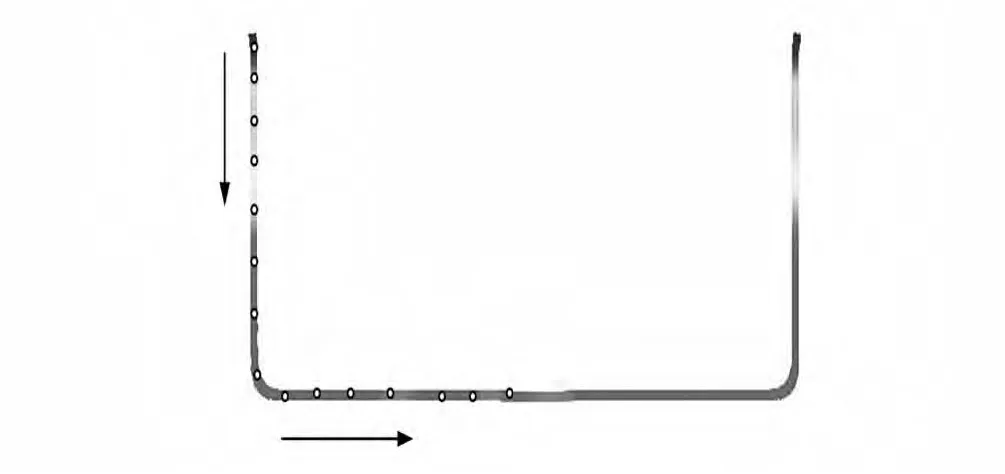
圖8 測量節點沿徑向的分布Fig.8 Distribution of the measurement points along radial direction
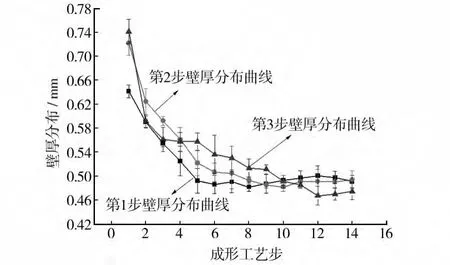
圖9 壁厚沿徑向的分布曲線Fig.9 Distribution curve of wall thickness along radical direction
通過圖8和圖9可以看出,每一步成形結束時,沿著筒形件的母線路徑上,零件的壁厚分布比較均勻。第1步成形結束時,壁厚最大處與最小處的差值為0.164 mm;第2步結束時,壁厚最大處與最小處的差值為0.245 mm;第3步結束時,壁厚最大處與最小處的差值為0.275 mm。第1步與第2步成形后的零件雖然壁厚發生減薄,但是坯料在凸模的作用下,被拉進凹模的過程中,由于液體的“摩擦保持”與“流體潤滑”效果,使得坯料與凸模之間的摩擦加強,減少了相對滑動,從而受力區與傳力區過渡處的拉應力減小,限制了板料的進一步減薄。每一步成形結束時的最大減薄率如圖10所示。
從圖10中可以看出,每一步成形后的壁厚最大減薄率都沒有超過7%,每一步結束時的壁厚累積最大減薄率也沒有超過8%,說明成形的零件滿足強度要求。從圖10可以看出,第二步成形結束時的壁厚最大減薄率和壁厚累積最大減薄率都是最小的,這是因為第二步采取了一個較小的拉深比。
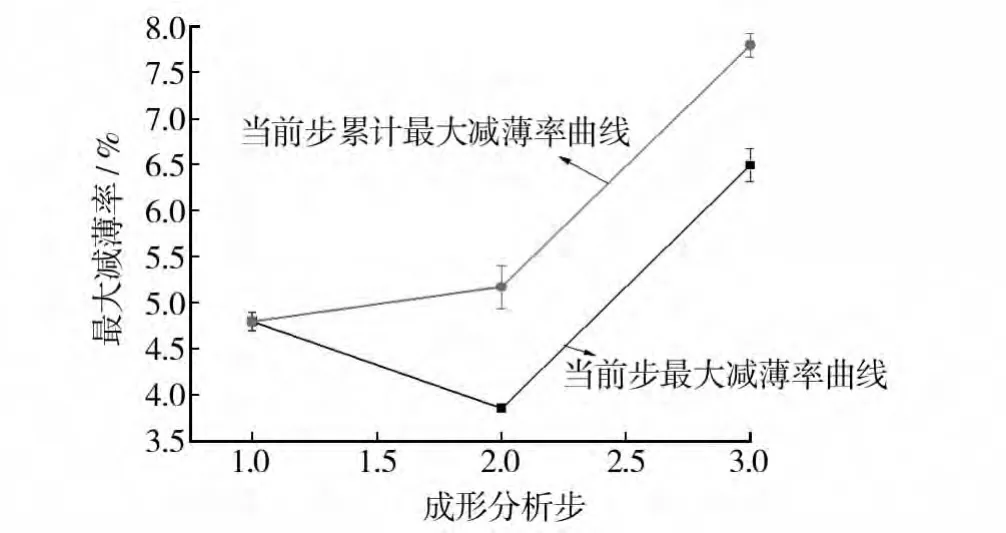
圖10 壁厚最大減薄率曲線Fig.10 The maximum thinning rate curve of the wall thickness
4.2 初始反脹高度優化分析
