激光選區熔化近α鈦合金開裂機理及抑制研究
2015-10-29 02:33:26魏青松
中國機械工程 2015年20期
關鍵詞:裂紋
周 旭 周 燕 魏青松 朱 偉
華中科技大學材料成形與模具技術國家重點實驗室,武漢,430074
激光選區熔化近α鈦合金開裂機理及抑制研究
周旭周燕魏青松朱偉
華中科技大學材料成形與模具技術國家重點實驗室,武漢,430074
研究了近α鈦合金激光選區熔化(SLM)成形開裂機理及抑制工藝,利用掃描電子顯微鏡等研究了試件裂紋形貌及其擴展方向、裂紋源等問題。研究結果表明:SLM成形過程中在試樣側壁形成凹凸不平的缺口及Ti3O、TiO、TiC等硬脆化合物;在殘余應力作用下,裂紋起源于側壁缺口,在沉積層上沿硬脆化合物擴展。當工藝參數為激光功率140 W,掃描速度450 mm/s,鋪粉層厚0.03 mm,掃描間距0.07 mm,SLM成形溫度350 ℃,保溫1 h緩冷至室溫時,可有效抑制試件開裂。
選擇性激光熔化;近α鈦合金;裂紋;開裂機理
0 引言
鈦及鈦合金由于其較高的比強度、良好的斷裂韌性及優異的耐腐蝕性而被廣泛應用于航空航天領域[1]。航空航天技術的不斷發展,特別是近年來高推比航空發動機的研發,使得人們對鈦及鈦合金的使用溫度提出了更高的要求[2]。高溫鈦合金成形性能差,熔煉、鍛造、焊接困難,這在一定程度上制約了高溫鈦合金的應用和發展[3]。近年來,激光選區熔化(selective laser melting,SLM)成形鈦基材料得到了較快的發展,它是利用高能激光束熔化金屬粉末,逐層堆積出組織細小致密、成分均勻、性能優異的近終形零件。與傳統加工技術相比,SLM技術無需模具,加工量小,成本更低,材料利用率高,尤其適用于航空航天領域中鈦合金等難加工材料的復雜零部件成形。
在SLM成形過程中,由于成形條件及成形工藝不當,零件容易開裂。目前SLM成形鈦合金的研究多集中在組織、性能及后處理工藝上,對裂紋僅進行了初步的研究。Fox等[4]研究了鈦/鉭涂層在鈷-鉻合金基板上SLM成形時的相互作用機理,結果發現鈷鉻合金-鈦涂層間出現裂紋,認為這是由于成形過程中發生共晶反應生成低熔點β鈦的緣故。L?ber等[5]優化了β型TNM-B1鈦鋁合金的SLM工藝參數,結果發現在低功率低掃描速度下會形成垂直熔池的裂紋,他們認為是凝固過程中快速冷卻產生的殘余應力導致了裂紋的形成。