基于動作元的組焊件制造工藝碳排放解算方法
2015-10-28 09:49:48劉志峰李新宇成煥波
中國機械工程 2015年10期
鐘 軍 劉志峰 李新宇 成煥波
合肥工業大學,合肥,230009
基于動作元的組焊件制造工藝碳排放解算方法
鐘軍劉志峰李新宇成煥波
合肥工業大學,合肥,230009
將動作元的概念引入到金屬成形裝備組焊件制造工藝的碳排放解算中,根據動作元之間的關聯特性,將組焊件的制造工藝分解為碳排放速率恒定的動作元和碳排放速率隨工藝參數變化的動作元兩類,以各動作元為對象進行碳排放的清單分析,分別給出組焊件制造過程中碳排放解算的方法,通過實例驗證給出了基于動作元的碳排放解算與分析流程。
動作元;碳排放解算;金屬成形裝備;碳排放
0 引言
金屬成形裝備的承載構件(床身、立柱、橫梁等)質量占其總質量的80%以上,這些承載構件一般為組焊件,制造時需消耗大量的原材料,且焊接的能耗很高,因此組焊件制造的碳排放占整個金屬成形裝備制造能耗的絕大多數。實現金屬成形裝備的低碳制造,關鍵是要減少組焊件制造過程的碳排放。
目前最常用的碳排放解算方法是基于清單分析的碳排放評價方法,該方法通過對制造過程中消耗的所有原材料進行物料衡算,并對所有制造工藝進行估算,列出碳排放清單并進行累加,可以得到制造過程中的總碳排放量[1-2]。但這種碳排放解算方法并未進一步詳細分析制造工藝中碳排放產生的所有工藝環節,制造企業難以根據解算結果找到減少碳排放的關鍵措施,例如對金屬成形裝備的組焊件而言,采用基于清單分析的方法只能確定組焊件制造工藝中焊接工藝的碳排放最大[3],但對于液壓機制造企業來說,并不能從這一分析結果中知道優化哪些設計參數或在焊接工藝中控制哪些因素可以減少碳排放量。動作元(therblig)是由吉爾布雷斯提出的動作分析中的一個概念,其主要思想是將人的動作細分為不可分的基本動作(動作元),通過分析動作元尋求最佳操作方法,從而降低成本、提高效率[4-5]。賈順等[6]將動作元引入到車削功率建模中,通過將車削時車床的動作分解為動作元來評估車削外圓過程的能量消耗。
動作元作為最基本的操作,也是最基本的碳排放單元。本文將動作元的概念引入碳排放的清單分析中,將金屬成形裝備組焊件的制造工藝流程分解為一系列動作元,根據動作元的碳排放是否與制造工藝參數相關將其分為兩類,以各動作元為對象進行碳排放的清單分析,并分別討論其碳排放解算方法。通過動作元的碳排放分析,不但可以得到制造工藝中影響碳排放的最主要因素,也能為制造企業制定減少碳排放的策略提供依據。
1 基于動作元的組焊件制造工藝模型
1.1金屬成形裝備組焊件的制造工藝流程
金屬成形裝備組焊件的制造工藝流程如圖1所示。產生碳排放的主要工藝包括金屬板材的除銹與切割、焊接、去應力、機械加工(主要有刨、鉆、鏜、銑四種工藝)、噴涂等,同時工件和材料在不同工位之間的搬運也會產生碳排放。
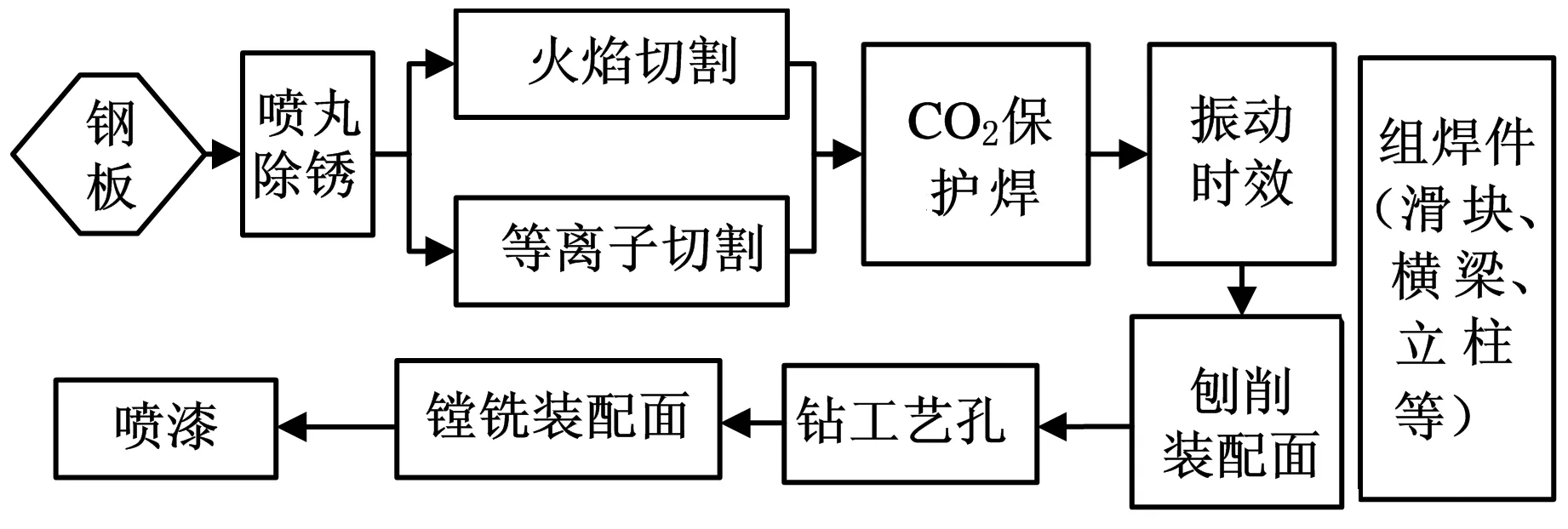
圖1 金屬成形裝備組焊件的制造工藝流程