成形初期,凸模在沖壓方向上距離板料有一個高度值h,液室內通入一定的初始液室壓力使得板料向上脹高h,這個值就是初始反脹高度,如圖11所示。初始脹形可以提前給后期的拉深成形聚集板料,減小后期的板料減薄,成形過程如圖12所示。
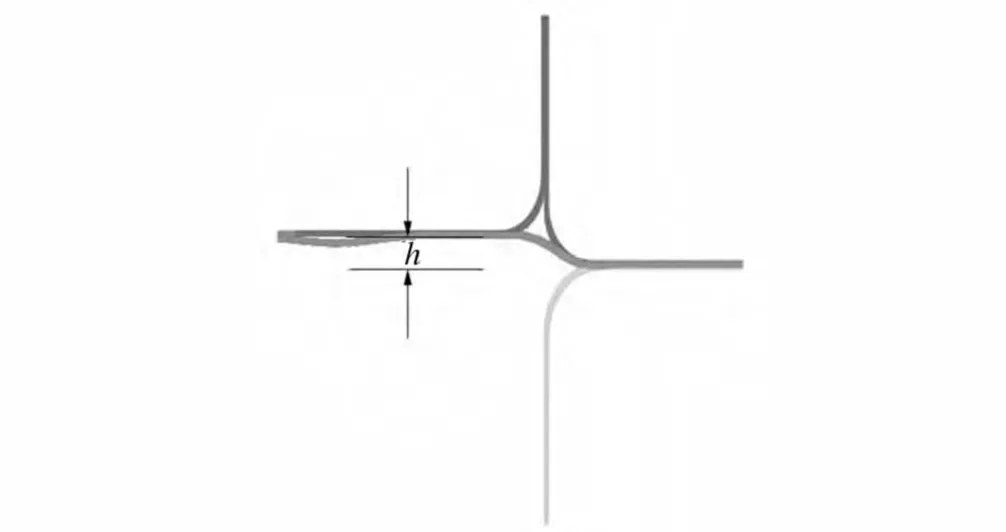
圖11 脹形高度Fig.11 The bulging height

圖12 充液成形過程Fig.12 Hydroforming process
設置不同的初始脹形高度,得到不同脹形高度后零件的壁厚分布圖,如圖13所示。
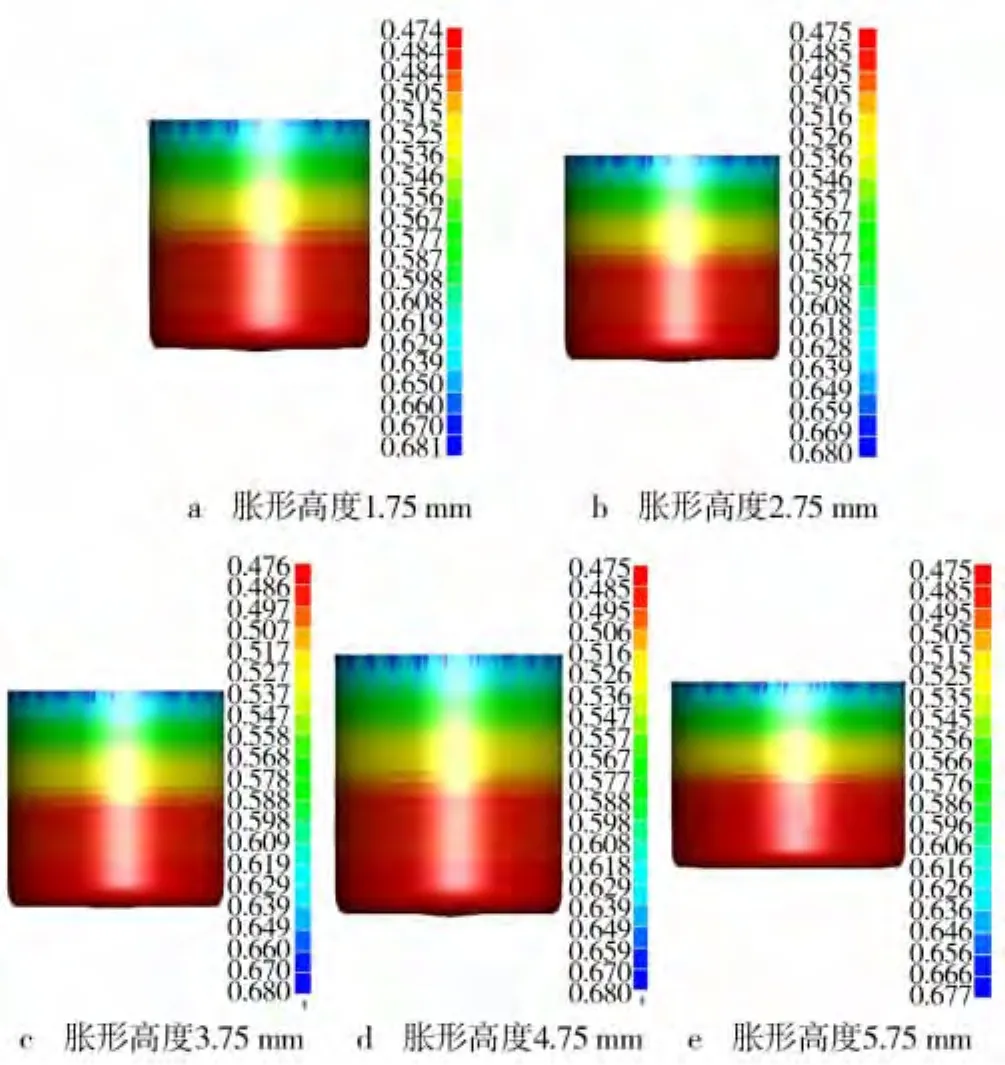
圖13 不同脹形高度下的壁厚分布(mm)Fig.13 Distribution of sheet wall thickness at different bulging height
充液成形后板料的壁厚最大減薄率如圖14所示。從圖14中可以看出,當脹形高度在1.75~3.75 mm之間時,隨著脹形高度的增加,最終零件的壁厚最大減薄率呈下降趨勢。這是因為,初始脹形為后續拉深成形提前聚料,減緩了板料因為從法蘭區向傳力區轉移的變薄情況。在該范圍內,當脹形高度為3.75 mm時最終零件的最大減薄率最小為4.80%;當脹形高度在3.75~5.75 mm范圍內變化時,最終零件的壁厚最大減薄率呈上升趨勢,脹形高度4.75 mm時,最大減薄率為5.04%,脹形高度為5.75 mm時,最大減薄率為5.05%。這是因為,板料從初始脹形到被拉進凹模整個過程經歷了兩次折彎變形,在板料內部會形成正反兩個彎矩,初始脹形量過大,板料變形也大,使得板料提前產生斷裂缺陷。可見,選擇合適的初始脹形高度能有效地減小零件的壁厚減薄情況。
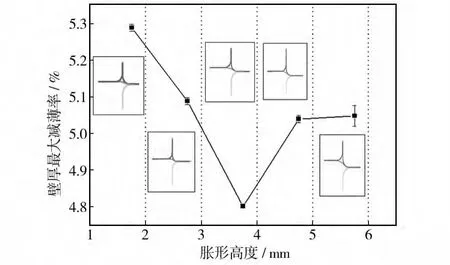
圖14 不同脹形高度時的壁厚最大減薄率Fig.14 The maximum sheet thinning rate at different bulging height