Krakhmalev等[6]研究了Ti-SiC混合物的SLM成形,結果發現較高的溫度梯度導致了大量無規律性裂紋的產生。Li等[7]進行了工業純鈦粉的SLM試驗研究,結果發現過高激光能量的輸入將導致相鄰層因溫度梯度過大而開裂,過低激光能量的輸入將導致相鄰層因熔合不良而開裂。Sallica-Leva等[8]通過研究Ti6Al4V的SLM成形件微觀組織,發現激光能量輸入過高會降低熔融金屬表面能,從而引起球化現象;而激光能量輸入過低則導致熔化不充分而引起孔洞,影響致密度。張鳳英等[9]研究了鈦合金激光快速成形過程中的裂紋問題,結果發現成形件內部存在因熔合不良而造成的開裂,認為是由于激光快速成形特征參量控制不當造成的。張升等[10]研究了TC4鈦合金SLM的開裂機理,結果發現形成的裂紋為冷裂紋,具有典型的穿晶開裂特征。但目前國內外學者對近年來發展較快的鈦合金材料Ti-Al-Sn-Zr-Mo(Nb)-Si系近α高溫鈦合金SLM成形時裂紋形成機理及抑制鮮有研究。
1 試驗材料及試驗方法
1.1試驗材料
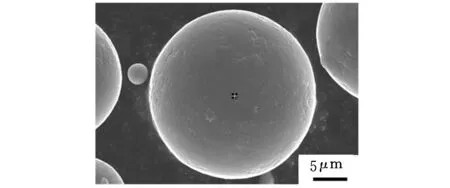
本研究中所用的新型近α鈦合金(Ti-5.5Al-3.4Sn-2.9Zr-0.7Mo-0.4Nb-0.35Ta-0.3Si)粉末的化學成分如表1所示,其表面微觀形貌如圖1所示,為近球形顆粒。粉末粒徑分布均勻,大小分布在5~75 μm之間,平均粒徑為35 μm。
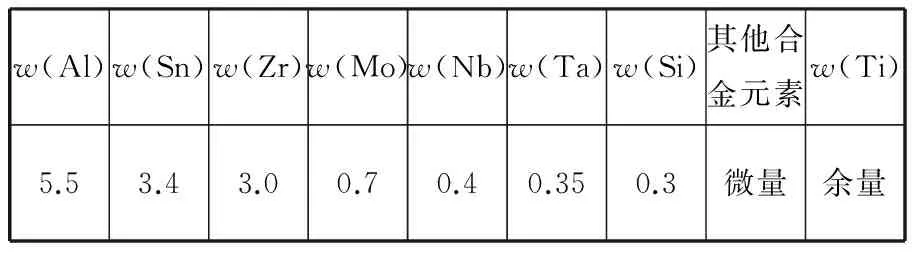
表1 新型近α鈦合金粉末化學成分 %

圖1 鈦合金粉末表面形貌
1.2試樣制備
SLM成形實驗采用華中科技大學快速成形中心自主研發的HRPM-Ⅱ型設備。基板采用新型近α鈦合金材料以保證成形粉末與基板有良好的潤濕性及導熱性。試驗前,將基板表面打磨光滑后用無水乙醇清洗干凈。將成形腔抽成真空,再通入高純氬氣(體積分數為99.9%)至標準大氣壓形成保護氣氛。試樣在激光功率150 W、掃描速度400 mm/s、鋪粉層厚0.03 mm、掃描間距0.07 mm、未預熱條件下制得。
1.3結果檢測
使用掃描電子顯微鏡(JSM-7600F)觀察 SLM成形新型近α鈦合金試樣裂紋的微觀形貌,利用X射線能譜儀(Inca X-Max 50)對裂紋側壁進行微區成分定性和定量分析,利用X射線衍射儀(XRD-7000)進行原始粉末與SLM試樣的物相分析。
2 試驗結果與分析
2.1裂紋形貌分析
