大變形量下高碳鋼環件冷軋變形過程模擬與試驗研究
2015-10-28 10:44:36魏文婷韓星會路博涵
中國機械工程 2015年4期
魏文婷 華 林 韓星會 路博涵
武漢理工大學現代汽車零部件技術湖北省重點實驗室,武漢,430070
大變形量下高碳鋼環件冷軋變形過程模擬與試驗研究
魏文婷華林韓星會路博涵
武漢理工大學現代汽車零部件技術湖北省重點實驗室,武漢,430070
研究了大變形量下高碳鋼環件冷軋變形行為,利用有限元模擬方法分析了環件冷軋過程中的形變規律,采用光學顯微鏡、SEM等材料表征手段研究了大變形量下環件冷軋過程中的組織演化特點。結果表明:在較小的變形量下,環件內外側應變較中間應變大,且變形首先發生在環件外側;整個環件變形過程中,環件中間層的晶粒變形程度最小,外層次之,內層的變形最為劇烈;鐵素體基體沿軋制方向呈現明顯的方向性,碳化物顆粒分布更為均勻,且數量變少;隨著變形量的增大,環件內層的應變明顯大于外層的應變,且最小應變的位置偏移至靠外層比較近的區域,其組織中碳化物顆粒脫落加重;當變形量達到62.5%時,環件達到塑性極限,在內側表面產生裂紋發生破壞。
大變形量;環件冷軋;高碳鋼;微觀組織
0 引言
環件冷軋是一種在常溫下進行的先進的連續局部塑性成形工藝,主要用于制造各種截面形狀的無縫環形零件,具有生產成本低、產品性能優良和產品精度高等優點,廣泛應用于汽車、火車、船舶、航空航天和原子能等工業領域中[1-2]。