如圖2所示,組焊件的制造過程中消耗板材、焊料、工作氣、電能等材料和能量,產生切屑、焊渣等廢棄物以及直接排放的CO2。鋼材的消耗產生的碳排放可直接根據組焊件的質量和切屑進行折算,而工藝過程的碳排放則難以根據組焊件的設計參數直接計算得到。
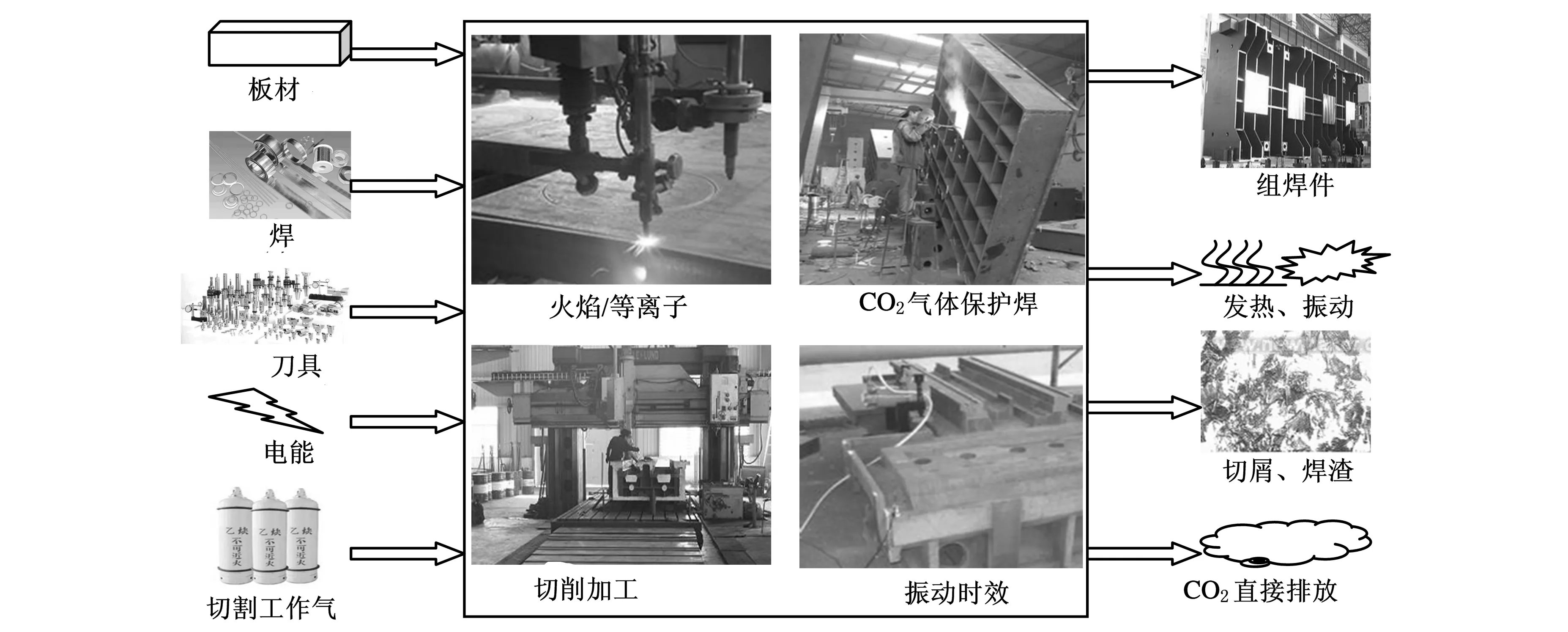
圖2 組焊件制造過程中的輸入與輸出邊界
1.2金屬成形機床組焊件制造工藝的動作元分解
賈順等[6-9]將動作元分析引入到車削工藝能耗的分析中,將車床的動作分解為主軸轉動、主軸停止、X方向進給等14個動作元,這一方法對組焊件的板材切割和機械加工工藝也適用。考慮到部分動作屬于不給出相反指令即保持狀態不變的持續性動作,如冷卻液的開啟或關閉,可將切割工藝和機加工工藝中設備的動作分別分解為10個和17個動作元,如表1~表3所示。

表1 火焰切割的動作元

表2 等離子切割的動作元
CO2氣體保護焊工藝動作中包含手工操作,由于存在人的動作和焊機動作的組合,因此將吉爾布雷斯提出的人的動作元分解方法和賈順提出的機床的動作元分解方法相結合,將CO2氣體保護焊的工藝動作分解為12個動作元,如表4所示。

表3 機械加工的動作元
以上動作元按碳排放與加工工藝的關系可分為三類:一類是有利于制造進展的動作元,如切削、主軸旋轉、切削液等,這些動作元產生的碳排放是生產必須的,只能通過改進工藝參數來減少;另一類是造成工藝延遲的動作元,如焊接工藝中的尋找、選擇、定位等動作元,以及切削工藝中的選擇刀具、換刀等動作元,雖然這些動作元本身不產生碳排放,或產生的碳排放極少可忽略不計,但這些動作元會使設備處于空運轉等待的狀態,從而產生不必要的碳排放,這類動作元的持續時間可通過工人技能和設備性能的提高來縮短;第三類是不能推動工藝進行的動作元,主要是可以避免的延遲,包括可避免的誤操作或無效操作、等待等,這類動作元本身不產生碳排放,但會增加其他兩類動作元的持續時間,從而增加不必要的碳排放,必須盡可能避免發生。

表4 CO2氣體保護焊的動作元
2 基于動作元的碳排放解算
根據碳排放的情況,組焊件的加工工藝動作由兩類動作元組成,一類是碳排放速率恒定的動作元,如冷卻液開關、照明開關等動作元,這類動作元的碳排放可根據事先測得的電功率、材料消耗速率、廢棄物排放速率來解算;另一類則是碳排放速率隨工藝參數變化而變化的動作元,如切削、焊接等動作元,其中切削加工的碳排放速率隨切削速度、切削量等參數的變化而變化,焊接的碳排放由焊接電壓、焊縫尺寸、焊接速度等決定。
2.1第一類動作元的碳排放速率
第一類動作元的碳排放速率恒定,因此,對于此類動作元的碳排放解算關鍵是確定動作元的物質與能量的輸入輸出以及動作的持續時間,第一類動作元的碳排放行為與其他動作元相互獨立,可以直接累加。碳排放量E可根據下式進行計算:
E=(Ge+Gm+Gw)t
(1)
Ge=Pδ,Gm=∑miλi,Gw=∑wiεi