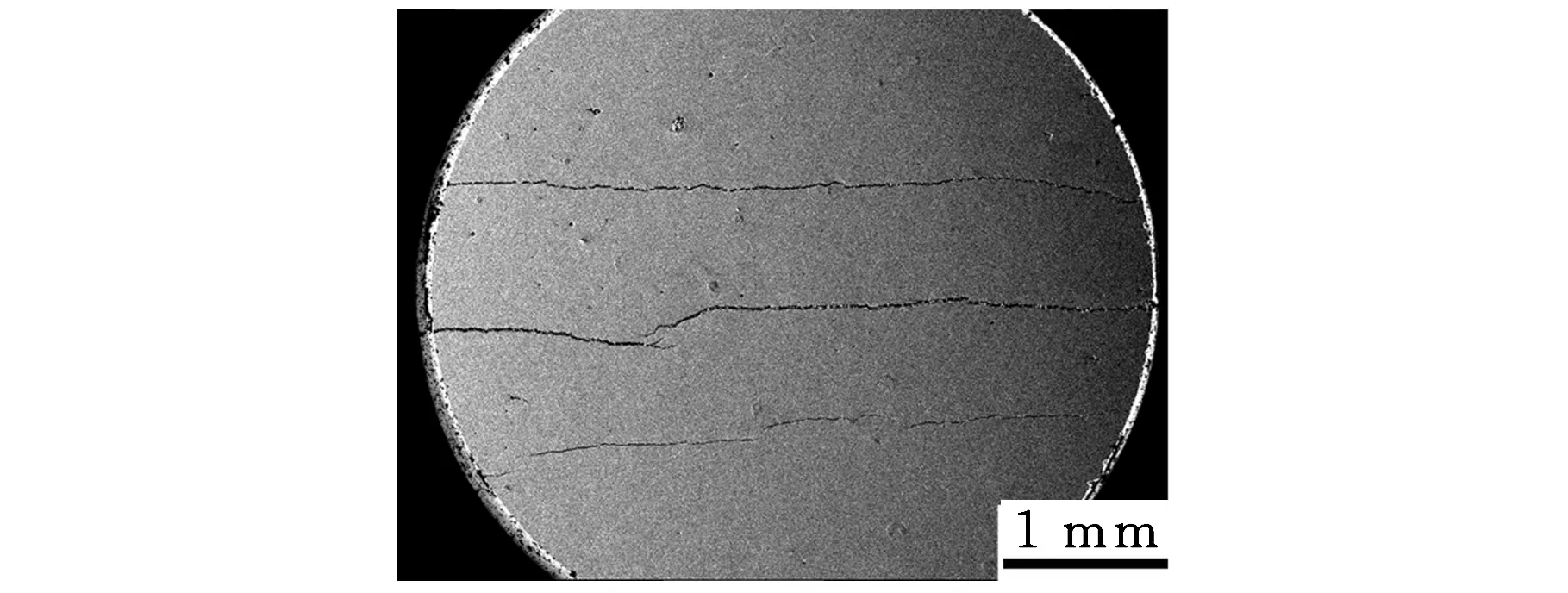
鈦合金SLM試樣如圖2所示。試樣上表面平整、光潔,未出現裂紋,而在試樣側壁出現了較多的裂紋,這些裂紋起始于側壁邊緣,在沉積層由外向內擴展。

圖2 SLM試樣宏觀裂紋
圖3為試樣側壁邊緣局部放大圖,由圖可見裂紋起源于試樣側壁凹凸不平處。Zhang等[11]研究了316不銹鋼SLM成形件的表面粗糙度,發現成形件上表面質量比較好,這是因為上表面由最后熔化的熔池組成,而側壁是熔融粉末與未熔粉末的邊界,黏附了較多的半熔化及未熔化顆粒,因此側壁較粗糙,而且半熔化顆粒的數量與激光能量有密切關系。在本實驗中,邊緣區域自由度大,未熔及半熔顆粒黏附在試樣側壁,形成許多微小缺口,裂紋易在此處形成。優化工藝參數,使試樣側壁表面質量達到最優,可降低裂紋形成的傾向。

圖3 裂紋端部缺口效應
將圖3試樣沿裂紋斷開,得到圖4所示裂紋側壁微觀形貌圖。可以發現在裂紋側壁存在較多分散鑲嵌在基體中的小球及積聚小球。圖4中左側方框內為積聚的小球顆粒,箭頭所指為鑲嵌在基體中的小球剝落后形成的凹坑。積聚小球顆粒頸部間的結合強度較弱[11],而鑲嵌的小球易剝落,與基體的結合強度不高,這些因素與側壁的缺口共同作用容易產生裂紋。
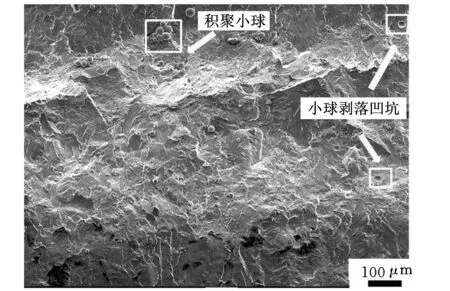
圖4 裂紋側壁的微觀形貌圖
(a)原始粉末小球(譜圖1)
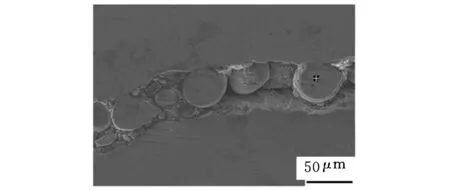
(b)試件裂紋處小球(譜圖2)圖5 原始粉末小球與試樣裂紋處小球能譜點
裂紋側壁間的小球顆粒可能是由粉床混入,也可能是因輸入激光能量過高,造成熔池表面能降低,液滴從熔池表面濺出所致[12]。對原材料粉末與裂紋處顆粒進行能譜分析,圖5所示為原始粉末小球與裂紋處小球的能譜點,表2為兩種粉末的EDS分析結果。原始粉末各元素含量(質量分數)均勻,取不同點進行能譜分析可知,其元素含量均如表2中譜圖1所示,相差不大。但由譜圖2知,裂紋處小球的C、Si 、Sn等元素含量與原始粉末相比均有提高,其中Si元素質量分數達到0.99%,是原始粉末材料Si元素質量分數的近4倍。因熔融金屬表面能降低而飛濺出的金屬液滴在快速凝固時由于凝固時間短易發生偏析。裂紋處小球Si元素質量分數是原粉末Si元素質量分數的近4倍,推測為飛濺后凝固偏析所致。飛濺的金屬液滴會加大SLM成形件的開裂傾向,通過優化工藝參數,可減少飛濺,從而減少試樣中小球顆粒的殘留,抑制開裂傾向。