國內外學者對環件冷軋工藝的研究主要集中在宏觀塑性變形及幾何精度的控制上,重點研究冷環軋工藝參數的控制及材料參數的選擇對冷環軋工藝過程的影響[3-6]。而材料微觀組織對材料性能具有較大影響,獲得高性能冷軋環件與其在軋制過程中微觀組織演變密切相關,因此需要對冷軋過程中的微觀組織演變的特點進行深入研究[7]。邵一川等[8]采用試驗與模擬結合的方法研究了低碳鋼在冷環軋過程中的金屬流動與應變分布;吳敏等[9]研究了不同退火冷卻速率對中碳鋼冷軋環件微觀組織演變及變形行為的影響。而對于高碳鋼環件冷軋變形過程中微觀組織演變研究的報道較少,且并不深入[10-11]。
本文以高碳鉻軸承鋼GCr15為材料模型,利用三維有限元模型對環件冷軋變形過程進行了模擬分析,研究了大形變量下環件冷軋過程的宏觀塑性變形行為,通過光學顯微鏡、SEM等材料表征手段研究了大形變量下環件冷軋過程中微觀組織的演變規律。研究結果能為環件冷軋過程中的微觀組織可控性提供理論支持,從而進一步優化環件冷軋工藝并提高產品精度,對軸承環冷軋技術的應用與推廣具有重要意義。
1 試驗及方法
試驗材料為球化退火處理后的GCr15鋼,化學成分(質量分數)見表1。坯料為內徑33.5 mm、外徑45.7 mm、高度20 mm的矩形橫截面的環件。本次冷環軋試驗在型號為D56G90的冷軋環機上進行。試驗過程如下:將坯料分別軋制到變形量δ為28.6%、47.5%、62.5%,其中,當變形量δ達62.5%時環件發生斷裂,達到塑性極限。圖1為不同變形量的冷軋環件實物圖。

表1 GCr15鋼的化學成分(質量分數) %
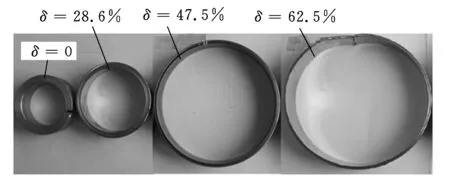