式中,Ge為電功率折合的碳排放速率;Gm為材料消耗折合的碳排放速率;Gw為廢棄物排放和處理折合的碳排放速率;t為該動作持續的時間;P為該動作元所需的電功率;δ為電的碳排放當量,它與該地區發電的能源結構相關;mi為第i種材料的消耗速率;λi為生產單位質量該材料的碳排放當量;wi為第i種廢棄物的排放速率;εi為對單位質量該廢棄物進行無害化處理或回收的碳排放當量(部分可回收廢棄物為負值)。
2.2第二類動作元的碳排放速率
第二類動作元的碳排放與工藝參數相關,其碳排放仍可由式(1)解算,但與第一類動作元不同的是P、mi、wi不再為定值,而是隨著工藝參數的變化而變化,分別對切削加工和焊接加工中第二類動作元的碳排放情況進行分析如下。
2.2.1切削加工中第二類動作元的碳排放解算
切削加工動作的碳排放主要是切削能耗折合的碳排放,其切削功率P可分為兩部分:一是在加工過程中恒定不變的部分,可稱為空走刀功率,可認為是由主軸旋轉、X向進給、Y向進給、Z向進給、X軸旋轉、Y軸旋轉、Z軸旋轉等7個動作元的功率組成的,在勻速進給和旋轉時其功率恒定;另一部分是隨著加工過程切削量變化而變化的部分,稱為切除功率,主要是切削動作元中克服切削力做功的功率。可用下式表示:
P=PSR+PXF+PYF+PZF+PXR+PYR+PZR+PC
(2)
其中,等式右邊前7項之和為空走刀功率,最后一項PC為切除功率。
Gutowski等[10-11]、Stute等[12]已對切除功率和機床摩擦損耗功率的計算方法進行了推導,本文不再詳述,參考Stute提出的切削能耗方程[12]及賈順提出的空走刀功率計算公式[6],式(2)可寫為
(3)
式中,P0為電機損耗功率;ni為SR、XR、YR、ZR四個旋轉動作元的轉速;Ti為四個旋轉動作元的摩擦力矩;ηi為四個旋轉動作元的傳動效率;Fj為XF、YF、ZF三個進給動作元的摩擦力;vj為三個進給動作元的進給速度;ηj為三個進給動作元的傳動效率;k、C、α、β、γ均為與機床性能及工件材料相關的系數,可通過對機床的試驗擬合標定;R為旋轉的刀具或工件的半徑;vf為總進給速度;ac為切削量。
除切削能耗外,切屑也需計入切削動作元的碳排放,折算公式為
Echip=ρbvcactλchip
(4)
其中,ρ、b、vc、t分別為切屑的密度、寬度、切削速度、切削時間,λchip為回收切屑的碳排放當量,由于回收切屑比從礦石煉鋼的碳排放少,因此λchip實際上為負值。即切削加工中的第二類動作元的總碳排放為
Ecut=(Pδ+ρbvcacλchip)t
(5)
2.2.2焊接加工中第二類動作元的碳排放解算
組焊件焊接加工中第二類動作元的碳排放主要分為三部分:一是碳排放在焊接動作元W中焊接能耗折合的碳排放;二是焊絲送料動作元WF中焊料消耗折合的碳排放;三是保護氣開動作元CN中CO2的直接排放。焊渣折合的碳排放忽略不計。焊接速度v的計算公式為
(6)
式中,dH為焊絲的熔敷系數,即單位電流、單位時間內焊條熔敷在焊件上的質量,由焊絲的成分決定;I為焊接電流;ρ為焊絲的密度;A為焊縫的截面積。