表2 原始粉末小球與試樣裂紋處小球能譜分析結果 (%)
圖6所示為試樣裂紋側壁的裂紋源區域。圖中白色箭頭所示方向為試樣側壁邊緣向內延伸方向。在靠近側壁一端出現裂紋源,裂紋源四周呈發射狀向外擴展,如圖中黑色箭頭所示。對裂紋源進行EDS分析,結果如表3所示,裂紋源向內擴展時,C、O含量較大,呈逐漸降低趨勢,裂紋源處含量最大。常溫下鈦合金比較穩定,但隨著溫度升高,鈦合金吸氧能力逐漸變大,也易與C發生反應。而在氬氣保護下的粉床中由于粉末間存在間隙,填充了空氣,這些空氣附著在粉末表面,在SLM過程中卷入熔池,高溫下與鈦合金反應生成Ti3O、TiO等[9],而鈦合金中少量的C元素在高溫下也與基體反應生成TiC,這些化合物積聚在一起,最后成為裂紋源。
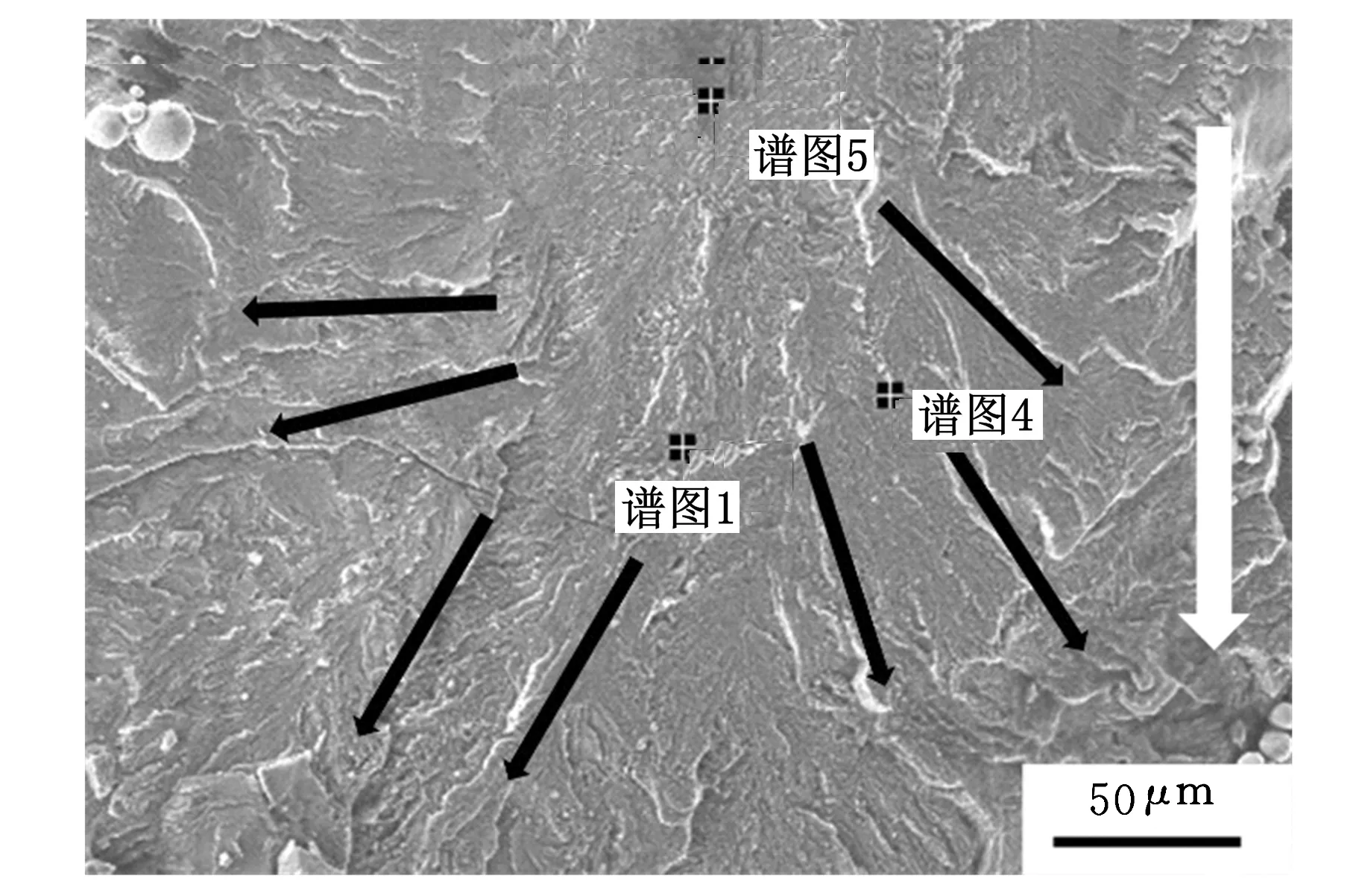
圖6 試樣裂紋源
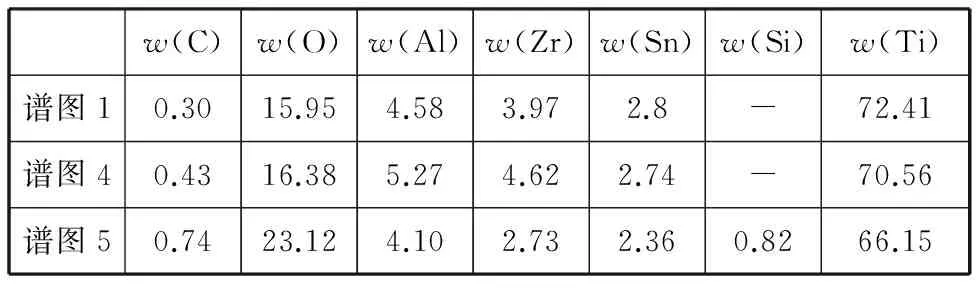
表3 裂紋側壁不同區域能譜點分析結果 %
對圖6所示的裂紋側壁進行X射線衍射分析,其結果如圖7所示。基體由α′相組成[13],在裂紋側壁出現了Ti3O、TiO及TiC等化合物。這些化合物硬度大,塑性差,抗拉強度不高,當基體殘余應力大于其抗拉強度時,裂紋便沿著這些化合物聚集處擴展。

圖7 試樣裂紋側壁XRD衍射圖譜
在SLM成形過程中,激光選擇性熔化造成不均勻的溫度場,且溫度梯度較大,冷卻過程中易產生殘余應力。當激光熔化局部區域時,由于熱脹效應,熔化部分將受到周圍粉末的壓應力;凝固時,由于冷縮效應,金屬液又將受到周圍粉末的拉應力。在這些應力的作用下試樣發生局部塑性應變。孔源等[14]通過對SLM成形TC4粉末過程中熱力耦合場進行數值模擬發現,試樣內的溫度梯度主要沿Z向分布,熔池區的溫度梯度非常大,瞬態熱應力集中在溫度梯度變化較大的區域,Z向的殘余應力為拉應力,遠大于其他方向的殘余應力。因此,在較大的Z向殘余拉應力作用下,試件沿X向開裂。由此可見,消除或減小殘余應力對抑制裂紋的產生有較大的作用。
2.2抑制裂紋的方法
由上述分析可知,SLM成形新型近α鈦合金時裂紋的產生是多種因素共同作用的結果。在殘余應力作用下,裂紋起源于側壁缺口及積聚小球顆粒處,在沉積層上沿硬脆化合物的分布擴展。因此提高成形件側壁表面質量,減少基體內的小球顆粒及硬脆化合物,減小甚至消除殘余應力可抑制裂紋的產生。
