提高溪洛渡水電站VHS機組定子定位筋安裝效率的應用與研究
2015-11-02 12:23:46黃平
建材與裝飾 2015年41期
黃平
(中國葛洲壩集團機電建設有限公司 四川省 成都市 610091)
提高溪洛渡水電站VHS機組定子定位筋安裝效率的應用與研究
黃平
(中國葛洲壩集團機電建設有限公司四川省成都市610091)
溪洛渡水電站7~9#水輪發電機組為上海福伊特水電設備有限公司(VHS)制造,其定子定位筋安裝采用國內極少見的“片-筋-片”安裝法,本文就如何提高其定位筋安裝效率,淺談一下認識。
提高;VHS;定子定位筋;效率
1 概述
溪洛渡水電站位于四川省雷波縣和云南省永善縣接壤的金沙江峽谷段,左右岸電站各安裝9臺77萬kW的巨型水輪發電機組機組,總裝機1386萬kW,其中左岸電站7#~9#機組為上海福伊特水電設備有限公司(VHS)供貨。
VHS定子主要由定子機座、定位筋、鐵芯等部件組成。定子機座分6瓣,高約3579mm,分8層環板。定位筋由方鋼冷拉而成,斷面為雙鴿尾形狀,單臺機定子定位筋共計192套,每套均由長度分別為1965mm和1460mm的兩根定位筋組合成。定子鐵芯高度3295mm,重約460t,由大約26.5萬張0.5mm厚硅鋼片疊裝而成。
在整個定子組裝的工藝過程中,定位筋安裝是其中最為關鍵的環節,直接影響到鐵心疊片的半徑控制、圓度控制,最終影響定子整體組裝質量。在提高定位筋安裝質量的同時,該工序40余天的直線工期占用,也讓提高定子定位筋安裝效率勢在必行。
2 定位筋安裝方法
定位筋安裝有三種方法:先筋后片安裝法、筋片交替安裝法、片-筋-片安裝法。三種方法各有特點,見表1。,

表1 定位筋安裝方法對比
3 定位筋安裝流程
根據VHS定子工藝要求,定位筋安裝調整流程見圖1。
4 安裝簡析
4.1基準定位筋調整
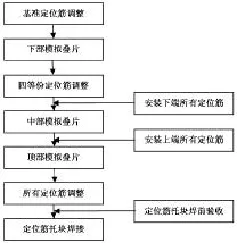
圖1 定位筋安裝流程圖
4.2下部模擬疊片
在基準定位筋調整就位后,在機座下部進行一小段的試疊片,疊片高度15mm。用測圓架檢查鐵芯內徑和圓度,進行圓度修正,控制半徑在設計偏差內。下部預疊片調整完成后,進行聯合檢查驗收,測量半徑和槽型,并用通槽棒逐槽檢查槽寬。定子模擬疊片見圖2。
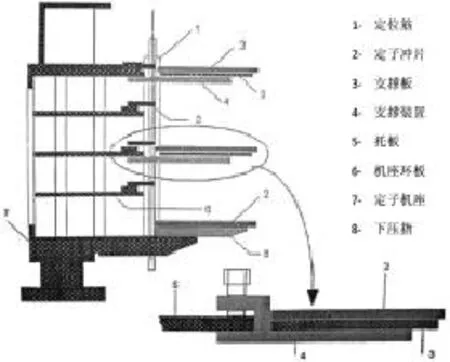
圖2 定子模擬疊片
4.3四等份定位筋調整
順時針編號,安裝四等份定位筋:49#、97#和145#筋。參照1#基準定位筋的安裝、調整工藝及質量標準,調整此3套定位筋。調整完成后,驗收其半徑、扭斜及徑向、周向垂直度。驗收完成插入下端所有定位筋并用專用工具臨時固定。
4.4中部模擬疊片
在機座中部環板安裝模擬疊片支撐工具和支撐板并調平,疊裝15mm沖片。用測圓架檢查鐵芯內徑和圓度,控制在設計偏差內,掛鋼琴線測量上下鐵芯線槽垂直度,調整使滿足要求。中部試疊鐵芯完成后,插入上端所有定位筋,并用專用工具臨時固定。
4.5頂部模擬疊片
(一)流行變化 仔豬出生后1~2 d內,仔豬表現正常,3~6日齡以內,相繼發生嘔吐、腹瀉,死亡率高達50%~85%;補液及時的,如耐過易成為僵豬;因脫水迅速,抗生素、干擾素和細胞因子難以奏效。母豬同時發生不同程度腹瀉,但4~5 d內可自愈,泌乳下降常導致仔豬消瘦;初胎母豬發病率高于經產母豬;母豬返飼病死仔豬糞便或腸道內容物,好轉后又反復。
安裝同中部模擬疊片。
4.6所有定位筋調整
模擬疊片完成后,用銅皮和小鋼楔調整定位筋鴿尾面和后部與鐵芯間隙,并檢查卡口處鐵芯應松動靈活。調整定位筋弦距,預疊鐵芯處該環定位筋每調整一環并確認合格后,對托塊進行點焊固定。此三環調整完成后,進行其他環弦距的調整。定位筋點焊完成后,測量預疊鐵芯半徑、圓度及線槽垂直度以及定位筋弦距因滿足要求。報監理驗收。
4.7定位筋托塊焊接
對定位筋托塊進行點焊定位,采用氣體保護焊接方式對稱跳躍焊接,每個托塊分層多道焊接。全部定位筋每焊完一層應全面檢查三段試疊鐵芯半徑和周向垂直度。根據徑向第一層滿焊檢查記錄,在徑向第二層焊縫滿焊前,對超差定位筋采取反變形措施,調整超差測點定位筋全面檢查合格后,再進行徑向第二層焊縫滿焊。定位筋各托塊焊接完成后,在冷態下檢查和測量預疊鐵芯及定位筋應符合要求。
5 耗時分析
VHS定子定位筋安裝各工序耗時見表2。