因此,若焊接功率為Pw,則焊接動作元W的碳排放速率GWM應為
(7)
式中,U為焊接電壓。
單位時間焊料的消耗速率可由下式計算:
(8)
焊絲送料消耗的電能為焊絲克服摩擦阻力的能量,若焊絲受到的平均阻力為FWF,則焊絲送料的電功率PWF為
(9)
式中,vWF為焊絲送料的速度;d為焊絲的直徑。
因此,焊絲送料動作元WF的碳排放速率GWF為
(10)
式中,λWS為生產焊絲的當量碳排放。
保護氣開動作元CN的碳排放速率GCN為
GCN=ρCO2QCO2
(11)
式中,ρCO2為CO2的密度;QCO2為CO2的流量。
因此,組焊件焊接加工中第二類動作元的總碳排放Eweld為
(12)
2.2.3切割加工中第二類動作元的碳排放解算
在采用自動化切割機床忽略人工切割產生延誤的前提下,切割加工中第二類動作元的碳排放主要分為三部分:一是電能與工作氣消耗折合的碳排放;二是燃料氣燃燒產生的CO2直接排放;三是割縫鋼材消耗折合的碳排放。
在等離子切割工藝中,切割的電能消耗主要是出現在等離子弧開這一動作元中,其持續時間取決于焊縫的長度與進給動作元中的進給速度,若等離子弧的功率為P,焊縫長度為l,進給速度為v,每度電的碳排放當量為δ,則等離子弧開消耗的碳排放EPN可按下式近似計算(忽略了引弧時的能耗):
(13)
等離子弧的進給速度的選擇可根據板材厚度與材料查工藝手冊獲得。
類似地,在火焰切割工藝中,切割的工作氣消耗主要是出現在燃料氣開和氧氣開這兩個動作元中,其持續時間取決于焊縫的長度與進給動作元中的進給速度,若燃料氣與氧氣的流量分別為Q1、Q2,壓力分別為p1、p2,割縫長度為l,進給速度為v,生產每升燃料氣與氧氣的碳排放當量分別為δ1和δ2,則燃料氣開和氧氣開兩個動作元的碳排放EGN和EON可近似計算如下:
(14)
其中,等離子弧的電壓、電流及進給速度的選擇可根據板材厚度與材料查工藝手冊獲得。
CO2直接排放量EDCO2可按下式計算:
EDCO2=km
(15)
式中,k為根據燃料氣種類確定的系數,乙炔的k為3.3846,丙烷的k為3;m為消耗的可燃氣體質量。
如果把割縫近似看成矩形,割縫鋼材消耗的碳排放Esl可按下式近似計算:
(16)
式中,ρ為鋼材的密度;a、b、l分別為板材厚度、割縫寬度、割縫長度;θ為切割加工坡口時坡口的傾角。
3 案例分析
以某企業生產的RZU-2000H型拉深液壓機上橫梁中某塊鋼板組件的焊接工藝碳排放解算為例,如圖3所示。該液壓機的上橫梁由32塊采用等離子切割的鋼板組焊而成,相關工藝參數有:主框架板厚60 mm,割縫寬度1 mm,割縫長度42.6 m,雙邊30°坡口角焊,坡口鈍邊長度5 mm,總焊縫長度114.60 m,焊縫截面積1266.28 mm2;筋板厚25 mm,割縫寬度0.5 mm,割縫長度233.8 m,單邊30°坡口角焊,總焊縫長度為524.50 m,焊縫截面積為219.84 mm2;測得等離子弧的功率為16.5 kW,切割60 mm鋼板和25 mm鋼板時的進給速度分別為150 mm/min和350 