SLM成形金屬粉末的主要工藝參數包括激光功率、掃描速度、掃描間距和鋪粉層厚等,這些工藝參數共同影響著SLM制件的性能,影響結果可由激光能量密度表征。選擇合適的激光能量密度,可改善液滴飛濺現象,從而減少基體中小球顆粒的殘留[11]。通過優化工藝參數,在SLM前對基板與粉末進行預熱,降低熱量的輸入,減少熱量積累,可得到最優激光能量密度,提高試樣側壁表面質量。在SLM過程中先進行預熱,可有效降低溫度梯度,在進行SLM后保溫及緩冷可釋放試樣中的殘余應力。通過分析可知,工藝優化后可減小、釋放殘余應力,從而可有效抑制裂紋的產生。
圖8所示是基板預熱溫度分別為150 ℃、250 ℃和350 ℃時的試樣側壁形貌,其優化后的工藝參數為:激光功率140 W,掃描速度450 mm/s,鋪粉層厚0.03 mm,掃描間距0.07 mm,SLM成形分別在150 ℃、250 ℃和350 ℃下進行,SLM成形后保溫1 h,然后緩冷至室溫。由圖8a可見,在試樣側壁布滿了裂紋,貫穿整個側壁,隨著預熱溫度的提高,裂紋逐漸減少,當預熱溫度升高到250 ℃時,側壁上裂紋的數量明顯減少(圖8b),當預熱溫度升高到350 ℃時,如圖8c所示,側壁上裂紋已經完全消失。
(a)預熱溫度為150℃

(b)預熱溫度為250℃

(c)預熱溫度為350℃圖8 不同預熱溫度下的成形試樣
3 結論
(1)SLM成形新型近α鈦合金時容易出現裂紋,裂紋起始于試樣側壁邊緣,由外向內,在沉積層內擴展。
(2)裂紋因側壁缺口及積聚小球而起源于側壁邊緣,SLM過程中熔池的快速冷卻使基體內部殘余應力較大,在殘余應力作用下,裂紋沿著Ti3O、TiO及TiC等硬脆化合物的分布擴展。
(3)通過優化工藝,可減小、釋放殘余應力,從而抑制裂紋的產生。實驗結果表明,工藝參數為激光功率140 W、掃描速度450 mm/s、鋪粉層厚0.03 mm、掃描間距0.07 mm,SLM成形溫度為350 ℃,保溫1 h,然后緩冷至室溫,可有效抑制開裂現象。
[1]Zhu Y,Tian X,Li J,et al.Microstructure Evolution and Layer Bands of Laser Melting Deposition Ti-6.5 Al-3.5 Mo-1.5 Zr-0.3 Si Titanium Alloy[J].Journal of Alloys and Compounds,2014,616:468-474.