圖1 不同變形量的冷軋環件
樣品作如下處理:對坯料及冷軋后環件進行取樣,經過拋光和腐蝕,在光學顯微鏡(OM)和Philips Quanta 200型掃描電子顯微鏡(SEM)下進行觀察。試樣拋光后采用過飽和的苦味酸(98℃恒溫)進行腐蝕。
2 有限元模擬
2.1有限元模型
基于ABAQUS軟件平臺建立環件冷軋有限元模型,如圖2所示。模擬主要參數如表2所示。本文中的材料本構方程參見文獻[12]。

表2 環件軋制有限元模擬的工藝參數
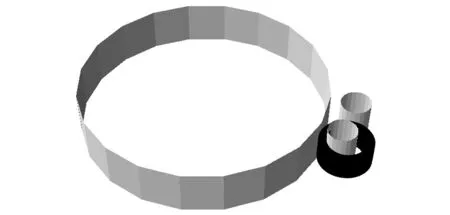
圖2 冷軋環有限元模型
2.2模擬結果
圖3是不同時刻冷軋環件等效塑性應變的分布云圖,分別對應試驗中不同的變形量(t=0時δ=0,t=1.72 s時δ=28.6%,t=3.56 s時δ=47.5%,t=3.86 s時δ=62.5%)。由圖3可以看出,在冷環軋過程中,塑性變形首先出現在其外表面,隨著軋制的進行,環件內表面的金屬隨后進入塑性狀態。環件在徑向和周向上的塑性變形都不均勻,環件內外表層的塑性應變比其中間層的塑性應變大。
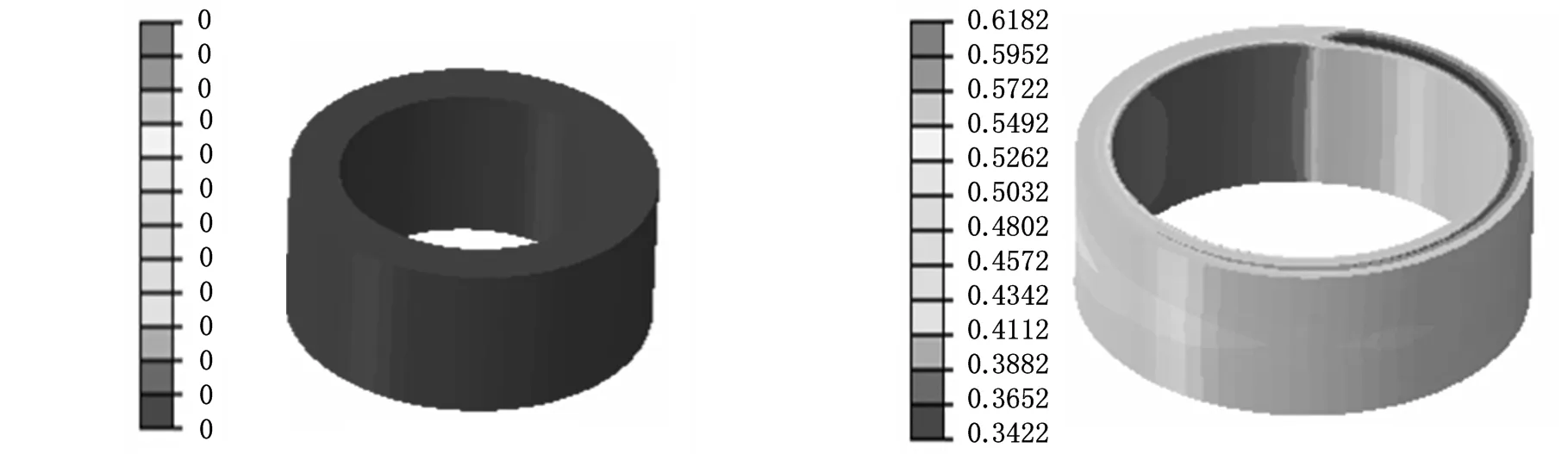
(a)t=0(b)t=1.72 s
(c)t=3.56 s(d)t=3.86 s圖3 不同變形時刻環件等效應變分布云圖
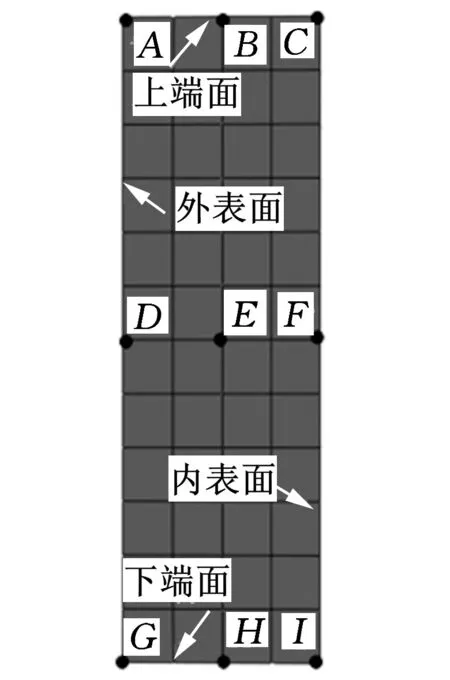
圖4 節點選取示意圖
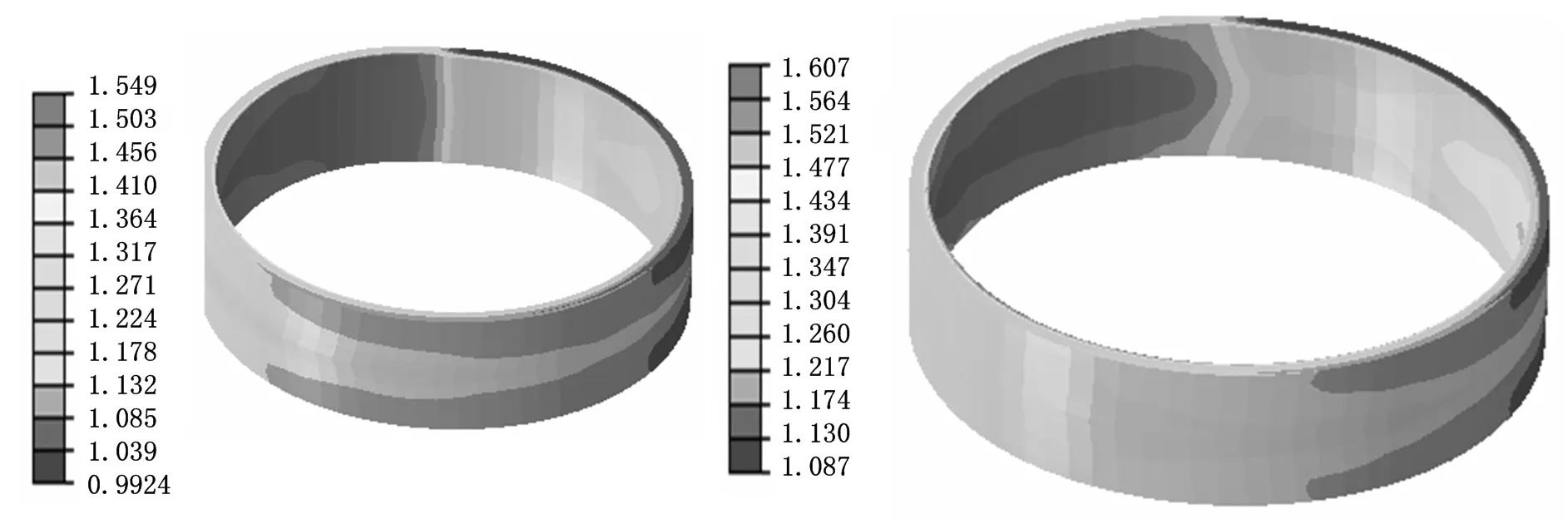