mm/min,測得等離子切割機的基本模塊平均功率為0.85 kW;焊絲密度為7.85 g/cm3,熔敷系數為0.007 825 g/(A·s),焊絲直徑為2 mm,送絲速度為10 m/min;根據焊接手冊[13]選取CO2的壓力為0.65 MPa,流量為22.5 L/min,選取焊接電壓為34.5 V,焊接電流為525 A;測得焊絲盤送絲的功率為7.5 W,焊機待機、照明及排氣扇等基本模塊的功率為1240 W,熟練操作工人移物動作元的時間為282 min,尋找、選擇、定位三個動作元的時間約51 min,企業所在的華東電網每度電的碳排放當量為0.8244 kg,每千克焊絲的碳排放當量為1.9056 kg。按以上方法可計算得到焊接工藝的碳排放為9225.66 kg,其中各動作元的碳排放如表5所示;切割工藝的碳排放為1047.73 kg,其中電能消耗碳排放為728.77 kg,割縫鋼材消耗折合的碳排放為318.96 kg。
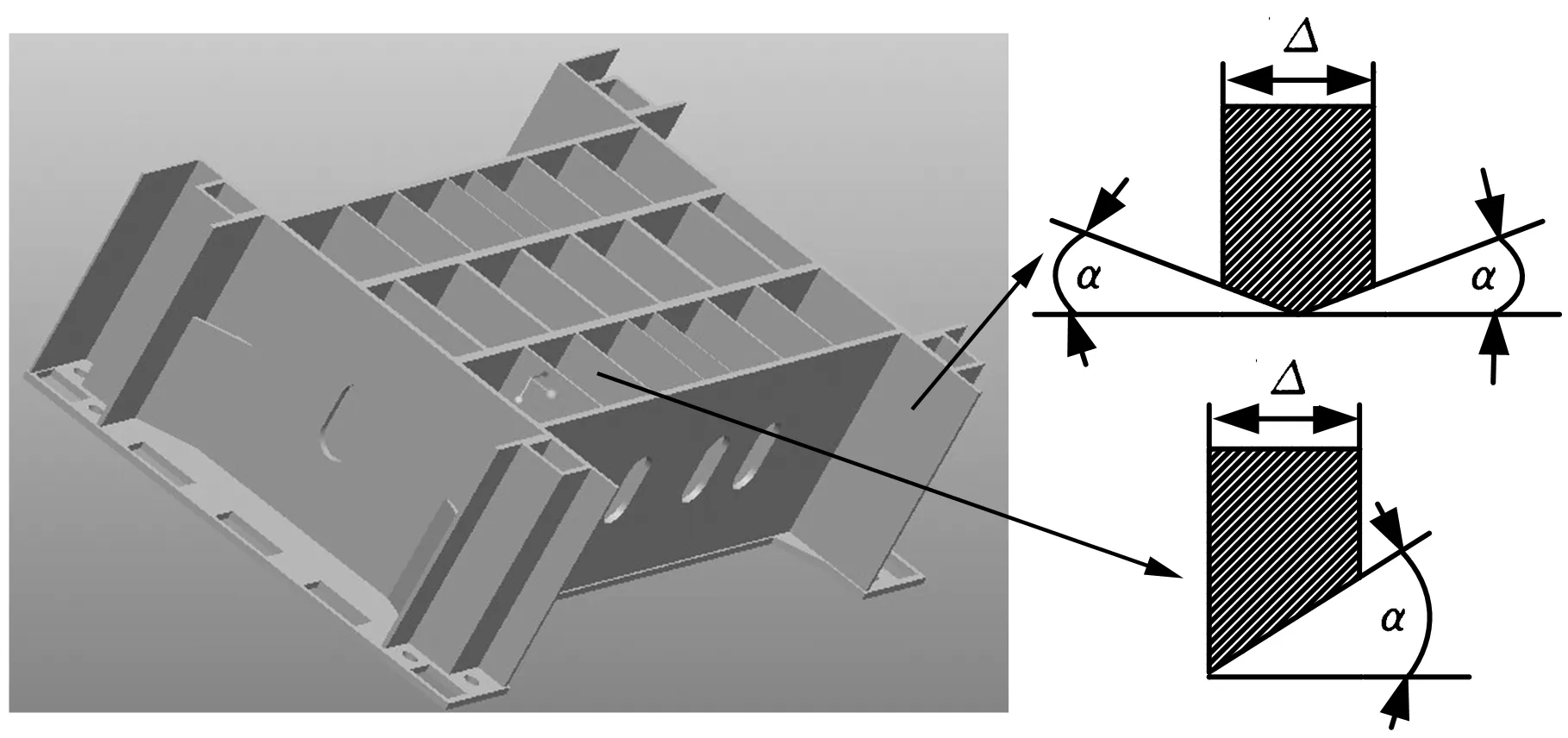
圖3 液壓機上橫梁中的鋼板組件(頂板未顯示)
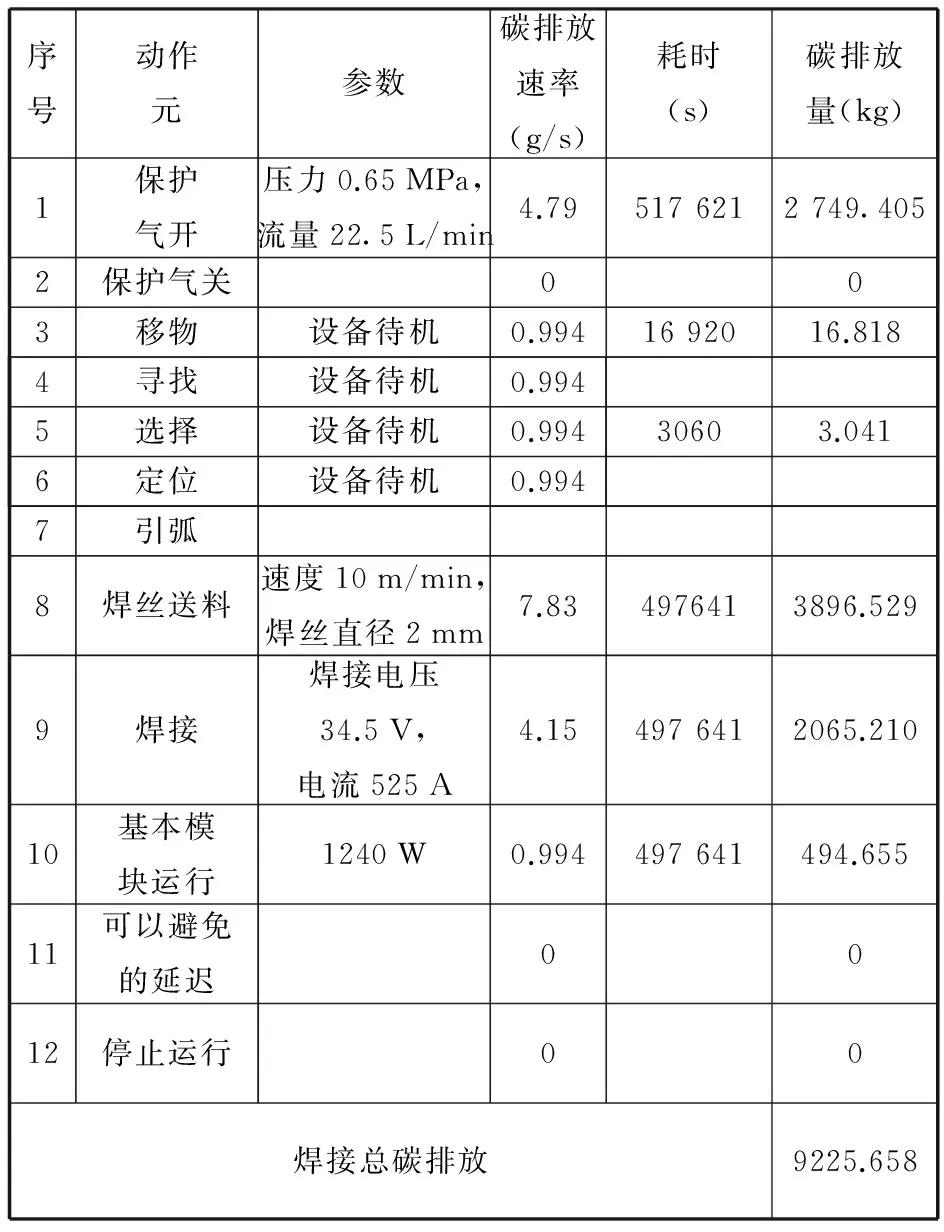
序號動作元參數碳排放速率(g/s)耗時(s)碳排放量(kg)1保護氣開壓力0.65MPa,流量22.5L/min4.795176212749.4052保護氣關003移物設備待機0.9941692016.8184尋找設備待機0.9945選擇設備待機0.9946定位設備待機0.99430603.0417引弧8焊絲送料速度10m/min,焊絲直徑2mm7.834976413896.5299焊接焊接電壓34.5V,電流525A4.154976412065.21010基本模塊運行1240W0.994497641494.65511可以避免的延遲0012停止運行00焊接總碳排放9225.658
焊接該鋼板組件的理論工藝碳排放共9225.658 kg,與在生產現場實際測量電力消耗及材料消耗得到的碳排放數據10 259.730 kg相比,誤差為10.08%,誤差可能來自于計算時忽略了焊渣飛濺導致的焊絲消耗(根據實測,這一比例約為5%~7%),以及測量存在的誤差(功率儀精度1%,氣體壓力計精度5%,流量計精度2%)。
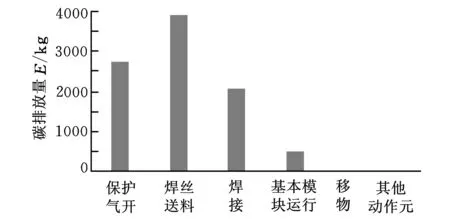
圖4 焊接工藝中各動作元的碳排放比例
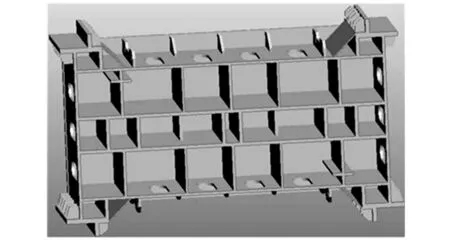
(a)優化前構型
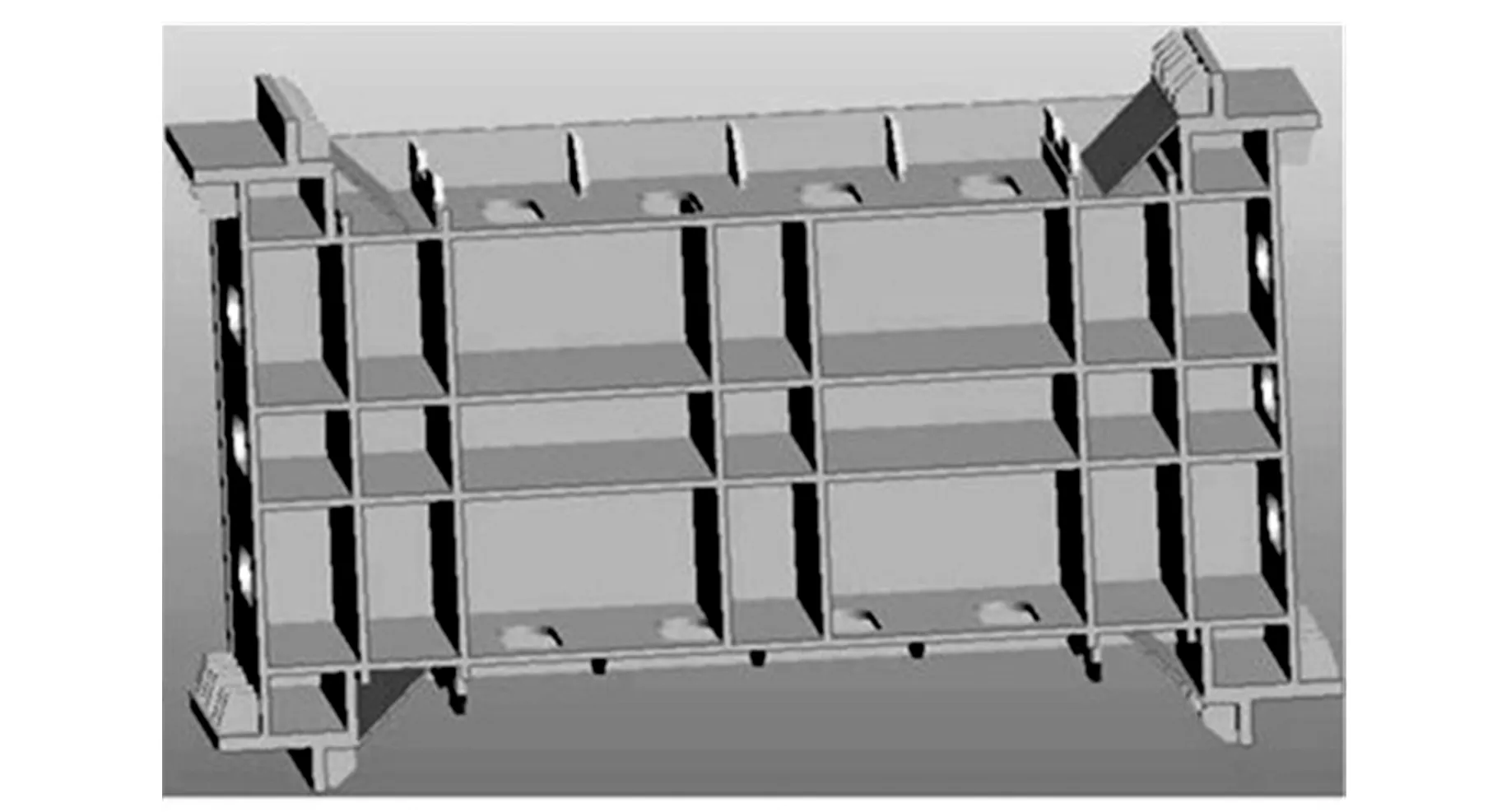
(b)優化后構型圖5 優化前后的筋板布局對比