表2 VHS 9#機組定子定位筋安裝各工序耗時
經分析各工序耗時,下部模擬疊片、中部模擬疊片、上部模擬疊片、所有定位筋調整和定位筋托塊焊接耗時較長。其中,定位筋托塊焊接每完成一道需冷卻測量,無法提高速度,只能在模擬疊片和定位筋調整上優化施工,同時,VHS機組的“片-筋-片”安裝法在國內應用極少,安裝方法是否成熟,能否在不影響質量的情況下調整施工步驟,從而提高安裝效率呢?
6 改進措施
6.1VHS 8#機組
VHS 9#機組按上述施工流程施工,到8#機組時,將施工步驟調整為:
(1)基準定位筋調整。同9#機組。
(2)大等份定位筋調整。按9#機組四等份定位筋調整要求進行12等份定位筋調整。
(3)小等份定位筋調整。安裝每個相鄰12等份定位筋之間的15根定位筋,并粗調。
(4)模擬疊片。依次進行下部、中部和上部模擬疊片,對沖片進行整形,通過調整沖片位置來調整定位筋,滿足要求后驗收。
(5)定位筋托塊焊接。同9#機組。
8#機組耗時見表3。

表3 VHS 8#機組定子定位筋安裝各工序耗時
6.2VHS7#機組
VHS 8#機組通過技術改進,調整施工步驟,較之9#機組節約了6d,大大提高了安裝效率。
但是,安裝時發現,盡管對小等份定位筋進行了粗調,但模擬疊片時沖片卡阻現象仍然很嚴重,同一張沖片范圍內的四根定位筋很難全部通過,可否減少模擬疊片前的定位筋插入數量,改在模擬疊片初步整形后再插入其余定位筋?
同時,模擬疊片支撐板水平調整困難,而支撐板的水平關系到模擬疊片的半徑和上下垂直度,此處能否優化?
在7#機組定位筋安裝時,再次調整了施工步驟,并對相關工序進行了優化。
(1)在小等份定位筋調整時,將小等份定位筋安裝調整數量減少至每個相鄰12等份定位筋之間7根,即連同大等份定位筋共安裝一半定位筋,使模擬疊片開始時每張沖片范圍內有2根定位筋。模擬疊片時,先對沖片整形粗調,然后插入剩余定位筋,再進行最終調整至滿足焊前要求。
(2)原支撐板水平調整時,先調平下方支撐工具,再放置支撐板復測水平,將二者點焊連接。支撐工具如圖2所示,該工具是通過一個頂絲與環板固定,受環板水平和支撐工具加工精度影響,整圓調整時很難同時兼顧該支撐工具的徑向水平和周向水平,如此反復,需要大量時間。經研究,不再致力于調整該支撐工具水平,改為整圓調整時在該工具上徑向方向加墊(墊片采用廢舊沖片裁剪而成,厚度適中,就地取材),調整墊片厚度使支撐板水平滿足要求,點焊墊片于支撐工具和支撐板上。
7#機組耗時見表4。

表4 VHS 7#機組定子定位筋安裝各工序耗時
7 結果分析和其他建議
溪洛渡水電站VHS機組定子定位筋安裝時,9#機組耗時47d,經技術改進后,8#機組耗時41d,對施工工序進行優化后,7#機組耗時35d,安裝效率進一步提高。然而,有些安裝過程應該還存在優化空間,例如,在12等份定位筋調整完成后,進行24等份乃至48等份定位筋調整,或再次減少小等份定位筋安裝數量以提高模擬疊片效率。同時,我們發現,相對于定位筋的安裝精度,溫度變化對于測量的影響不可忽視。溪洛渡電站是地下式廠房,溫度相對穩定,如果是壩后式廠房,一天中溫度的變化將對測量產生顯著影響,進而影響定位筋安裝效率。
TV74
A
1673-0038(2015)41-0296-02
2015-9-21
黃平(1983-),男,助理工程師,2006年畢業于三峽大學電氣系,電氣工程及其自動化專業,主要從事水電站水輪發電機組機電設備安裝及調試技術工作。