5 結論
1)針對大拉深比薄壁零件的成形方法,利用傳統沖壓成形工藝需要多道次,中間需要退火處理,耗費大量時間,模具復雜。利用板材充液成形方法,最大的優勢就是可以減少成形的道次。本文的零件用傳統方法需要至少5個道次成形,而充液成形只需要3個道次即可成形成。獲得的零件壁厚分布均勻,壁厚減薄率很小,成形的零件表面質量好。
2)在充液成形過程中,關鍵的工藝參數如初始脹形高度,對成形過程影響很大。合適的初始脹形高度可以有效地減小零件的壁厚最大減薄率。通過對第一道次的數值模擬分析可以得出,初始脹形高度為3.75 mm時,第一步拉深結束后零件的壁厚最大減薄率最小為4.803%。
3)影響充液成形過程的關鍵參數還有液室壓力加載方式、壓邊間隙、凸凹模間隙等,這些參數對充液成形過程的影響有待于研究。
[1]李濤,郎利輝,安冬洋,等.復雜薄壁零件板多級充液成形及過程數值模擬[J].北京航空航天大學學報,2007,33(7):830—833.LI Tao,LANG Li-hui,AN Dong-yang.Multi Sheet Hydroforming of Complicated Thin Wall Part and Numerical Simulation[J].Journal of Beijing University of Aeronautics and Astronautics,2007,33(7):830—833.
[2]劉欣,徐永超,苑世劍,等.鋁合金復雜曲面薄壁件液壓成形技術[J].精密成形工程,2010,2(1):42—46.LIU Xin,XU Yong-chao,YUAN Shi-jian,et al.Hydroforming for Aluminum Alloy Complex-shaped Components[J].Journal of Netshape Forming Engineering,2010,2(1):42—46.