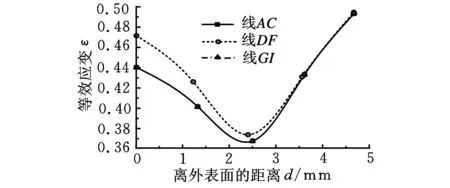
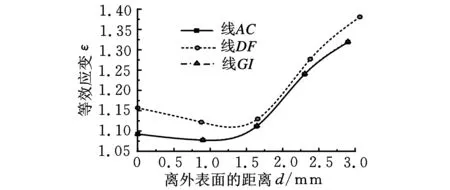
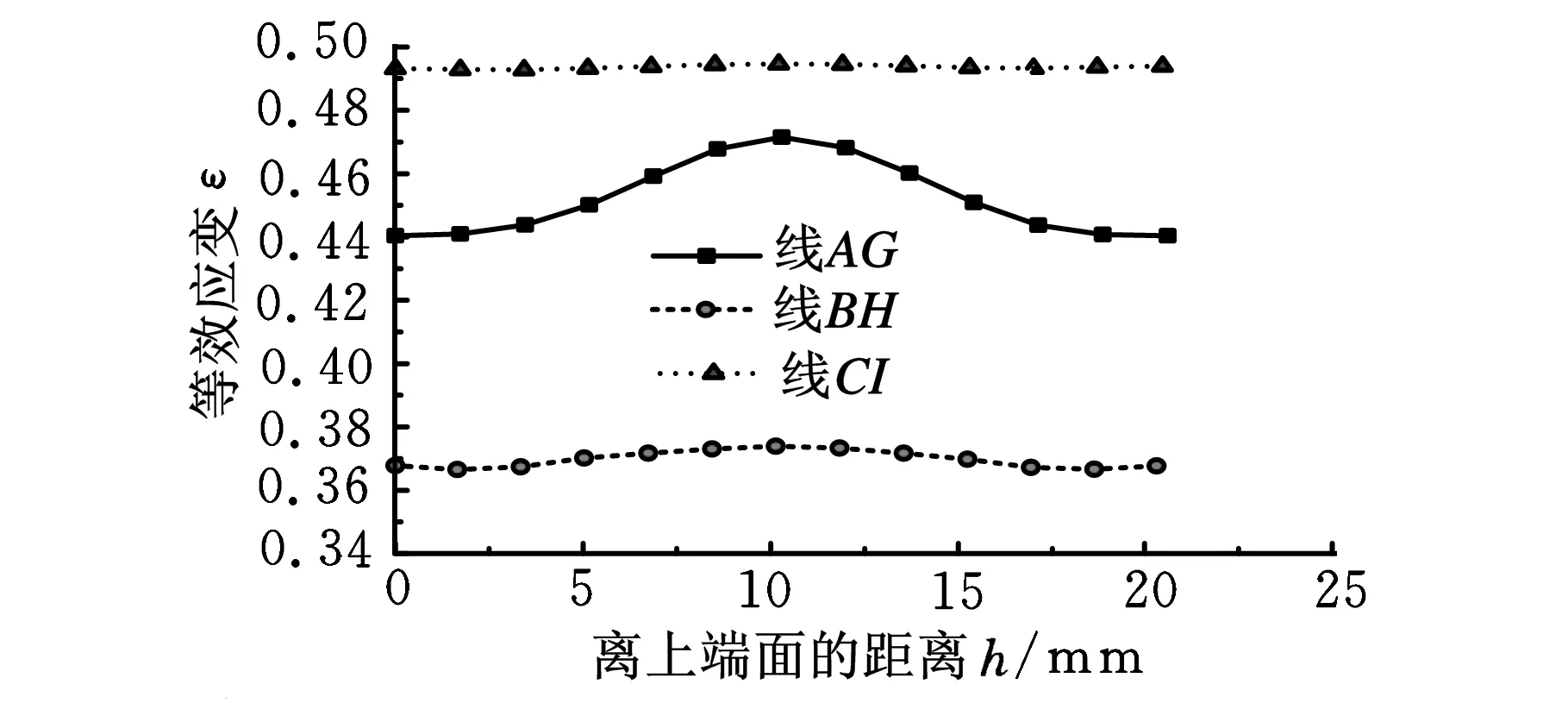
圖4為環件橫截面上節點選取示意圖。其中,線段AC、DF、GI分別表示環件上端面、環件中間高度及環件下端面;線段AG、BH、CI分別表示環件外表面、環件中間厚度及內表面。圖5為不同變形量的冷軋環件截面沿徑向方向的等效應變分布圖。圖6為不同變形量時冷軋環件截面沿軸向的等效應變分布圖。從圖5、圖6可以發現,環件在軸向上的塑性變形表現為軸向中心部位較大,而在徑向上的等效應變分布則非常不均勻,呈現出從中部區域到表面區域由低到高的漸變分布,最大等效應變始終位于環件的邊緣區域,而最小等效應變始終位于環件的中部區域。從圖5中還可以看出,隨著變形量的增大,環件內層的等效應變明顯大于外層的等效應力,且最小應變的位置偏移至靠外層比較近的區域。
(a)δ=28.6%
(b)δ=47.5%
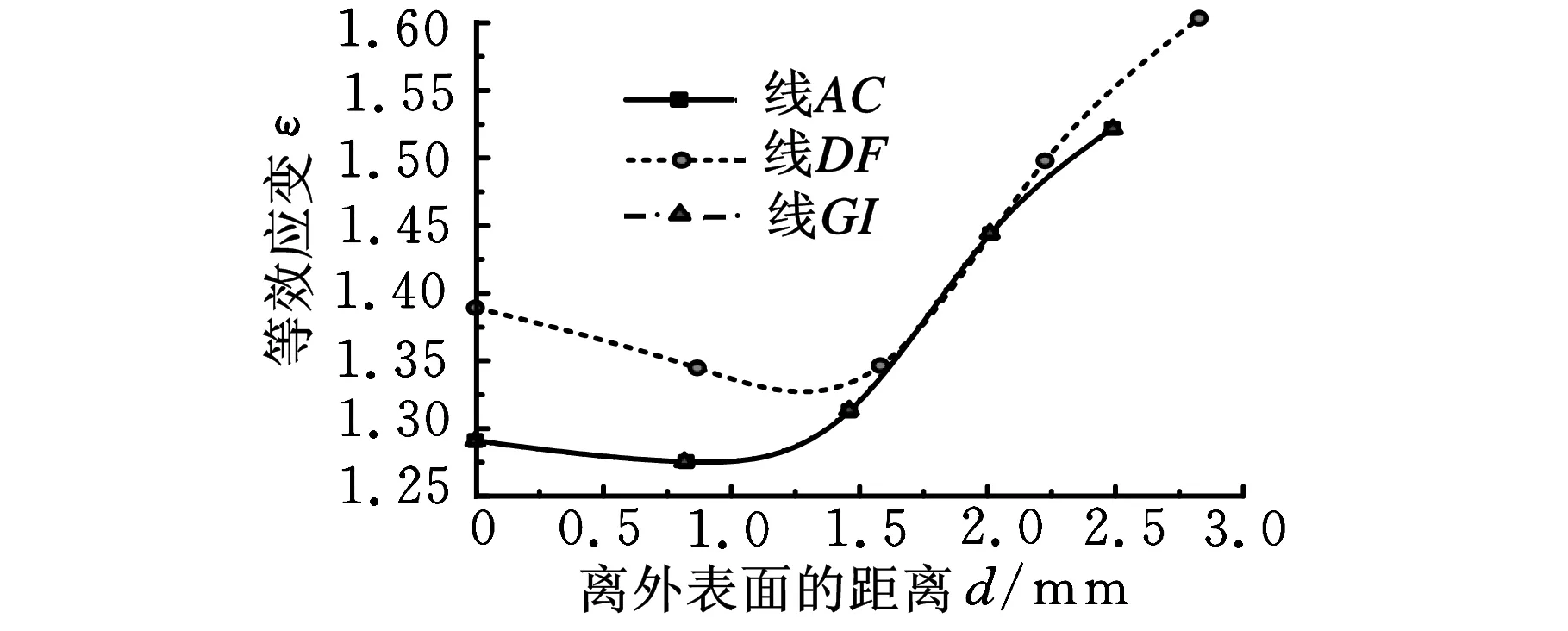
(c)δ=62.5%圖5 不同變形量時冷軋環件截面沿徑向的等效應變分布圖
(a)δ=28.6%
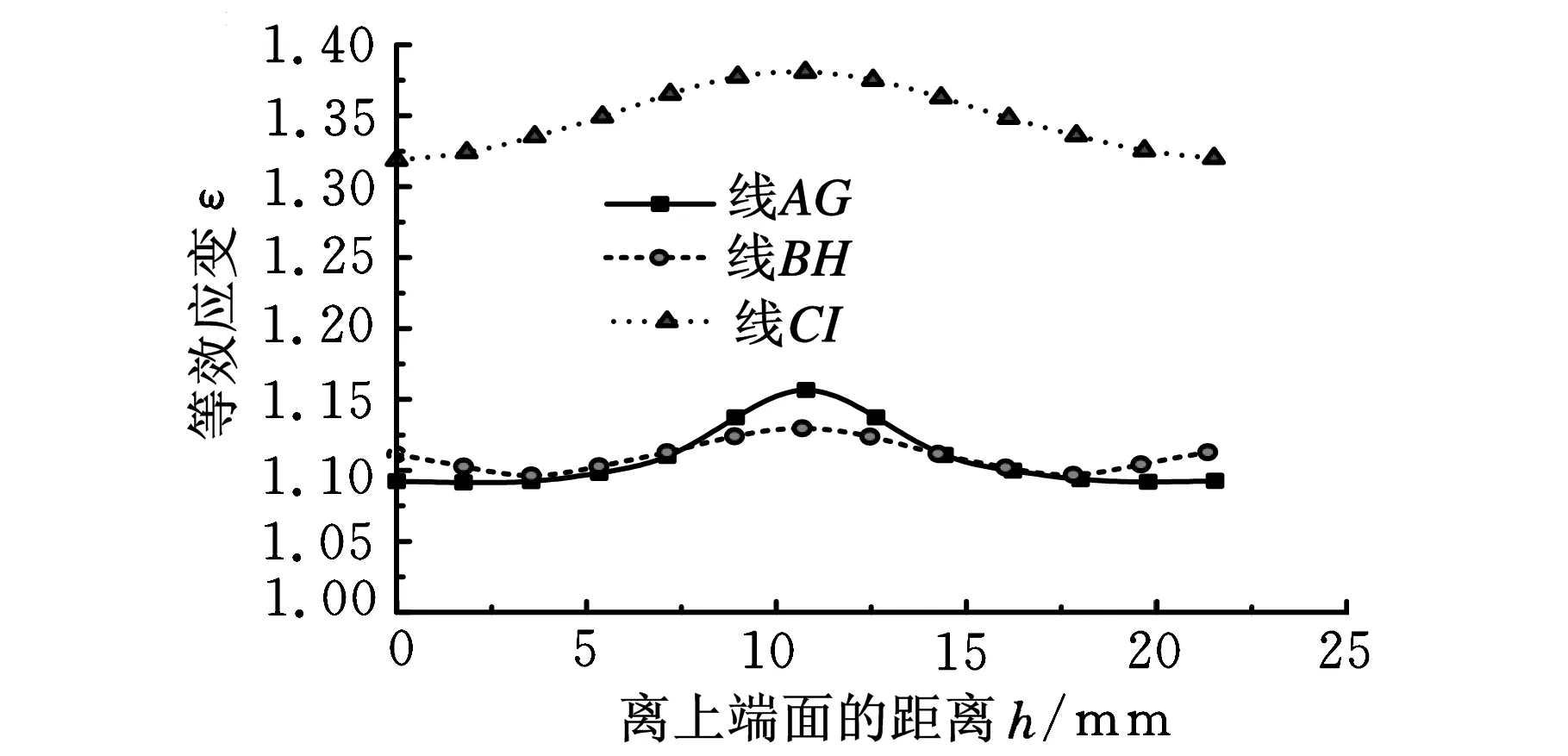
(b)δ=47.5%
3 試驗結果與討論
3.1微觀組織演變
圖7為坯料的原始顯微組織圖,其中圖7a所示為光學顯微鏡下的金相組織,圖7b所示為掃描電子顯微鏡下的微觀組織。從圖7b中可見,灰色連續分布的相為鐵素體基體,白色顆粒狀相為球狀珠光體。鐵素體的晶粒尺寸約為10~12 μm。