從表5和圖4可以看出,焊接工藝中絕大部分的碳排放產生于焊絲材料、焊接電能及保護氣的消耗。如果通過設計優化,在保證結構強度的同時減少焊縫的總長和焊縫截面積,即可減少焊絲的消耗,縮短焊接時間,從而大幅度減少碳排放。采用優化后的結構,如圖5所示,在板材規格相同的情況下,主框架焊縫長度下降為100.8 m,筋板焊縫長度下降為406.6 m,同時筋板坡口改為28°,焊縫的截面積變為205.18 mm2。改進后的上橫梁組焊件的焊接碳排放情況如表6所示,等離子切割工藝碳排放減少為897.56 kg,減少了150.17 kg,其中電能消耗碳排放為631.54 kg,減少了97.23 kg,割縫鋼材消耗折合的碳排放為266.02 kg,減少了52.94 kg。
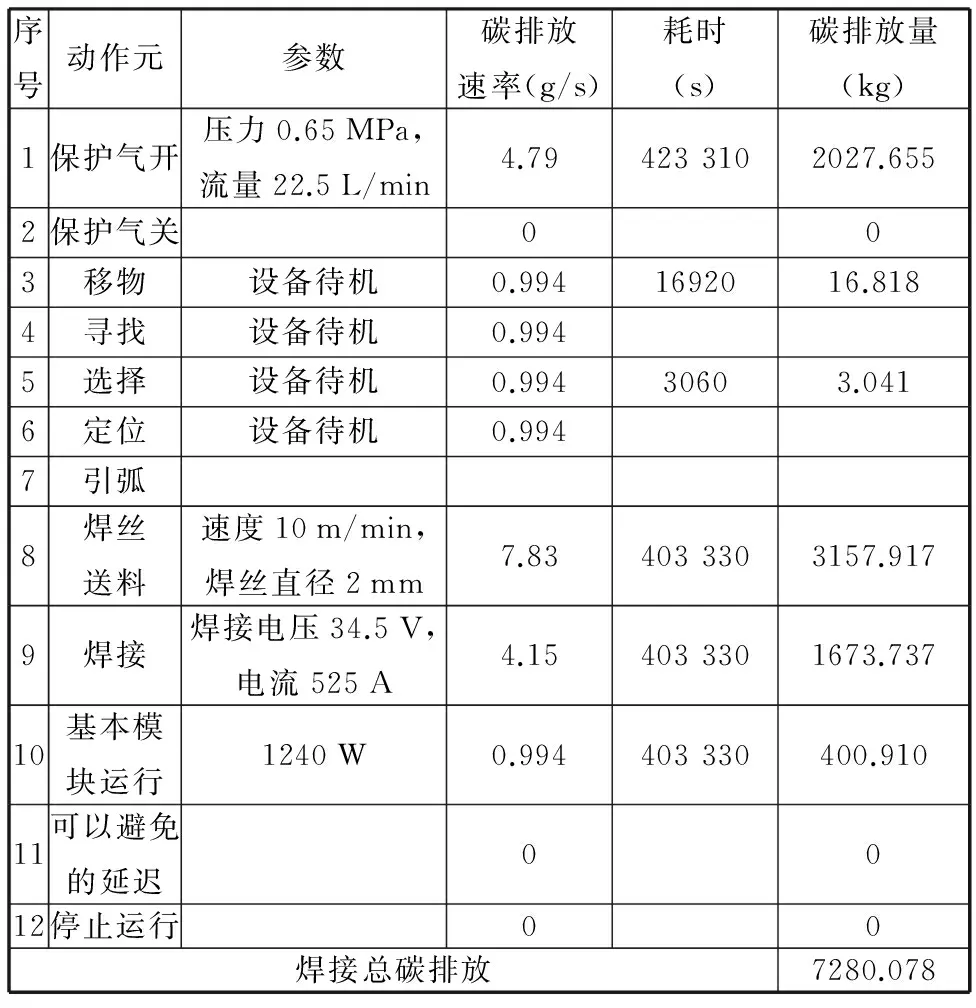
表6 改進設計后焊接工藝
從表6中可以看出,結構改進后焊接工藝的碳排放僅為7280.078 kg,相對減少了21.09%。同時,采用改進后的方案減少了700 kg的鋼材消耗及150.17 kg的等離子切割碳排放,而切削工藝參數并未發生變化,即切削加工的碳排放不變,整個組焊件的制造過程減少了3620.2 kg的碳排放。
4 結語
(1)將動作元與碳排放的基于清單分析的方法相結合,按照碳排放與制造工藝的關系,提出將動作元分為有利于制造進展的動作元、造成工藝延遲的動作元、不能推動工藝進行的動作元等三類,可為制造企業制定低碳生產策略提供決策依據。
(2)以組焊件的制造工藝過程為對象,將組焊件的制造工藝分解為碳排放速率恒定的動作元和碳排放速率隨工藝參數而變化的動作元兩類,以各動作元為對象進行碳排放的清單分析,探討了其動作元的分解方法與各種動作元的碳排放解算方法。
(3)實例分析驗證了可通過解算動作元的碳排放得到減少組焊件制造過程碳排放的策略,并結合案例給出了基于動作元的碳排放解算與分析流程。
[1]國家環境保護總局規劃與財務司.環境統計概論[M].北京:中國環境學科出版社,2001.
[2]Houghtion J T,Jeknins G J,Ephraunms J J.Climate Change:the IPCC Scientific Assessment[R].Cambridge:Cambridge University,1990.
[3]許建東.機床組焊件制造過程工藝碳排放研究[D].合肥: 合肥工業大學,2014.
[4]Gilblith F B.Motion Study:a Method for Increasing the Efficiency of the Workman[M].New York:Hive Pub. Co.,1972.
[5]Salvendy G.Handbook of Industrial Engineering[M].New York:John Wiely & Sons,2001.
[6]賈順,唐任仲,呂景祥.基于動素的切削功率建模方法及其在車外圓中的應用[J].計算機集成制造系統,2013,19(5):1015-1024.