[2]孫景超,張永忠,黃燦,等.激光熔化沉積Ti60合金和TiCP/Ti60復合材料的顯微組織及高溫拉伸性能[J].中國激光,2011,38(3):0303004-1-0303004-6.Sun Jingchao,Zhang Yongzhong,Huang Chan,et al.Microstructure and High Temperature Tensile Properties of Laser Direct Deposited Ti60 Alloy and TiCP/Ti60 Composites[J].Chinese Journal of Lasers,2011,38(3):0303004-1-0303004-6.
[3]王彬,張述泉,王華明.激光熔化沉積高溫鈦合金Ti60快速凝固組織[J].材料熱處理學報,2008,29(6):86-92.
Wang Bin,Zhang Shuquan,Wang Huaming.Rapidly Solidified Microstructure of Ti60 Alloy Produced by Laser Rapid Forming Process[J].Transactions of Materials and Heat Treatment,2008,29(6):86-92.
[4]Fox P,Pogson S,Sutcliffe C J,et al.Interface Interactions between Porous Titanium/Tantalum Coatings,Produced by Selective Laser Melting(SLM),on a Cobalt-chromium Alloy[J].Surface and Coatings Technology,2008,202(20):5001-5007.
[5]L?ber L,Schimansky F P,Kühn U,et al.Selective Laser Melting of a Beta-solidifying TNM-B1 Titanium Aluminide Alloy[J].Journal of Materials Processing Technology,2014,214(9):1852-1860.