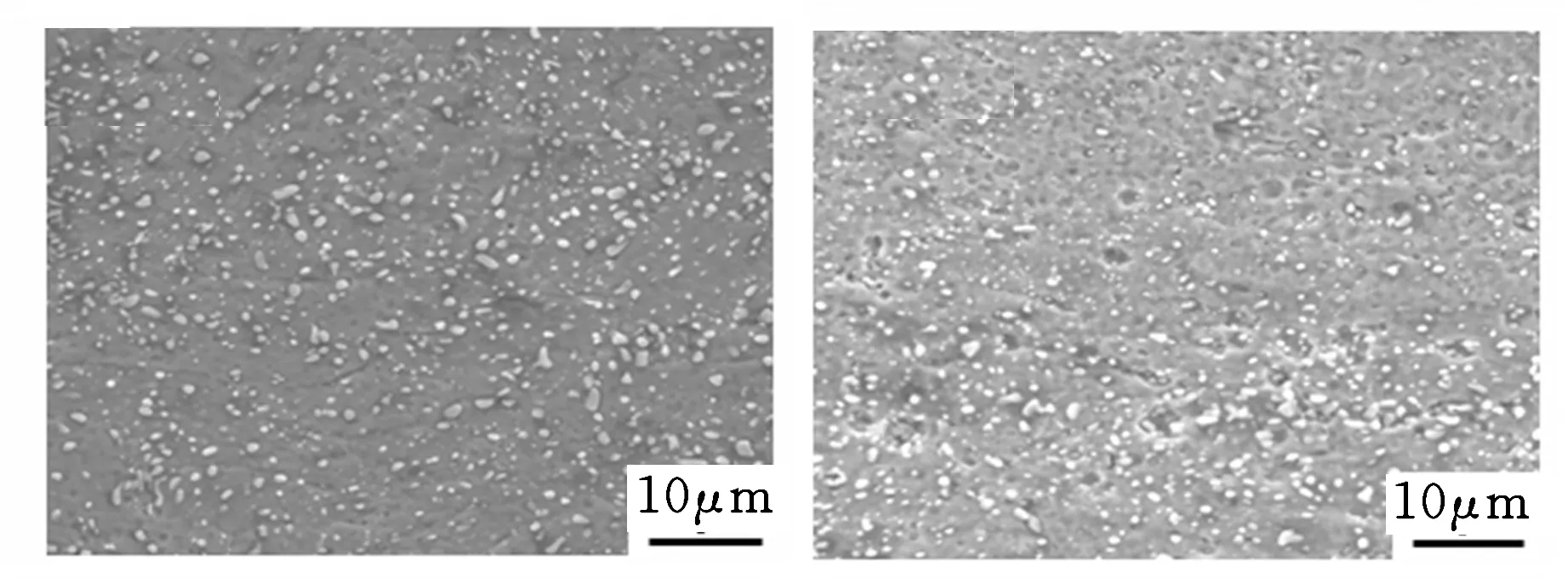
通過對高碳鋼冷軋環件變形過程的模擬發現,環件變形過程中,其中間層受到變形量的影響最小,本文選取三種變形量下環件的中間層(即E點)進行微觀組織分析。圖8為不同變形量下冷軋環件中間層的微觀組織圖。圖8a~圖8d依次是坯料以及變形量分別為28.6%、47.5%、62.5%的環件顯微組織。由圖8可以看出,隨著變形量的增大,鐵素體基體軋制方向呈現明顯的方向性,碳化物顆粒分布更為均勻,如圖8b所示。但隨著變形量進一步增大,鐵素體在徑向上被擠壓得更為劇烈,鐵素體晶粒變形劇烈且晶界模糊,同時碳化物顆粒明顯減少且組織顯示出很多孔洞,這是由于劇烈塑性變形致使碳化物顆粒脫落引起的。當變形量達到62.5%時,環件在宏觀上發生斷裂,達到塑性極限,從圖8d中的顯微組織可以看出,鐵素體顯示折疊突起,表明材料被搓軋得極為劇烈。從不同變形量環件的中間層微觀組織變化可以看出,變形量對環件微觀組織影響較大,即使在變形較小的中間層,其微觀組織也發生了較大變化,當變形量達到62.5%時,鐵素體出現了折疊突起,碳化物顆粒發生嚴重脫落。
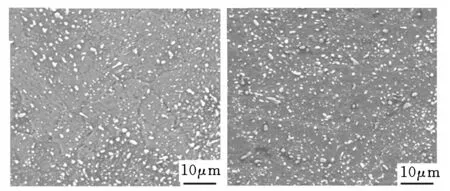
(a)坯料 (b)δ=28.6%

(c)δ=47.5% (d)δ=62.5% 圖8 不同變形量的環件中間層的顯微組織