Jia Shun,Tang Renzhong,Lü Jingxiang.Therblig-based Modeling Methodology for Cutting Power and Its Application in External Turning [J].The Computer Intergrated Manufacturing Systems,2013,19(5):1015-1024.
[7]Jia Shun,Tang Renzhong,Lü Jingxiang.Therblig-based Energy Demand Modeling Methodology of Machining Process to Support Intelligent Manufacturing[J].Journal of Intelligent Manufacturing,2014,25(5):913-931.
[8]Jia Shun,Tang Renzhong,Lü Jingxiang.Therblig-based Energy Supply Modeling of Computer Numerical Control Machine Tools[J].Journal of Cleaner Production,2014,65(2):168-177.
[9]Jia Shun,Tang Renzhong, LüJingxiang.Machining Activity Extraction and Energy Attributes Inheritance Method to Support Intelligent Energy Estimation of Machining Process[J].Journal of Intelligent Manufacturing,2014,3,doi:10.1007/s 10845-014-0894-7.
[10]Gutowski T,Dahmus J,Thiriez A.Electrical Energy Requirements for Manufacturing Process[C]//Proceedings of the 13th CIRP International Conference on LCE.Paris:LCE,2006:623-627.
[11]Gutowski T,Murphy C,Allien D.Environmentally Benign Manufacturing:Observations from Japan,Europe and the United States[J].Journal of Cleaner Production,2005,13(1):1-17.
[12]Stute H,Limed E V D.Transmissions and Efficiencies for Machine Tools[J].Industrial Indicator,1955:5-8.
[13]陳祝年.焊接工程師手冊[M].北京:中國機械出版社,2010.
(編輯王艷麗)