[3]李官.基于FEA的大高徑比筒形件液壓成形工藝的研究[D].哈爾濱:哈爾濱理工大學,2010.LI Guan.Investigation on Large Height-Diameter Ratio Cylindrical Cup Forming Process by Hydrodynamic Deep Drawing Based on FEA[D].Harbin:Harbin University of Science and Technology,2010.
[4]丁少行,郎利輝,黃磊.2024鋁合金成形高錐盒形件充液成形數值模擬[J].精密成形工程,2014,6(3):31—35.DING Shao-hang,LANG Li-hui,HUANG Lei.Simulation Research on Hydroforming of Hard Forming Deep Tapershaped Part of 2024 Aluminum Alloy[J].Journal of Netshape Forming Engineering,2014,6(3):31—35.
[5]郎利輝,許諾,王永銘,等.321不銹鋼V形件充液成形失穩控制研究[J].鍛壓技術,2012,37(5):51—55.LANG Li-hui,XU Nuo,WANG Yong-ming,et al.Research on Failure Control of Hydroforming for 321 Stainless Steel V-shaped Components[J].Forming & Stamping Technology,2012,37(5):51—55.
[6]BECKER H J,BENSMAN G.Further Development in Hydromechanical Deep Drawing[C]//Developments in the Drawing of Metals on Metal Society.London,1983.
[7]NAKAMURA K,NAKAGAWA T.Sheet Metal Forming with Hydraulic Counter Pressure in Japan[J].Annal,CIRP,1987,36:191—194.
[8]LANG Li-hui,ZHANG Shu-tong,LI Tao,et al.Investigation into the Forming of Complicated Parts with Poor Formability Materials in Cold/Warm Sheet Hydroforming[C]//Tube Hydroforming Techonolgy.Minemachi,2007.
[9]LANG Li-hui,DANCKERT J,NIELSEN K B.Study on Hydromechanical Deep Drawing with Uniform Pressure onto the Blank[J].International Journal of Machine Tools & Maufacture,2004(44):495—502.
[10]李群一,聶紹珉,唐景林,等.矩形拋物面反光罩充液成形的研究[J].鍛壓技術,2005,33(4):12—14.LI Qun-yi,NIE Shao-min,TANG Jing-lin,et al.Research on Hydroforming of Square Parabolic Reflector[J].Forming &Stamping Technology,2005,33(4):12—14.
[11]劉合軍,郎利輝.高強度鋁合金板材的溫熱介質充液成形研究[J].塑性工程學報,2009,16(1):32—36.LIU He-jun,LANG Li-hui.Investigation on Warm/Hot Hydro-forming of High Strength Aluminum Alloy Sheet[J].Journal of Plasticity Engineering,2009,16(1):32—36.
[12]楊踴,孫淑鋒,劉慧茹.航空發動機復雜型面罩子鈑充液成形技術[J].航空制造技術,2010,1(1):91—99.YANG Yong,SUN Shu-feng,LIU Hui-ru.Hydro.Forming Technology of Complex Profile Cover Sheet of Aeroengine[J].Aeronautical Manufacturing Technology,2010,1(1):91—99.
[13]項輝宇,冷崇杰,張媛.覆蓋件成形缺陷的數值仿真實例分析[J].計算機仿真,2009,26(12):226—229.XIANG Hui-yu,LENG Chong-jie,ZHANG Yuan.Case Analysis of Numerical Simulation for Automobile Panel Forming Defects[J].Computer Simulation,2009,26(12):226—229.
[14]郎利輝.板材充液先進成形技術[M].北京:國防工業出版社,2014.LANG Li-hui.Innovative Sheet Hydroforming and Warm/hot Hydroforming[M].Beijing:NationalDefense Industry Press,2014.
[15]孔德帥,郎利輝,孫志瑩,等.鋁合金薄壁波紋板充液成形工藝研究[J].精密成形工程,2015,7(3):62—66.KONG De-shuai,LANG Li-hui,SUN Zhi-ying,et al.Hydroforming Process of Aluminum Alloy Thin-wall Corrugated Sheet[J].Journal of Netshape Forming Engineering,2015,7(3):62—66.
[16]孫志瑩,郎利輝,孔德帥.鋁合金馬鞍形件充液成形工藝模擬分析[J].精密成形工程,2015,7(1):46—50.SUN Zhi-ying,LANG Li-hui,KONG De-shuai.Simulation Analysis of Hydroforming Process for Aluminum Alloy Saddle Parts[J].Journal of Netshape Forming Engineering,2015,7(1):46—50.
[17]MCDOWELL D L.Modelling and Experiments in Plasticity[J].International Journal of Solids and Structures,2000,37(1/2):293—309.