圖9為變形量δ分別為28.6%、47.5%時環件不同部位的顯微組織圖。由圖9a~圖9c可見:δ=28.6%時,內層的晶粒變形程度最大,外層次之,中間層的晶粒變形程度最小,三者區別較大,與圖6a反映出的規律相似。隨著變形量的增大,組織變形更為嚴重,基體上碳化物顆粒明顯減少。由圖9d~圖9f可見:δ=47.5%時,內層的鐵素體折疊突起和碳化物脫落。在組織上始終呈現內層組織變形較外層和中間層劇烈的規律,與圖6中模擬的應變分布規律保持一致,這在一定程度上驗證了有限元模擬結果的可靠性。
3.2裂紋及斷口分析
當變形量達到62.5%時,在冷軋環試驗中,環件發生了斷裂,如圖10所示。觀察發現:在外表面光滑的情況下,裂紋出現在環件內表面,這與模擬的應力集中出現在環件內層相符,如圖3和圖10中A、B處所示。圖11a、圖11b為裂紋示意圖及裂紋處的放大圖,由圖可見,裂紋沿與軋制方向垂直的方向擴展。其中圖11b為裂紋C處的SEM掃描圖,可見韌窩沿軋制方向被拉長。
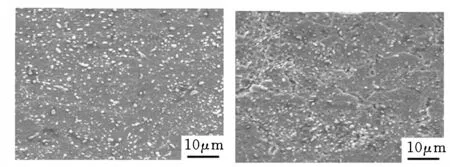
(a)δ=28.6%,外層(b)δ=28.6%,中間層
(c)δ=28.6%,內層(d)δ=47.5%,外層
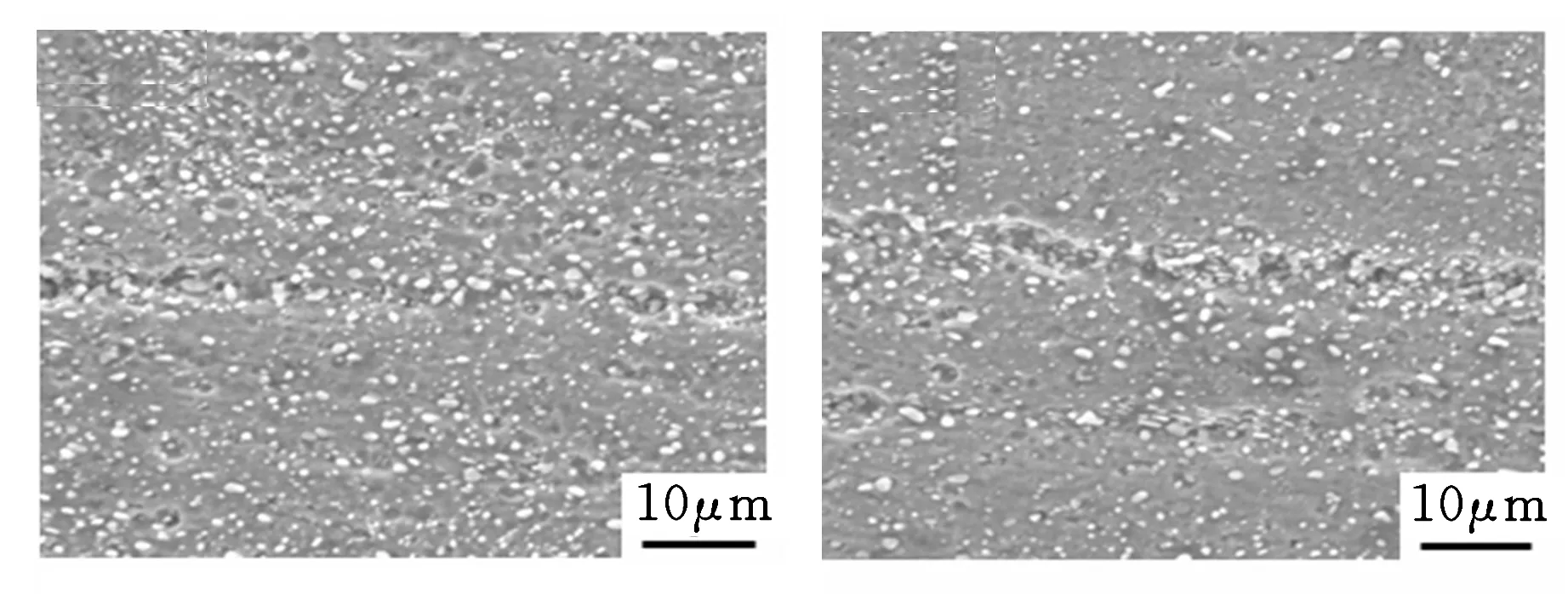
(e)δ=47.5%,中間層(f)δ=47.5%,內層圖9 不同變形量下環件不同位置的顯微組織

圖10 環件斷裂實物圖
圖11c、圖11d為斷口掃描圖,圖中顯示宏觀形貌呈纖維狀,微觀形態呈蜂窩狀,斷裂面是由一些細小的窩坑構成,所以環件的斷裂為韌窩斷裂;同時可見韌窩均勻分布,韌窩邊緣高度略高,韌窩的排列保持了軋制的方向,較好地保持了環件沿軋制方向的優化性能。