[6]Krakhmalev P, Yadroitsev I. Microstructure and Properties of Intermetallic Composite Coatings Fabricated by Selective Laser Melting of Ti-SiC Powder Mixtures[J].Intermetallics,2014,46:147-155.
[7]Li Y,Gu D.Thermal Behavior during Selective Laser Melting of Commercially Pure Titanium Powder:Numerical Simulation and Experimental Study[J].Additive Manufacturing,2014,1:99-109.
[8]Sallica-Leva E,Jardini A L,Fogagnolo J B.Microstructure and Mechanical Behavior of Porous Ti-6Al-4V Parts Obtained by Selective Laser Melting[J].Journal of the Mechanical Behavior of Biomedical Materials,2013,26:98-108.
[9]張鳳英,陳靜,譚華,等.鈦合金激光快速成形過程中缺陷形成機理研究[J].稀有金屬材料與工程,2007,36(2):211-214.
Zhang Fengying,Chen Jing,Tan Hua,et al.Research on Forming Mechanism of Defects in Laser Rapid Formed Titanium Alloy[J].Rare Metal Materials and Engineering,2007,36(2):211-214.
[10]張升,桂睿智,魏青松,等.選擇性激光熔化成形TC4鈦合金開裂行為及其機理研究[J].機械工程學報,2013,49(23):21-27.
Zhang Sheng,Gui Ruizhi,Wei Qingsong,et al.Cracking Behavior and Formation Mechanism of TC4 Alloy Formed by Selective Laser Melting[J].Journal of Mechanical Engineering,2013,49(23):21-27.
[11]Zhang B,Zhu L,Liao H,et al.Improvement of Surface Properties of SLM Parts by Atmospheric Plasma Spraying Coating[J].Applied Surface Science,2012,263:777-782.
[12]Zhang B,Liao H,Coddet C.Effects of Processing Parameters on Properties of Selective Laser Melting Mg-9% Al Powder Mixture[J].Materials & Design,2012,34:753-758.
[13]Vrancken B,Thijs L,Kruth J P, et al.Microstructure and Mechanical Properties of a Novel β Titanium Metallic Composite by Selective Laser Melting[J].Acta Materialia,2014,68:150-158.
[14]孔源,劉偉軍,王越超,等.鈦合金激光直接成形過程中熱力耦合場的數值模擬[J].機械工程學報,2011,47(24):74-82.
Kong Yuan,Liu Weijun,Wang Yuechao,et al. Numerical Simulation of Temperature Field and Stress Field of Direct Laser Metal Deposition Shaping Process of Titanium Alloys[J].Chinese Journal of Mechanical Engineering,2011,47(24):74-82.
(編輯盧湘帆)
Study on Cracking Mechanism and Inhibiting Process of Near α Titanium Alloy Formed by SLM
Zhou XuZhou YanWei QingsongZhu Wei
State Key Lab of Materials Processing and Die & Mold Technology, Huazhong University of Science and Technology,Wuhan,430074
The cracking mechanism and inhibiting process were discussed through studying the crack morphology, propagation direction and crack source of a new near α phase titanium alloy specimen fabricated by SLM using scanning electron microscopy and so on.The experimental results show that:uneven notches arose from the sidewall of the specimen during fabricationas well as Ti3O,TiO,TiC which are hard and brittle.Under the actions of residual stress,the cracks originate in the sidewall notches and expand in the deposition along these hard and brittle compounds.When the laser power is 140 W,scanning speed is 450 mm/s,layer thickness is 0.03 mm,scanning space is 0.07 mm,preheating temperature is 350 ℃ during SLM and preserve 1 h,slow cooling to room temperature,the number of cracks reduce significantly.
selective laser melting(SLM);near α titanium alloy;cracking;cracking mechanism
2014-08-11
國家科技支撐計劃資助項目(2012BAF08B03);國家自 然科學基金資助項目(513751892)
TG146.23DOI:10.3969/j.issn.1004-132X.2015.20.021
周旭,男,1990年生。華中科技大學材料科學與工程學院碩士研究生。主要研究方向為激光快速成形。周燕,女,1987年生。華中科技大學材料科學與工程學院博士后研究人員。魏青松,男,1975年生。華中科技大學材料科學與工程學院教授、博士研究生導師。朱偉,男,1991年生。華中科技大學材料科學與工程學院博士研究生。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