Solution Methods for Carbonemissionsins of Group Welding Piece Manufacturing Process Based on Therblig
Zhong JunLiu ZhifengLi XinyuCheng Huanbo
Hefei University of Technology,Hefei,230009
Therbligs were incorporated to the carbonemission solution in the group welding piece manufacturing process.According to the associated properties among therbligs,the group welding piece manufacturing process could be divided into therblig with constant carbonemission velocity,and therblig with variety carbonemission velocity with process parameters.Therbligs were used for carrying out inventory analysis,and solution methods of carbonemission for group welding piece were proposed,and based on therblig the solution and analysis process could be proposed by cases.
therblig;carbonemission solution;metal forming equipment;carbonemission
2014-11-17
國家自然科學基金重點資助項目(51135004)
TG406DOI:10.3969/j.issn.1004-132X.2015.10.004
鐘軍,男,1975年生。合肥工業大學機械與汽車工程學院博士研究生、副教授。主要研究方向為綠色設計與制造。發表論文10余篇。劉志峰,男,1963年生。合肥工業大學機械與汽車工程學院教授、博士研究生導師。李新宇,男,1985年生,合肥工業大學機械與汽車工程學院講師、博士。成煥波,男,1987年生。合肥工業大學機械與汽車工程學院博士研究生。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
制造業自動化(2017年2期)2017-03-20 14:26:13
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
銅業工程(2015年4期)2015-12-29 02:48:39
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