在冷環軋過程中,環件表層區域在強剪應力的作用下,在不規則碳化物顆粒或非金屬夾雜物周圍會萌生微裂紋,且微裂紋的擴展多是沿碳化物帶進行,擴展路徑與軋制方向存在10°左右的角度,呈鋸齒狀逐漸向表面擴展。當裂紋擴展到環件的表面時就會形成表面的塊狀剝落,如圖11b所示。
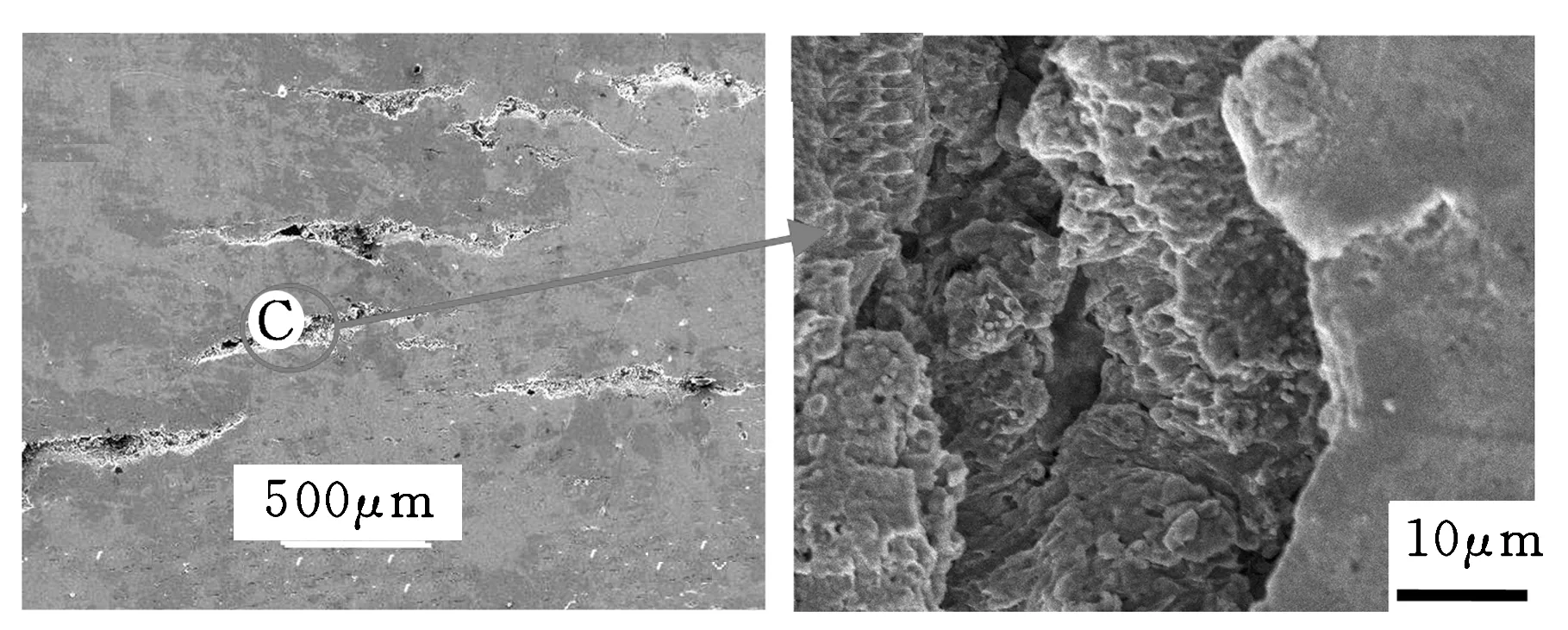
(a)裂紋形貌圖 (b)圖a中C處放大圖
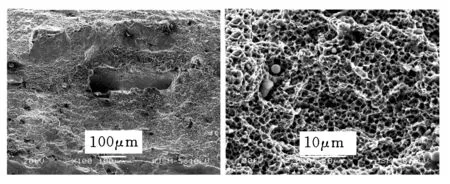
(c)斷口形貌 (d)斷口形貌放大圖圖11 裂紋及斷口形貌圖
4 結論
(1)高碳鋼冷軋環件在較小的變形量下,內外側應變較中間應變大,且變形首先發生在環件外側。隨著變形量增大至50%左右,環件內層的應變明顯大于外層的應變,且最小應變的位置偏移至靠外層比較近的區域。
(2)隨著變形量的增大,鐵素體基體軋制方向呈現明顯的方向性,碳化物顆粒分布更為均勻。隨著變形量的增大,碳化物顆粒脫落現象加重。
(3)當變形量為62.5%時,環件內側由于變形劇烈,在靠近內表面區域產生裂紋發生破壞。環件的斷裂為韌窩斷裂,韌窩分布均勻,韌窩邊緣高度略高,其排列保持了軋制的方向。
高碳鋼環件冷軋變形過程中的微觀組織演變與環件冷軋工藝參數密切相關,為深入全面研究環件冷軋過程中微觀組織演變規律,需對不同工藝參數的影響進行深入研究。
[1]華林,黃興高,朱春東.環件軋制理論與技術[M].北京:機械工業出版社,2001.
[2]胡正寰,華林.軋制成形技術[M].北京:化學工業出版社,2010.
[3]Qian Dongsheng,Hua Lin,Zuo Zhijiang.Investigation of Distribution of Plastic Zone in the Process of Plastic Penetration[J].Journal of Materials Processing Technology,2007,187/188:734-737.
[4]Hua Lin,Zuo Zhijiang,Pan Libo.Research on Following Motion Rule of Guide Roller in Cold Rolling Groove Ball Ring[J].Journal of Materials Processing Technology,2007,177:743-746.
[5]Guo Lianggang,Yang He.Research on Plastic Deformation Behaviour in Cold Ring Rolling by FEM Numerical Simulation[J].Modeling and Simulation in Materials Science and Engineering,2005,13(7):1029-1046.
[6]Guo Lianggang,Yang He.Numerical Analysis of Force and Power Parameters in Cold Ring Rolling[J].Materials Science Forum,2007,561/565:805-808.[7]Ryttberg K, Knutson Wedel M,Recina V.The Effect of Cold Ring Rolling on the Evolution of Microstructure and Texture in 100Cr6 Steel[J].Materials Science and Engineering,2010,527(9):2431-2436.[8]Shao Yichuan,Hua Lin,Wei Wenting,et al.Numerical and Experimental Investigations into Strain Distribution and Metal Flow of Low Carbon Steel in Cold Ring Rolling[J].Materials Research Innovations,2013,7(1):49-57.
[9]Wu Min,Hua Lin,Shao Yichuan,et al.Influence of the Annealing Cooling Rate on the Microstructure Evolution and Deformation Behaviours in the Cold Ring Rolling of Medium Steel[J].Materials and Design,2011,32,2292-2300.
[10]Wei Wenting,Wu Min.Effect of Annealing Cooling Rate on the Microstructure and Mechanical Property of 100Cr6 Steel Ring Manufactured by Cold Ring Rolling Process[J].Journal of Central South University,2014,21(1):14-19.
[11]Wei Wenting,Qin Xunpeng,Deng Song.Influence of the Intermediate Annealing on Deformation Ability of the Cold Rolled Ring[J].Advanced Materials Research,2014,893:644-648.
[12]華林, 左治江, 蘭箭,等.溝球斷面環件冷輾擴三維有限元模擬與工藝設計[J].機械工程學報,2008, 44(10):201-205.
Hua Lin,Zuo Zhijiang,Lan Jian,et al.3D Finite Element Method Simulation and Process Design for Cold Rolling Ball Groove Section Ring[J].Chinese Journal of Mechanical Engineering,2008,44(10):201-205.
(編輯蘇衛國)
Numerical Simulation and Experimental Investigations on Deformation Process in Cold Ring Rolling of High Carbon Steel during Large Deformations
Wei WentingHua LinHan XinghuiLu Bohan
Hubei Key Laboratory of Advanced Technology of Automotive Parts,Wuhan University of Technology,Wuhan,430070
The cold ring rolling process of high carbon steel during large deformations was investigated herein.The deformation behaviour of the cold ring rolling process was analyzed by the finite element simulation method.The instruments like optical microscope and scanning electron microscope were employed to characterize the microstructure evolution of the cold rolled rings under large deformations.Results indicate that under smaller deformations,both of the outer and the inner sides of the ring exhibites higher plastic strain than that on the middle part and deformation firstly occurres in the outer side. It is observed that the most severe deformations occurre in the inner surface of the ring,the less severe deformations in the outer surface and the least deformation in the middle part during the cold ring rolling process.With the deformation increasing, the inner side shows higher strain than that of the outer surface, and the location with the least strain shiftes to the peripheral layers. The ferrite matrix shows a clear direction along the rolling direction, and the distribution of cementite is more homogeneous with reduced carbide particles amount.Meanwhile, the shedding of the carbide particles is aggravated.When the deformations reach to 62.5%,the cold rolled ring reaches plastic limit with cracks firstly happening on the inner surface of the cold rolled ring.
large deformation;cold ring rolling;high carbon steel;microstructure
2014-09-26
國家自然科學基金資助項目(51135007);國家重點基礎研究發展計劃(973計劃)資助項目(2011CB706605);教育部創新團隊發展計劃資助項目(IRT13087)
TG335< class="emphasis_italic">DOI
:10.3969/j.issn.1004-132X.2015.04.021
魏文婷,女,1985年生。武漢理工大學材料科學與工程學院博士研究生。主要研究方向為材料成形新技術。華林,男,1962年生。武漢理工大學材料科學與工程學院教授、博士研究生導師。韓星會,男,1979年生。武漢理工大學汽車學院副教授、碩士研究生導師。路博涵,男,1989年生。武漢理工大學汽車學院博士研究生。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中華詩詞(2020年1期)2020-09-21 09:24:52
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
